Sodyum iyon piller (SIB'ler), laboratuvar merakından endüstriyel gerçekliğe şaşırtıcı bir hızla geçiyor. SIB'lerin ham madde maliyetleri, lityum iyon kimyalarına göre yapısal olarak daha düşüktür. SIB'ler, sabit enerji depolama ve düşük hızlı elektrikli araç pazarlarında önemli bir pay almaya hazırlanıyor. Bu makale, sodyum iyon pil seri üretiminin kuru öğütme yeteneklerinde nasıl bir yükseltmeyi zorunlu kıldığının ayrıntılı bir teknik analizini sunmaktadır. EPIC Powder Machinery olarak, tam olarak bu sorun üzerinde gelişmiş pil malzemesi üreticileriyle çalışıyoruz. Malzeme gereksinimlerinin neler olduğu, mevcut teknoloji darboğazlarının neler olduğu ve üretim ölçeğinde çözümlerin nasıl göründüğü konularını ele alıyoruz.
Ancak sodyum iyon pillerinin ticari başarısı yalnızca elektrokimyaya bağlı olmayacak. Büyük ölçüde toz işleme kalitesi ve maliyetine bağlı olacak. Özellikle, üreticilerin saflığı, performansı veya üretim ekonomisini tehlikeye atmadan aktif malzemeleri ne kadar iyi öğütebilecekleri, sınıflandırabilecekleri, değiştirebilecekleri ve işleyebilecekleri belirleyici olacak. Ve bu zorluğun merkezinde kuru öğütme teknolojisi yer alıyor.
Sodyum-iyon pillerin seri üretiminin kuru öğütme teknolojisinde iyileştirmeleri zorunlu kılmasının nedenleri
Lityum iyondan sodyum iyon kimyasına geçiş, sadece bir hammadde değişimi değildir. Sodyum iyon pillerinde kullanılan aktif malzemeler, lityum iyon muadillerine göre temelde farklı fiziksel özelliklere sahiptir. Bu farklılıklar doğrudan yeni gereksinimlere dönüşür ve bazı durumlarda vakalar Toz işleme için tamamen yeni yaklaşımlar.
Malzeme Özelliği Zorluğu: Polianyonik Katotlar
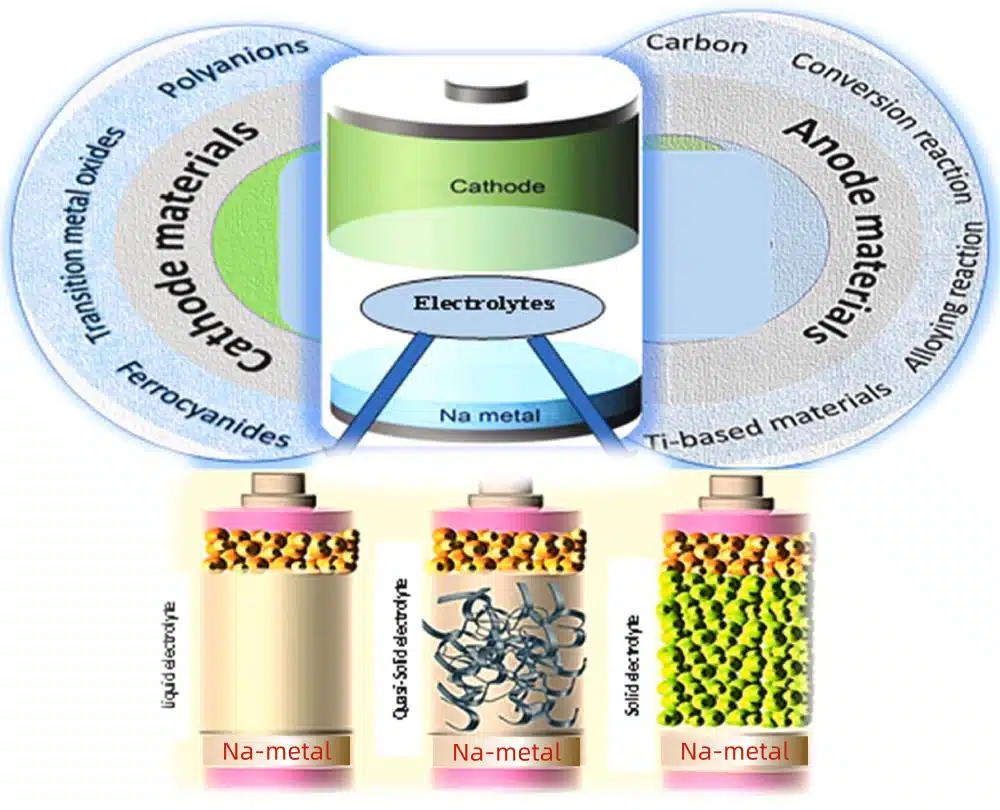
Polianyonik bileşikler, yapısal kararlılıkları ve çevrim ömürleri nedeniyle enerji depolama uygulamaları için şu anda tercih edilen katot kimyasıdır. Bununla birlikte, önemli bir işleme zorluğu da sunmaktadırlar. Nispeten yüksek Mohs sertliği, yoğun kristal yapıları ve yüzey kimyasına duyarlılıkları, öğütme sırasında meydana gelen kirlenmenin elektrokimyasal performansı doğrudan ve ölçülebilir şekilde olumsuz etkilemesine neden olur.
Islak bilyalı öğütme, bu malzemelerin gerektirdiği nano ölçekli parçacık boyutlarını elde edebilir, ancak önemli bir maliyeti vardır: öğütme ortamından kaynaklanan aşınma, ppm seviyesinde demir ve zirkonyum kirliliğine yol açar ve ardından gelen püskürtmeli kurutma adımı, toplam işlem enerjisinin 30-401 TP3T'sini tüketirken, topaklanma oluşumu riskini de beraberinde getirir. Birincil pazar vaadi düşük maliyet olan bir pil kimyası için, yüksek enerji tüketimli, kirliliğe yatkın bir işleme yöntemi temel bir çelişkidir.
Kuru öğütme – özellikle jet öğütme ve yüksek enerjili mekanik öğütme – her iki sorunu da aynı anda ele alır. Sıvı ortamın olmaması, öğütme ortamından metalik iyonların çözünmesinin olmaması anlamına gelir. Kurutma adımının olmaması, topaklanma oluşumunun ve buna bağlı enerji maliyetinin olmaması anlamına gelir. Dezavantajı ise, kuru öğütmenin ıslak işlemlere göre parçacık boyutu dağılımı ve yüzey alanının daha dikkatli kontrol edilmesini gerektirmesidir. Ekipman özellikleri, malzemeye tam olarak uygun olmalıdır.
Malzeme Özelliği Zorluğu: Sert Karbon Anotlar
Sert karbon, sodyum iyon piller için tercih edilen ticari anot malzemesidir. Düzensiz türbostratik yapısı, sodyum iyon depolamasının gerektirdiği katmanlar arası boşluğu ve yüzey kusur bölgelerini sağlar. Bununla birlikte, aynı yapısal özellikler onu işleme koşullarına karşı son derece hassas hale getirir.
Sert karbon öncülleri, 1000-1400°C'de karbonizasyondan sonra kırılgan hale gelir; bu da öğütmeyi enerji açısından kolaylaştırır. Ancak sonucu kontrol etmek kolay değildir. Sert karbonun ıslak öğütülmesi iki farklı probleme yol açar: yüzey fonksiyonel gruplarının aşırı oksidasyonu (bu, sodyum depolama mekanizmasını değiştirir ve ilk Coulomb verimliliğini azaltır) ve parçacık kırılmasından kaynaklanan yüzey alanı patlaması (bu, ilk şarj döngüsünde geri dönüşümsüz kapasite kaybını artırır). Hedefin üzerindeki her 1 m²/g'lık BET yüzey alanı artışı, tipik olarak ilk döngü Coulomb verimliliğini %0,3-0,8 oranında azaltır; bu da büyük ölçekte önemli bir performans kaybıdır.
Kontrollü atmosfer koşulları altında, özellikle düşük sıcaklıkta inert gaz korumasıyla yapılan kuru öğütme, yeni kırılmış sert karbon yüzeylerinin yüzey oksidasyonunu önler ve parçacık küreselliği ile boyut dağılımının hassas kontrolünü sağlar. Sonuç olarak, SEI film oluşumunu ve ilk Coulomb verimliliğini optimize eden özgül yüzey alanına, gözenek yapısına ve yüzey kimyasına sahip bir toz elde edilir.
Maliyet ve Enerji Verimliliği Zorunluluğu
Sodyum iyon pillerin maliyet mantığı basittir: lityum iyon pillere kıyasla hammadde tasarrufu gerçek ve önemli düzeydedir. Ancak, bu tasarruf işleme verimsizliği nedeniyle kolayca ortadan kalkabilir. Islak işleme yöntemleri, yalnızca elektrot hazırlama aşamasında bile toplam 30-401 TP3T üretim enerjisi tüketebilir. Kilowatt saat başına maliyet açısından yerleşik lityum demir fosfat (LFP) pillerle rekabet etmek zorunda olan bir pil teknolojisi için bu, sürdürülebilir bir işleme standardı değildir.
2025-2026'dan itibaren SIB alanında hızlanan kuru elektrot teknolojisine yönelik eğilim, bu yönü güçlendiriyor. Kuru elektrot işleme, aktif malzemelerin belirli yüzey aktivitesi, parçacık boyutu gradyanları ve fibrilasyon uyumluluğu özelliklerine sahip kuru tozlar halinde teslim edilmesini gerektirir; bu özellikler, sonradan eklenmek yerine, öğütme aşamasında toza mühendislik yoluyla kazandırılmalıdır. Bu durum, yukarı akış kuru öğütme işleminin sağlaması gereken özellikleri doğrudan tanımlar.
| SIB Seri Üretim Polianyonik Katotların Kuru Öğütme İşleminde Karşılaşılan Başlıca Gereksinimler: Metalik kirlenme yok | D50 1–5 μm | Çift modlu karıştırma için dar PSD Sert karbon anotlar: Atmosfer kontrollü öğütme | Kontrollü BET yüzey alanı | Minimum yüzey oksidasyonu Katmanlı oksit katotlar: Seramik kaplı ekipman | Düşük sıcaklıkta işleme | D50 5–15 μm Kuru elektrot uyumluluğu: Özgül yüzey aktivitesi | Kontrollü parçacık boyutu gradyanı | Çözücü içermeyen çıktı |
Sodyum İyon Pil Üretim Hatları için Kuru Öğütme Teknolojisinde Geliştirmeler
SIB seri üretim bağlamında, kuru öğütme artık belirli bir boyutta toz üreten bağımsız bir işlem birimi olmaktan çıkmıştır. Ultra ince öğütme, atmosfer kontrolü, yüzey modifikasyonu ve partikül şekillendirmeyi tek bir sürekli işlemde birleştiren entegre bir sisteme dönüşmektedir. Aşağıdaki bölümler, en son teknolojiyi tanımlayan spesifik teknolojik geliştirmeleri açıklamaktadır.
Basit Taşlamadan Gaz-Katı Sinerjik Yüzey Modifikasyonuna
Pil malzemeleri için kuru öğütmedeki en önemli kavramsal değişim, öğütme adımının sadece parçacık boyutunu küçültmek için değil, aynı zamanda toz yüzeyini de değiştirmek için kullanılabileceğinin farkına varılmasıdır. Jet değirmenlerindeki yüksek hızlı hava akışı, kontrollü koşullar altında yüzey reaksiyonlarını harekete geçirebilen hem kesme kuvvetleri hem de yerel termal enerji üretir.
- Yerinde iletken kaplama: İletken maddelerin (karbon nanotüpler, Super P karbon siyahı) aktif malzemenin yanına öğütme devresine eklenmesiyle, işlemin kesme ve darbe enerjisi, aktif malzeme parçacıklarını homojen bir iletken tabaka ile fiziksel olarak kaplar. 2024 yılında yayınlanan bir araştırma, bu kuru karıştırma yöntemiyle 'nokta-çizgi' CNT-karbon siyahı sinerjik iletken ağının oluşturulmasının, kalın elektrotların (>20 mg/cm²) hız kapasitesini önemli ölçüde artırdığını ve kalın elektrotlu SIB hücrelerini sınırlayan yavaş sodyum iyonu difüzyon kinetiğini doğrudan ele aldığını göstermiştir.
- Sert karbonun yüzey pasifleştirilmesi: Öğütme ortamının kontrol edilmesiyle (inert gaz, düşük sıcaklık), yeni kırılmış sert karbon yüzeylerin, toplanıp pasifleştirilmeden önce atmosferik oksijen veya nemle reaksiyona girmesi önlenir. Bu, SEI film oluşumu için optimum yüzey kimyasını korur ve hava atmosferli öğütmeye kıyasla ilk Coulomb verimliliğinde ölçülebilir iyileştirmeler sağlar.
- Nem kontrollü işlem: Katmanlı oksit katot malzemeleri (özellikle O3 tipi sodyum geçiş metal oksitleri) neme duyarlıdır; atmosferik su ile yüzey reaksiyonu, döngü ömrünü düşüren NaOH ve Na₂CO₃ safsızlık fazları oluşturur. Düşük nemli veya inert atmosfer ortamında kuru öğütme, bu bozulma yolunu işlemin en hassas noktasında ortadan kaldırır: öğütmeden hemen sonra parçacık yüzey alanının maksimum olduğu anda.
Daha Yüksek Sıkıştırma Yoğunluğu için İki Modlu Parçacık Boyutu Dağılımının Kontrolü
Elektrot sıkıştırma yoğunluğu (elektrotun birim hacmi başına aktif malzemenin kütlesi), SIB hücrelerinde hacimsel enerji yoğunluğunun başlıca belirleyicilerinden biridir. Bu nedenle, sıkıştırma yoğunluğunu artırmak, hücre kimyasını değiştirmeden enerji yoğunluğunu artırmanın doğrudan bir yoludur.
Sıkıştırma yoğunluğunu en üst düzeye çıkarmak için en etkili strateji, büyük parçacıkların yapısal paketlemeyi sağladığı ve ince parçacıkların aralarındaki boşlukları doldurduğu bimodal (veya multimodal) bir parçacık boyutu dağılımıdır. Buradaki zorluk, tek bir öğütme işleminin, gerekli hassasiyetle hem büyük hem de küçük parçacık popülasyonlarını aynı anda optimize edememesidir.
Gelişmiş SIB üretim hatlarında benimsenen çözüm, seri bağlantılı taşlama ve sınıflandırma mimari:
- Aşama 1: mekanik bir değirmen (halka silindirli veya bilyalı değirmenBu yöntem, hedef büyük parçacık D50 (katot malzemeleri için tipik olarak 10-20 μm) etrafında merkezlenmiş geniş bir boyut dağılımına sahip bir baz tozu üretir.
- Aşama 2: Temel tozun bir kısmı başka bir yere yönlendirilir. jet değirmeni veya karıştırılmış bilyalı değirmen D50 2–5 μm'ye kadar daha da inceltilerek ince fraksiyon elde edilir.
- Aşama 3: yüksek hassasiyetli bir turbo sınıflandırıcı Her iki akışta da hassas boyut ayrımı gerçekleştirerek, bimodal karıştırma spesifikasyonunu karşılayan keskin parçacık boyutu dağılımları üretir.
- Aşama 4: Kaba ve ince taneli fraksiyonlar, hedeflenen çift modlu dağılımı ve maksimum paketleme yoğunluğunu elde etmek için optimize edilmiş kütle oranında karıştırılır.
Bu işlem mimarisinin, geleneksel tek modlu toza kıyasla elektrot sıkıştırma yoğunluğunu 15% veya daha fazla artırdığı gösterilmiştir. Hacimsel enerji yoğunluğunda da doğrudan orantılı bir iyileşme söz konusudur. Sınıflandırıcının hassasiyeti -özellikle kaba ve ince popülasyonlar arasında minimum örtüşme ile keskin bir ayrım yapabilme yeteneği- bu süreçteki kritik değişkendir.
Sıfır Kirlenmeli Ekipman Tasarımı: Seramik Kaplamalar ve Metal İçermeyen İşleme
Sodyum iyon piller, lityum iyon pillere göre eser miktardaki metalik safsızlıklara karşı biraz daha yüksek bir toleransa sahiptir, ancak bu toleransın belirgin sınırları vardır. Eşik seviyelerinin üzerindeki demir, krom ve nikel kirliliği, kendiliğinden deşarjın başlıca nedenleri olmaya devam etmekte ve uzun döngülü enerji depolama uygulamalarında (>5.000 döngü), termal kaçış riskine katkıda bulunmaktadır.
Sektörün yanıtı, seramik kaplı ve metal temassız kuru taşlama ekipmanlarına yönelik kapsamlı bir geçiş oldu. Pratikte bu şu anlama geliyor:
- Alümina veya silisyum karbür taşlama haznesi kaplamaları: Karbon çelik veya paslanmaz çelik temas yüzeylerinin değiştirilmesi, değirmen gövdesinin kendisinden kaynaklanan Fe ve Cr kirlilik kaynaklarının ortadan kaldırılması.
- Seramik sınıflandırıcı tekerlekler ve yönlendirme kanatları: Sınıflandırıcı, hava sınıflandırma sisteminde en çok aşınan bileşen olduğundan ve tozun en ince (kirlenmeye en duyarlı) kısmıyla sürekli temas halinde çalıştığından, bu durum önemlidir.
- Metal içermeyen taşıma ve toplama sistemleri: PTFE kaplı boru hatları, seramik kaplı siklonlar ve torba filtreler de dahil olmak üzere, sıfır kirlenme felsefesini tüm toz işleme devresine yayıyoruz.
- Çevrimiçi metal tespiti ve reddi: Değirmen çıkışına yerleştirilen hat içi manyetik ayırıcılar ve girdap akımı ayırıcılar, kirlilik parçacıklarının ürün toplama kabına ulaşmadan önce yakalanmasını sağlar.
| Teknoloji Yükseltmesi | Çözdüğü Sorun | Temel Özellikler | Üretim Etkisi |
| İnert gaz jet frezeleme | Sert karbon ve katmanlı oksitlerin yüzey oksidasyonu | Öğütme devresinde O₂ < 100 ppm | +2–5% başlangıç Coulomb verimliliği |
| Yerinde kuru iletken kaplama | Kalın elektrotlarda yavaş hız kapasitesi | CNT/Super P'nin aktif madde ile birlikte öğütülmesi | 20 mg/cm²'nin üzerinde hız kapasitesinde iyileşme |
| Seri sınıflandırıcı + değirmen mimarisi | Düşük sıkıştırma yoğunluğu (monomodal PSD) | Bimodal D50 oranı tipik olarak 4:1 ile 8:1 arasındadır. | +15% sıkıştırma yoğunluğu ile monomodal karşılaştırması |
| Seramik kaplı ekipman | Değirmen yüzeylerinden kaynaklanan Fe/Cr/Ni kirliliği | Fabrika çıkışında toplam metalik safsızlık <1 ppm | 5.000'den fazla döngü için çevrim ömrü koruması |
| Düşük sıcaklıkta kriyojenik öğütme | Isıya duyarlı öncüllerin termal bozunması | Sıvı azotla soğutma yoluyla öğütme sıcaklığı <40°C. | Öncül kristal yapısını korur |
Geriye Kalan Zorluklar: Sektörün Henüz Çözemediği Sorunlar
Önemli ilerlemelere rağmen, 2025-2026 itibarıyla SIB seri üretiminde kuru öğütme konusunda çözülmemiş veya yetersiz ele alınmış birçok teknik zorluk bulunmaktadır. Bu sorunları ilk çözen üreticiler kalıcı bir rekabet avantajına sahip olacaklardır.
Yüksek Hızlı Sınıflandırmada Verim ve PSD Kontrolü Arasındaki Denge
Yüksek hassasiyetli turbo sınıflandırıcılar, bimodal dağılımın gerektirdiği özelliklerde keskin parçacık boyutu kesimleri sağlayabilir, ancak kesim hassasiyeti arttıkça verimlilik önemli ölçüde düşer. Üretim ölçeğinde – günde onlarca ton katot tozunun işlenmesi gerektiğinde – yüksek verimlilik ve sıkı parçacık boyutu dağılımı kontrolünü aynı anda sağlamak için gereken sınıflandırma ekipmanının sermaye maliyeti ve kapladığı alan oldukça büyüktür. Sektör, mevcut ekipmanın izin verdiğinden önemli ölçüde daha yüksek verimlilikte mikron altı kesim hassasiyetini koruyan sınıflandırıcılara ihtiyaç duymaktadır.
Ultra İnce Parçacık Boyutlarında Toz Akışkanlığı
SIB katot malzemeleri, kuru elektrot özelliklerini karşılamak için D50 değeri 3 μm'nin altına kadar öğütüldüğünde, tozun akışkanlığı önemli ölçüde azalır. Van der Waals ve elektrostatik kuvvetler yerçekimine baskın hale gelir; bu da haznelerde ve silolarda toz köprülenmesine, aşağı akış ekipmanına tutarsız beslemeye ve kuru elektrot karışımında zayıf dağılabilirliğe neden olur. Öğütme sırasında yüzey modifikasyonu - öğütme devresine dumanlı silika veya yağ asidi türevleri gibi az miktarda akış kolaylaştırıcı madde eklenmesi - bir yaklaşımdır, ancak benimsenmeden önce elektrokimyasal uyumluluk açısından doğrulanmalıdır.
İnert Gaz Öğütme Sistemlerinin Ölçeklendirilmesi
Laboratuvar ve pilot ölçekli inert gaz öğütme (argon veya nitrojen atmosferinde jet öğütme) yöntemleri oldukça yaygındır. Bu sistemleri saatte 1-5 ton üretim kapasitesine ölçeklendirirken, oksijen konsantrasyonunu 100 ppm'nin altında tutmak, gaz tüketimini ekonomik olarak yönetmek ve güvenli çalışmayı sağlamak, önemsiz olmayan mühendislik zorlukları ortaya koymaktadır. Gaz geri dönüşüm sistemleri ve akıllı atmosferik izleme, üretim hattına maliyet ve karmaşıklık ekleyen gerekli eklemelerdir.
Uzun Üretim Süreçlerinde Tutarlı Kalite
Karıştırmalı bilyalı değirmenlerde öğütme ortamı aşınması ve turbo sınıflandırıcılarda sınıflandırıcı tekerleği aşınması, uzun üretim süreçlerinde kademeli olarak parçacık boyutu dağılımında (PSD) kaymaya neden olur. PSD spesifikasyonunun sıkı ve performans açısından kritik olduğu pil malzemesi üretiminde, bu kayma, proses koşullarında gözle görülür bir değişiklik olmaksızın ürünü spesifikasyon dahilinden spesifikasyon dışına kaydırabilir. Lazer kırınımı veya akustik spektroskopi kullanılarak otomatik hat içi PSD izleme, sınıflandırıcı hızının kapalı döngü kontrolüyle birleştirildiğinde ortaya çıkan bir çözümdür, ancak çoğu üretim hattında şu anda bulunmayan enstrümantasyonun entegrasyonunu gerektirir.
Sodyum-İyon Pil Kuru Öğütme Hattınızı EPIC Powder Machinery ile Yapılandırın
Sodyum iyon pillerin seri üretiminde toz mühendisliği gereksinimleri spesifik, zorlu ve hızla gelişen bir yapıya sahiptir. İster polianyonik katot malzemeleri, ister sert karbon anotlar veya katmanlı oksit tozları işliyor olun, doğru kuru öğütme konfigürasyonu (öğütme makinesi tipi, sınıflandırıcı, atmosfer kontrolü, astar malzemesi) pilinizin performansının üst sınırını ve kWh başına maliyetinizin alt sınırını belirler.
EPIC Powder Machinery'nin mühendislik ekibi, gelişmiş pil malzemeleri için kuru öğütme sistemlerinde uzmanlaşmıştır. Jet öğütme, yüksek hassasiyetli turbo sınıflandırıcılar ve seramik kaplı sıfır kirlenme işleme hatları sunuyoruz. Tam üretim yatırımı öncesinde toz özelliklerini doğrulamak için laboratuvar ölçekli denemeler mevcuttur.
→ Ücretsiz Süreç Danışmanlığı Talep Edin: www.epic-powder.com/contact
→ Pil Malzemesi Öğütme Sistemlerimizi Keşfedin: www.epic-powder.com
Sıkça Sorulan Sorular
Sodyum iyon pil katot malzemeleri için ıslak bilyalı öğütmeye kıyasla kuru öğütme neden tercih edilir?
Islak bilyalı öğütme, SIB üretiminde tolere edilmesi zor iki sorun ortaya çıkarır. Birincisi, zirkonya veya çelik öğütme ortamından kaynaklanan aşınma, demir ve zirkonyum iyonlarını bulamaç içine salarak katot malzemesini ppm seviyesinde kirletir; bu seviye, çevrim ömrünü ölçülebilir şekilde etkiler. İkincisi, ıslak öğütmeden sonra gerekli olan püskürtmeli kurutma adımı, elektrot hazırlama enerjisinin 30-401 TP3T'sini tüketir ve topaklanma oluşumu riskini artırır. Kuru öğütme -özellikle jet öğütme- her iki sorunu da ortadan kaldırır: sıvı ortam olmaması iyonik kirlenme olmaması anlamına gelir ve kurutma adımı olmaması daha düşük enerji maliyeti ve topaklanma olmaması anlamına gelir. kWh başına maliyet konusunda rekabet eden bir pil kimyası için bu, kuru işlemeyi yapısal olarak doğru seçim haline getirir.
İki modlu parçacık boyutu dağılımı nedir ve SIB elektrotları için neden önemlidir?
İki modlu parçacık boyutu dağılımı, tozun iki farklı parçacık boyutu popülasyonu içerdiği anlamına gelir: elektrotun yapısal paketlemesini oluşturan büyük parçacıklar ve aralarındaki boşlukları dolduran ince parçacıklar. Bu, elektrot sıkıştırma yoğunluğunu (birim hacim başına aktif malzeme kütlesi) en üst düzeye çıkarır ve bu da hacimsel enerji yoğunluğunu doğrudan artırır. Mekanik bir değirmenin kaba fraksiyonu, jet değirmeninin veya karıştırmalı bilyalı değirmenin ise ince fraksiyonu ürettiği seri bağlantılı bir sınıflandırma ve öğütme mimarisi, her iki popülasyonun da hassas bir şekilde kontrol edilmesini sağlar. Optimize edilmiş iki modlu dağılımlarla, geleneksel tek modlu toza kıyasla 15% veya daha fazla elektrot sıkıştırma yoğunluğu iyileştirmesi gösterilmiştir.
İnert gaz atmosferinde öğütme işlemi, sert karbon anot performansını nasıl iyileştirir?
Sert karbon havada öğütüldüğünde, yeni kırılmış yüzeyler hemen atmosferik oksijen ve nemle reaksiyona girer. Bu işlem, sodyum depolama mekanizmasını değiştiren yüzey oksijen içeren fonksiyonel gruplar (C=O, COOH, C-OH) oluşturur. Bu gruplar, ilk şarj döngüsünde geri dönüşümsüz sodyum tüketimini artırarak ilk Coulomb verimliliğini düşürür. Oksijen seviyesi 100 ppm'nin altında olan inert gaz (argon veya azot) altında öğütme, bu yüzey reaksiyonunu önler. SEI film oluşumunu optimize eden yüzey kimyasını korur. İnert atmosfer altında işlenmiş sert karbon için, hava atmosferinde öğütmeye kıyasla ilk Coulomb verimliliğinde %2-5 oranında iyileşme gösterilmiştir.
Sıfır kirlilik içeren kuru öğütülmüş SIB katot tozu üretmek için hangi ekipmanlara ihtiyaç duyulmaktadır?
SIB katot malzemeleri için sıfır kirlenmeli kuru öğütme hattı şunları gerektirir:
(1) a jet değirmeni veya ürünle temas eden metal yüzeyleri olmayan seramik kaplı karıştırmalı bilyalı değirmen;
(2) seramik kaplı dinamik hava sınıflandırıcı Hassas PSD kontrolü için;
(3) PTFE astarlı veya seramik kaplı taşıma, siklon ve torba filtre sistemleri;
(4) değirmen çıkışında hat içi manyetik ayırma;
(5) atmosfer hassasiyeti olan malzemeler için, O₂'yi baştan sona 100 ppm'nin altında tutan kapalı bir inert gaz döngüsü. EPIC Powder Machinery, bu özelliklere uygun komple sistemler tasarlar ve tedarik eder.

Kuru elektrot teknolojisi, SIB aktif malzemeleri için toz spesifikasyon gereksinimlerini nasıl değiştiriyor?
Kuru elektrot teknolojisi, geleneksel bulamaç bazlı elektrot üretiminden önemli ölçüde farklı olan belirli toz gereksinimleri getirir. Aktif malzeme tozlarının şu özelliklere sahip olması gerekir: PTFE bağlayıcı ile homojen bir şekilde karışmayı sağlayan belirli bir yüzey alanı ve parçacık boyutu gradyanı; kalenderleme basıncı altında bağlayıcı liflenmesini teşvik edecek yeterli yüzey aktivitesi; kuru karıştırma ekipmanından tutarlı bir şekilde işlenen, çözücü içermeyen, serbest akışlı bir parçacık formu. Bu gereksinimler, öğütme ve sınıflandırma aşamasında toza entegre edilmelidir; sonradan eklenemezler.
Destansı Toz
Epic Powder, ultra ince toz sektöründe 20 yılı aşkın iş tecrübesine sahip. Ultra ince tozun kırma, öğütme, sınıflandırma ve modifikasyon süreçlerine odaklanarak, ultra ince tozun gelecekteki gelişimini aktif olarak destekliyoruz. Ücretsiz danışmanlık ve özelleştirilmiş çözümler için bizimle iletişime geçin! uzman ekip Toz işleme süreçlerinizin değerini en üst düzeye çıkarmak için yüksek kaliteli ürünler ve hizmetler sunmaya kendini adamıştır. Epic Powder—Güvenilir Toz İşleme Uzmanınız!

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca EPIC Powder çevrimiçi müşteri temsilcisiyle de iletişime geçebilirsiniz. Zelda Daha fazla bilgi için lütfen iletişime geçin.”
— Jason Wang, Mühendis







