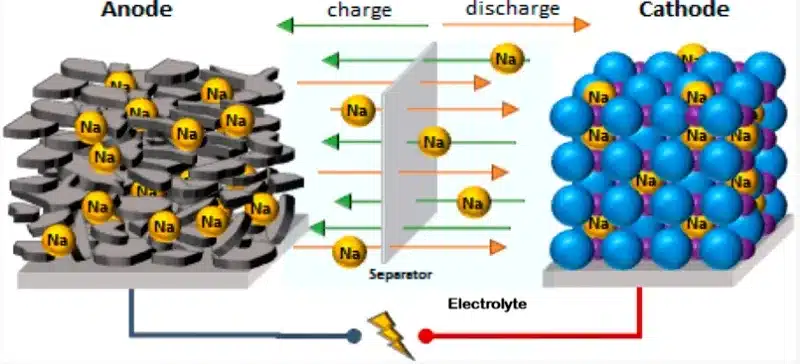
As baterias de íon-sódio (SIBs) estão passando da curiosidade de laboratório para a realidade industrial em um ritmo surpreendente. Os custos das matérias-primas das SIBs são estruturalmente menores do que os das baterias de íon-lítio. As SIBs estão posicionadas para conquistar uma parcela significativa dos mercados de armazenamento estacionário de energia e de veículos elétricos de baixa velocidade. Este artigo fornece uma análise técnica detalhada de como a produção em massa de baterias de íon-sódio está impulsionando uma atualização nas capacidades de moagem a seco. Na EPIC Powder Machinery, temos trabalhado com fabricantes de materiais avançados para baterias exatamente nesse problema: quais são as exigências dos materiais, quais são os gargalos tecnológicos atuais e como as soluções se apresentam em escala de produção.
Mas o sucesso comercial das baterias de íon-sódio não será determinado apenas pela eletroquímica. Ele dependerá, em grande parte, da qualidade e do custo do processamento do pó. Mais especificamente, da capacidade dos fabricantes de moer, classificar, modificar e manusear os materiais ativos sem comprometer a pureza, o desempenho ou a viabilidade econômica da produção. E no centro desse desafio está a tecnologia de moagem a seco.
Por que a produção em massa de baterias de íon-sódio está impulsionando melhorias na moagem a seco?
A transição da química de íons de lítio para a de íons de sódio não se resume a uma simples substituição de matéria-prima. Os materiais ativos usados em baterias de íons de sódio possuem propriedades físicas fundamentalmente diferentes de seus equivalentes de íons de lítio. Essas diferenças se traduzem diretamente em novas exigências — e em alguns aspectos, em novas necessidades. casos Abordagens totalmente novas — para o processamento de pós.
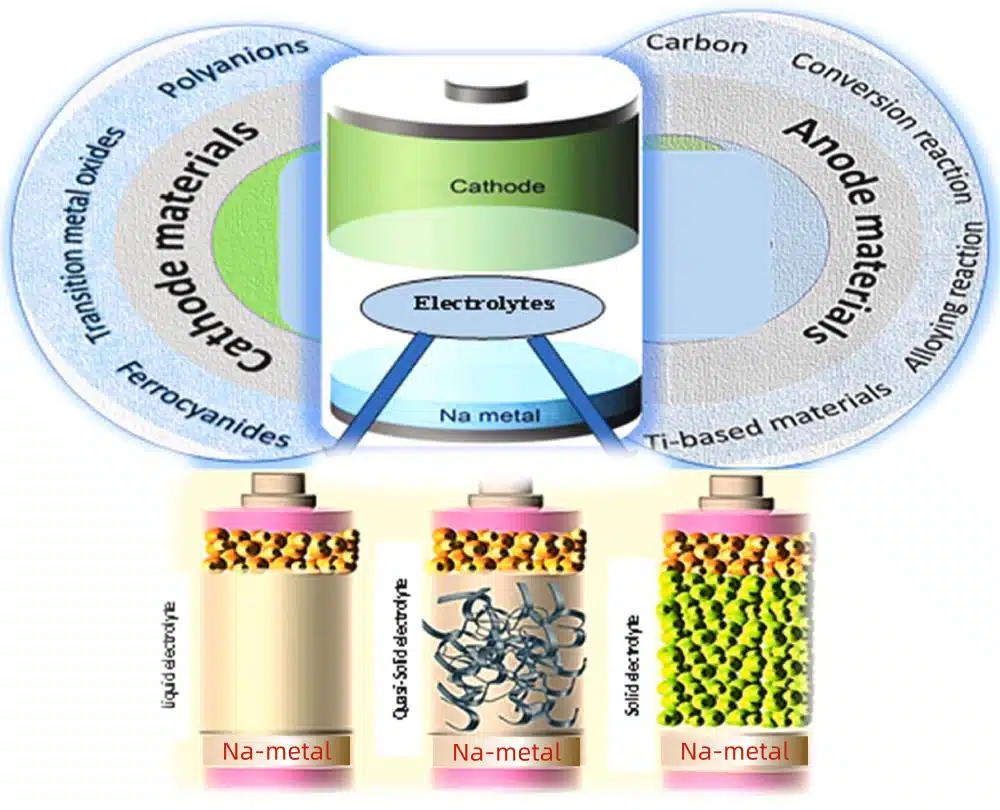
O desafio das propriedades dos materiais: cátodos polianiônicos
Os compostos polianiônicos são atualmente a química de cátodo preferida para aplicações de armazenamento de energia devido à sua estabilidade estrutural e vida útil. No entanto, apresentam um desafio significativo de processamento. Sua dureza relativamente alta na escala de Mohs, estruturas cristalinas densas e sensibilidade à química da superfície fazem com que a contaminação durante a moagem seja direta e mensuravelmente prejudicial ao desempenho eletroquímico.
A moagem úmida com esferas permite atingir os tamanhos de partículas em nanoescala necessários para esses materiais, mas a um custo significativo: o desgaste causado pelos meios de moagem introduz contaminação por ferro e zircônio em níveis de ppm, e a etapa subsequente de secagem por aspersão consome de 30 a 401 TPM de energia total do processo, além de apresentar o risco de formação de aglomerados. Para uma química de baterias cuja principal proposta de mercado é o baixo custo, uma rota de processamento com alto consumo de energia e propensa à contaminação representa uma contradição fundamental.
A moagem a seco — principalmente por jato de ar e moagem mecânica de alta energia — resolve ambos os problemas simultaneamente. A ausência de meio líquido significa que não há dissolução de íons metálicos provenientes do meio de moagem. A ausência da etapa de secagem significa que não há formação de aglomerados e, consequentemente, nenhum custo energético associado. A desvantagem é que a moagem a seco exige um controle mais preciso da distribuição do tamanho das partículas e da área superficial do que os processos úmidos. As especificações do equipamento devem ser adequadas ao material.
O desafio das propriedades dos materiais: ânodos de carbono duro
O carbono duro é o ânodo comercial preferido para baterias de íon-sódio. Sua estrutura turbostrática desordenada fornece o espaçamento intercamadas e os sítios de defeito superficial necessários para o armazenamento de íon-sódio. No entanto, essas mesmas características estruturais o tornam excepcionalmente sensível às condições de processamento.
Os precursores de carbono duro tornam-se quebradiços após a carbonização a 1.000–1.400 °C, o que facilita a moagem em termos energéticos. O que não é tão simples é controlar o resultado. A moagem úmida de carbono duro causa dois problemas distintos: oxidação excessiva dos grupos funcionais da superfície (o que altera o mecanismo de armazenamento de sódio e reduz a eficiência coulombiana inicial) e explosão da área superficial devido à fratura das partículas (o que aumenta a perda irreversível de capacidade no primeiro ciclo de carga). Cada aumento de 1 m²/g na área superficial BET acima do valor alvo normalmente reduz a eficiência coulombiana do primeiro ciclo em 0,3–0,8 pontos percentuais — uma perda significativa de desempenho em larga escala.
A moagem a seco em atmosfera controlada — especialmente com proteção de gás inerte em baixa temperatura — previne a oxidação superficial de superfícies de carbono duro recém-fraturadas e permite o controle preciso da esfericidade e da distribuição granulométrica das partículas. O resultado é um pó com área superficial específica, estrutura de poros e química de superfície que otimizam a formação da película SEI e a eficiência coulombiana inicial.
O Imperativo de Custo e Eficiência Energética
A lógica de custos das baterias de íon-sódio é simples: a economia de matéria-prima em relação às baterias de íon-lítio é real e substancial. No entanto, essa economia é facilmente anulada pela ineficiência do processo. Os processos úmidos podem consumir de 30 a 401 TPM (toneladas por hora) de energia total de fabricação somente na etapa de preparação dos eletrodos. Para uma tecnologia de baterias que precisa competir em custo por kWh com as já estabelecidas células de fosfato de ferro-lítio (LFP), essa não é uma base de processamento sustentável.
A crescente adoção da tecnologia de eletrodos secos, que está se acelerando no setor de baterias de íon-sódio (SIB) a partir de 2025-2026, reforça essa direção. O processamento de eletrodos secos exige que os materiais ativos sejam fornecidos como pós secos com atividade superficial específica, gradientes de tamanho de partícula e compatibilidade com fibrilação — características que devem ser incorporadas ao pó na etapa de moagem, e não adicionadas posteriormente. Isso define diretamente a especificação que a moagem a seco a montante deve atender.
| Principais requisitos de moagem a seco impostos pela produção em massa de cátodos polianiônicos da SIB: Contaminação metálica zero | D50 1–5 μm | Distribuição estreita do tamanho de partículas para mistura bimodal Ânodos de carbono duro: Moagem com atmosfera controlada | Área superficial BET controlada | Oxidação superficial mínima Cátodos de óxido em camadas: Equipamentos com revestimento cerâmico | Processamento a baixa temperatura | D50 5–15 μm Compatibilidade com eletrodos secos: Atividade superficial específica | Gradiente de tamanho de partícula controlado | Produção sem solvente |
Aprimoramentos na tecnologia de moagem a seco para linhas de produção de baterias de íon-sódio
No contexto da produção em massa de SIB (Sistemas de Informação de Bateria), a moagem a seco deixou de ser uma operação unitária isolada que produz pó de tamanho específico. Ela está evoluindo para um sistema integrado que combina moagem ultrafina, controle de atmosfera, modificação de superfície e conformação de partículas em um único processo contínuo. As seções a seguir descrevem as atualizações tecnológicas específicas que estão definindo o estado da arte.
Da simples moagem à modificação sinérgica de superfícies por meio de interações gás-sólido
A mudança conceitual mais significativa na moagem a seco de materiais para baterias é o reconhecimento de que a etapa de moagem pode ser usada para modificar simultaneamente a superfície do pó — e não apenas reduzir o tamanho das partículas. O fluxo de ar em alta velocidade em moinhos a jato gera forças de cisalhamento e energia térmica localizada que podem ativar reações de superfície sob condições controladas.
- Revestimento condutor in situ: Ao introduzir agentes condutores (nanotubos de carbono, negro de fumo Super P) no circuito de moagem juntamente com o material ativo, a energia de cisalhamento e impacto do processo reveste fisicamente as partículas do material ativo com uma camada condutora uniforme. Pesquisas publicadas em 2024 demonstraram que a construção de uma rede condutora sinérgica de nanotubos de carbono e negro de fumo, do tipo "ponto-linha", por meio dessa rota de mistura a seco, aumenta significativamente a capacidade de taxa de eletrodos espessos (>20 mg/cm²), resolvendo diretamente a cinética lenta de difusão de íons de sódio que limita as células de baterias de íons de sódio com eletrodos espessos.
- Passivação superficial de carbono duro: Ao controlar a atmosfera de moagem (gás inerte, baixa temperatura), impede-se que as superfícies de carbono duro recém-fraturadas reajam com o oxigênio ou a umidade atmosféricos antes de serem coletadas e passivadas. Isso preserva a química de superfície ideal para a formação da película SEI e proporciona melhorias mensuráveis na eficiência coulombiana inicial em comparação com a moagem em atmosfera de ar.
- Processamento com umidade controlada: Os materiais catódicos de óxido em camadas (particularmente os óxidos de sódio e metais de transição do tipo O3) são sensíveis à umidade — a reação superficial com a água atmosférica forma fases de impureza de NaOH e Na₂CO₃ que degradam a vida útil do ciclo. A moagem a seco em um ambiente de baixa umidade ou atmosfera inerte elimina essa via de degradação no ponto mais vulnerável do processo: quando a área superficial das partículas está no seu máximo, imediatamente após a moagem.
Controle da distribuição bimodal do tamanho das partículas para maior densidade de compactação
A densidade de compactação do eletrodo — a massa de material ativo por unidade de volume do eletrodo — é um dos principais determinantes da densidade de energia volumétrica em células de baterias de íon-sódio (SIB). Aumentar a densidade de compactação é, portanto, um caminho direto para aumentar a densidade de energia sem alterar a composição química da célula.
A estratégia mais eficaz para maximizar a densidade de compactação é uma distribuição granulométrica bimodal (ou multimodal), onde as partículas grandes proporcionam o empacotamento estrutural e as partículas finas preenchem os espaços intersticiais entre elas. O desafio reside no fato de que um único processo de moagem não consegue otimizar simultaneamente as populações de partículas grandes e pequenas com a precisão necessária.
A solução adotada nas linhas de produção avançadas de SIB é a retificação em série e classificação arquitetura:
- Etapa 1: um moinho mecânico (de rolos anulares ou moinho de bolas) produz um pó base com uma ampla distribuição de tamanho centrada em torno do D50 de partículas grandes alvo (tipicamente 10–20 μm para materiais de cátodo).
- Etapa 2: uma porção do pó base é desviada para um moinho de jato ou mexido moinho de bolas para posterior refinamento até D50 2–5 μm, produzindo a fração fina.
- Etapa 3: um turbo de alta precisão classificador Realiza separação precisa por tamanho em ambos os fluxos, produzindo distribuições de tamanho de partículas nítidas que atendem à especificação de mistura bimodal.
- Etapa 4: As frações grossa e fina são misturadas na proporção de massa otimizada para atingir a distribuição bimodal desejada e a densidade de empacotamento máxima.
Foi demonstrado que essa arquitetura de processo aumenta a densidade de compactação do eletrodo em 15% ou mais em comparação com o pó monomodal convencional. Isso ocorre com uma melhoria diretamente proporcional na densidade de energia volumétrica. A precisão do classificador — especificamente sua capacidade de fazer uma distinção nítida entre as populações grossa e fina com sobreposição mínima — é a variável crítica nesse processo.
Projeto de equipamentos com zero contaminação: revestimentos cerâmicos e processamento sem metal.
As baterias de íon-sódio apresentam uma tolerância ligeiramente maior a traços de impurezas metálicas do que as células de íon-lítio, mas essa tolerância tem limites claros. A contaminação por ferro, cromo e níquel acima dos níveis limite continua sendo a principal causa de autodescarga e, em aplicações de armazenamento de energia de longa duração (>5.000 ciclos), contribui para o risco de fuga térmica.
A resposta da indústria é uma mudança abrangente para equipamentos de moagem a seco com revestimento cerâmico e sem contato com metal. Na prática, isso significa:
- Revestimentos de câmara de moagem em alumina ou carboneto de silício: Substituição das superfícies de contato em aço carbono ou aço inoxidável, eliminando o ferro e o cromo como fontes de contaminação do próprio corpo do moinho.
- Rodas classificadoras de cerâmica e palhetas guia: visto que o classificador é o componente de maior desgaste em um sistema de classificação a ar e opera em contato contínuo com a fração mais fina (e mais sensível à contaminação) do pó.
- Sistemas de transporte e coleta não metálicos: Incluindo tubulações revestidas com PTFE e ciclones e filtros de mangas com revestimento cerâmico, estendendo a filosofia de zero contaminação a todo o circuito de manuseio de pó.
- Detecção e rejeição de metais online: Separadores magnéticos em linha e separadores de correntes parasitas posicionados na descarga do moinho interceptam quaisquer partículas contaminantes antes que elas cheguem ao recipiente de coleta do produto.
| Atualização tecnológica | Problema que resolve | Especificações principais | Impacto na produção |
| fresagem por jato de gás inerte | Oxidação superficial de carbono duro e óxidos em camadas | O₂ < 100 ppm no circuito de moagem | +2–5% eficiência coulombiana inicial |
| Revestimento condutor seco in situ | Capacidade de taxa lenta em eletrodos espessos | Co-moagem de CNT/Super P com material ativo | Melhoria da capacidade de taxa em >20 mg/cm² |
| Classificador em série + arquitetura de moinho | Baixa densidade de compactação (PSD unimodal) | A relação D50 bimodal varia tipicamente de 4:1 a 8:1. | +15% densidade de compactação vs. monomodal |
| Equipamentos revestidos de cerâmica | Contaminação por Fe/Cr/Ni proveniente de superfícies de moinhos | Impurezas metálicas totais <1 ppm na descarga do moinho | Preservação da vida útil do ciclo >5.000 ciclos |
| Moagem criogênica a baixa temperatura | Degradação térmica de precursores sensíveis ao calor | Temperatura de moagem <40°C via resfriamento com nitrogênio líquido (LN₂) | Preserva a estrutura cristalina precursora. |
Os desafios restantes: o que a indústria ainda não resolveu.
Apesar dos avanços significativos, vários desafios técnicos permanecem sem solução ou abordados de forma inadequada na moagem a seco para a produção em massa de baterias de íon-sódio (SIB) até 2025-2026. Os fabricantes que resolverem esses problemas primeiro terão uma vantagem competitiva duradoura.
Equilíbrio entre produtividade e controle de PSD na classificação de alta velocidade
Classificadores turbo de alta precisão conseguem cortes granulométricos precisos, atendendo às especificações exigidas pela distribuição bimodal, mas a produtividade cai drasticamente à medida que a precisão do corte aumenta. Em escala de produção — onde dezenas de toneladas de pó catódico precisam ser processadas por dia — o custo de capital e a área ocupada pelos equipamentos de classificação necessários para alcançar simultaneamente alta produtividade e controle rigoroso da distribuição granulométrica são consideráveis. A indústria precisa de classificadores que mantenham a precisão de corte submicrométrica com uma produtividade significativamente maior do que a permitida pelos equipamentos atuais.
Fluidez do pó em tamanhos de partículas ultrafinas
À medida que os materiais catódicos das baterias de íon-sódio (SIB) são moídos até um tamanho de partícula inferior a 3 μm (D50) para atender às especificações dos eletrodos secos, a fluidez do pó se degrada drasticamente. As forças de van der Waals e eletrostáticas tornam-se dominantes em relação à gravidade, causando a formação de pontes de pó em funis e silos, alimentação inconsistente para os equipamentos subsequentes e baixa dispersibilidade na mistura de eletrodos secos. A modificação da superfície durante a moagem — adicionando pequenas quantidades de auxiliares de fluxo, como sílica fumada ou derivados de ácidos graxos no circuito de moagem — é uma abordagem, mas sua compatibilidade eletroquímica deve ser validada antes da adoção.
Ampliação de escala de sistemas de moagem com gás inerte
A moagem em atmosfera inerte (jato de argônio ou nitrogênio) em escala laboratorial e piloto é uma técnica bem estabelecida. Ampliar esses sistemas para uma produção de 1 a 5 toneladas por hora, mantendo as concentrações de oxigênio abaixo de 100 ppm, gerenciando o consumo de gás de forma econômica e garantindo a operação segura, apresenta desafios de engenharia complexos. Sistemas de reciclagem de gás e monitoramento atmosférico inteligente são adições necessárias que aumentam o custo e a complexidade da linha de produção.
Qualidade consistente em longos períodos de produção.
O desgaste dos meios de moagem (em moinhos de bolas agitados) e o desgaste das rodas classificadoras (em classificadores turbo) causam desvios graduais na distribuição do tamanho de partículas (PSD) ao longo de longos períodos de produção. Na produção de materiais para baterias, onde a especificação da PSD é rigorosa e crítica para o desempenho, esse desvio pode levar o produto de dentro para fora das especificações sem uma mudança visível nas condições do processo. O monitoramento automatizado da PSD em linha — usando difração a laser ou espectroscopia acústica — combinado com o controle em malha fechada da velocidade do classificador é a solução emergente, mas requer a integração de instrumentação que a maioria das linhas de produção atualmente não possui.
Configure sua linha de moagem a seco de baterias de íon-sódio com a EPIC Powder Machinery.
Os requisitos de engenharia de pós para a produção em massa de baterias de íon-sódio são específicos, exigentes e estão em constante evolução. Seja processando materiais catódicos polianiônicos, ânodos de carbono duro ou pós de óxido em camadas, a configuração correta de moagem a seco — tipo de moinho, classificador, controle de atmosfera, material de revestimento — determina o potencial máximo de desempenho da sua bateria e o custo mínimo por kWh.
A equipe de engenharia da EPIC Powder Machinery é especializada em sistemas de moagem a seco para materiais avançados de baterias. Oferecemos moagem a jato, classificadores turbo de alta precisão e linhas de processamento com revestimento cerâmico e zero contaminação. Testes em escala laboratorial estão disponíveis para validar as especificações do pó antes do investimento em produção em larga escala.
→ Solicite uma consulta gratuita sobre o processo: www.epic-powder.com/contact
→ Explore nossos sistemas de moagem de materiais para baterias: www.epic-powder.com
Perguntas frequentes
Por que a moagem a seco é preferida à moagem úmida com esferas para materiais catódicos de baterias de íon-sódio?
A moagem úmida com esferas introduz dois problemas difíceis de tolerar na produção de baterias de íons de sódio (SIB). Primeiro, o desgaste causado pelas esferas de zircônia ou aço libera íons de ferro e zircônio na pasta, contaminando o material do cátodo em níveis de ppm — um nível que afeta consideravelmente a vida útil dos ciclos. Segundo, a etapa de secagem por pulverização necessária após a moagem úmida consome de 30 a 401 TPM de energia de preparação do eletrodo e apresenta risco de formação de aglomerados. A moagem a seco — particularmente a moagem por jato — elimina ambos os problemas: a ausência de meio líquido significa ausência de contaminação iônica, e a ausência da etapa de secagem significa menor custo de energia e ausência de aglomeração. Para uma química de baterias que compete em custo por kWh, isso torna o processamento a seco a escolha estruturalmente correta.
O que é a distribuição bimodal do tamanho das partículas e por que ela é importante para os eletrodos de baterias de íon-sódio?
Uma distribuição bimodal de tamanho de partículas significa que o pó contém duas populações distintas de partículas: partículas grandes que formam a estrutura de empacotamento do eletrodo e partículas finas que preenchem os espaços vazios entre elas. Isso maximiza a densidade de compactação do eletrodo — a massa de material ativo por unidade de volume — o que aumenta diretamente a densidade de energia volumétrica. Uma arquitetura de classificação e moagem conectada em série, onde um moinho mecânico produz a fração grossa e um moinho de jato ou moinho de bolas agitado produz a fração fina, permite o controle preciso de ambas as populações. Melhorias na densidade de compactação do eletrodo de 15% ou mais foram demonstradas com distribuições bimodais otimizadas em comparação com o pó monomodal convencional.
Como a moagem em atmosfera de gás inerte melhora o desempenho do ânodo de carbono duro?
Quando o carbono duro é moído ao ar livre, as superfícies recém-fraturadas reagem imediatamente com o oxigênio e a umidade atmosféricos. Esse processo forma grupos funcionais superficiais contendo oxigênio (C=O, COOH, C-OH) que alteram o mecanismo de armazenamento de sódio. Esses grupos aumentam o consumo irreversível de sódio no primeiro ciclo de carga, reduzindo a eficiência coulombiana inicial. A moagem sob gás inerte (argônio ou nitrogênio) com oxigênio abaixo de 100 ppm impede essa reação superficial. Ela preserva a química da superfície que otimiza a formação da película SEI. Melhorias de 2 a 5 pontos percentuais na eficiência coulombiana inicial foram demonstradas para carbono duro processado sob atmosfera inerte em comparação com a moagem em atmosfera ambiente.
Que equipamentos são necessários para produzir pó catódico SIB moído a seco e com zero contaminação?
Uma linha de moagem a seco com zero contaminação para materiais catódicos de baterias de íon-sódio requer:
(1) a moinho de jato ou moinho de bolas com revestimento cerâmico e sem superfícies metálicas em contato com o produto;
(2) um dinâmico revestido de cerâmica classificador de ar para um controle preciso do PSD;
(3) Sistemas de transporte, ciclones e filtros de manga revestidos com PTFE ou cerâmica;
(4) separação magnética em linha na descarga do moinho;
(5) para materiais sensíveis à atmosfera, um circuito fechado de gás inerte mantendo O₂ abaixo de 100 ppm em todo o sistema. A EPIC Powder Machinery projeta e fornece sistemas completos que atendem a essas especificações.

De que forma a tecnologia de eletrodos secos altera os requisitos de especificação do pó para materiais ativos de baterias de íons de sódio?
A tecnologia de eletrodos secos impõe requisitos específicos para o pó, que diferem significativamente da produção convencional de eletrodos à base de pasta. Os pós do material ativo devem apresentar: uma área superficial específica e um gradiente de tamanho de partícula que permita a mistura uniforme com o aglutinante de PTFE; atividade superficial suficiente para promover a fibrilação do aglutinante sob pressão de calandragem; e uma forma de partícula livre de solventes e de fácil escoamento, que permita o processamento consistente em equipamentos de mistura a seco. Esses requisitos devem ser incorporados ao pó na etapa de moagem e classificação — não podem ser adicionados posteriormente.
Pó épico
A Epic Powder possui mais de 20 anos de experiência na indústria de pós ultrafinos. Promovemos ativamente o desenvolvimento futuro de pós ultrafinos, com foco nos processos de britagem, moagem, classificação e modificação desses pós. Entre em contato conosco para uma consulta gratuita e soluções personalizadas! equipe de especialistas dedica-se a fornecer produtos e serviços de alta qualidade para maximizar o valor do seu processamento de pó. Epic Powder — Sua especialista confiável em processamento de pó!

Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode entrar em contato com o representante de atendimento ao cliente da EPIC Powder online. Zelda Para quaisquer outras dúvidas.”
— Jason Wang, Engenheiro