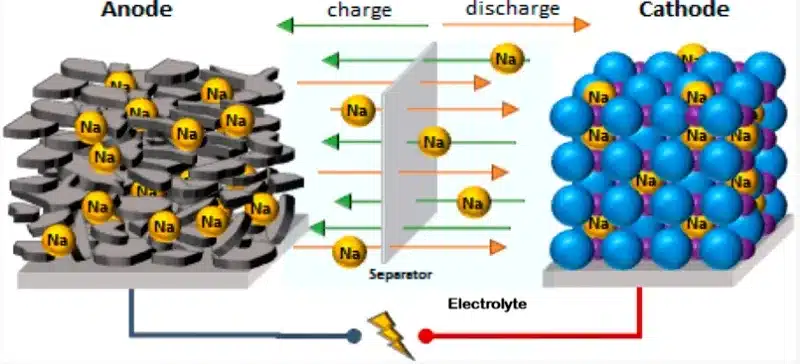
Натрий-ионные батареи (SIB) с удивительной скоростью переходят из лабораторной диковинки в промышленную реальность. Стоимость сырья для SIB структурно ниже, чем для литий-ионных батарей. SIB имеют все шансы занять значительную долю на рынках стационарных систем хранения энергии и низкоскоростных электромобилей. В этой статье представлен подробный технический анализ того, как массовое производство натрий-ионных батарей вынуждает модернизировать возможности сухого измельчения. В EPIC Powder Machinery мы работаем с производителями передовых материалов для батарей именно над этой проблемой. Мы изучаем требования к материалам, существующие технологические узкие места и предлагаем решения для серийного производства.
Однако коммерческий успех натрий-ионных батарей будет определяться не только электрохимическими процессами. Он во многом будет зависеть от качества и стоимости обработки порошков. В частности, от того, насколько хорошо производители смогут измельчать, классифицировать, модифицировать и обрабатывать активные материалы, не жертвуя при этом чистотой, производительностью или экономической эффективностью производства. И в центре этой задачи находится технология сухого измельчения.
Почему массовое производство натрий-ионных батарей вынуждает модернизировать технологию сухого помола
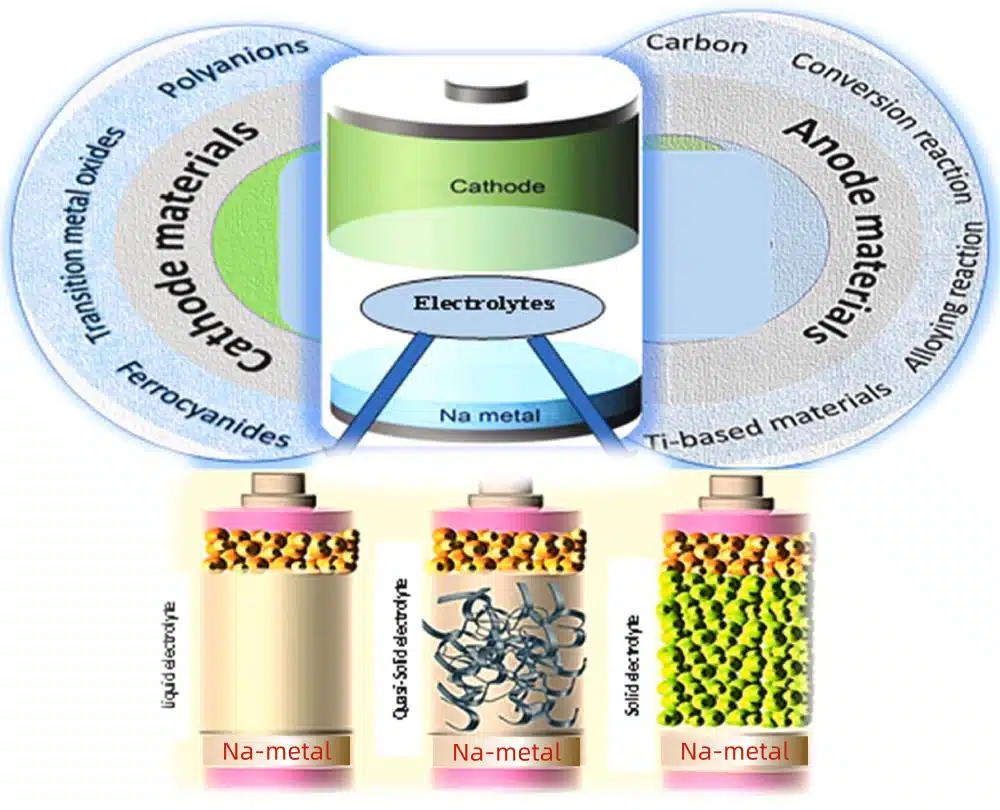
Переход от литий-ионной к натрий-ионной химии — это не просто замена сырья. Активные материалы, используемые в натрий-ионных аккумуляторах, имеют принципиально иные физические свойства, чем их литий-ионные аналоги. Эти различия напрямую приводят к новым требованиям — и в некоторых случаях случаи Совершенно новые подходы к обработке порошков.
Проблема определения свойств материалов: полианионные катоды
В настоящее время полианионные соединения являются предпочтительным материалом для катодов в системах хранения энергии благодаря своей структурной стабильности и сроку службы. Однако их обработка сопряжена со значительными трудностями. К ним относятся относительно высокая твердость по шкале Мооса, плотная кристаллическая структура и чувствительность к химическому составу поверхности. Это приводит к тому, что загрязнение во время шлифовки напрямую и ощутимо ухудшает электрохимические характеристики.
Влажное шаровое измельчение позволяет получать наноразмерные частицы, необходимые для этих материалов, но сопряжено со значительными затратами: износ мелющих тел приводит к загрязнению железом и цирконием на уровне частей на миллион, а последующая сушка распылением потребляет 30–401 тонн общей энергии процесса, создавая при этом риск образования агломератов. Для аккумуляторной химии, основным рыночным преимуществом которой является низкая стоимость, энергоемкий и подверженный загрязнению технологический процесс представляет собой фундаментальное противоречие.
Сухое измельчение — в первую очередь струйное измельчение и высокоэнергетическое механическое измельчение — решает обе проблемы одновременно. Отсутствие жидкой среды означает отсутствие растворения металлических ионов из измельчающей среды. Отсутствие стадии сушки означает отсутствие образования агломератов и связанных с этим энергозатрат. Компромисс заключается в том, что сухое измельчение требует более тщательного контроля распределения частиц по размерам и площади поверхности, чем мокрые процессы. Технические характеристики оборудования должны точно соответствовать материалу.
Проблема определения свойств материалов: аноды из твердого углерода
Твердый углерод является предпочтительным коммерческим анодом для натрий-ионных батарей. Его неупорядоченная турбостратическая структура обеспечивает межслоевое расстояние и дефекты поверхности, необходимые для хранения ионов натрия. Однако те же самые структурные характеристики делают его исключительно чувствительным к условиям обработки.
Твердые углеродные прекурсоры становятся хрупкими после карбонизации при температуре 1000–1400 °C, что упрощает измельчение с точки зрения энергозатрат. Однако контролировать результат непросто. Мокрое измельчение твердого углерода вызывает две различные проблемы: чрезмерное окисление поверхностных функциональных групп (что изменяет механизм накопления натрия и снижает начальную кулоновскую эффективность) и взрывное увеличение площади поверхности из-за разрушения частиц (что увеличивает необратимую потерю емкости в первом цикле заряда). Каждое увеличение площади поверхности по методу BET на 1 м²/г выше целевого значения обычно снижает кулоновскую эффективность первого цикла на 0,3–0,8 процентных пункта — существенное снижение производительности в масштабе производства.
Сухое измельчение в контролируемых атмосферных условиях — особенно с защитой инертным газом при низкой температуре — предотвращает окисление поверхности свежеизломанных твердых углеродных материалов и позволяет точно контролировать сферичность частиц и распределение по размерам. В результате получается порошок с удельной поверхностью, пористой структурой и химическим составом поверхности, которые оптимизируют образование SEI-пленки и начальную кулоновскую эффективность.
Необходимость снижения затрат и повышения энергоэффективности
Логика ценообразования натрий-ионных батарей проста: экономия сырья по сравнению с литий-ионными батареями реальна и существенна. Однако она легко нивелируется неэффективностью технологического процесса. Технологические процессы с использованием мокрого способа производства могут потреблять 30–401 тонн общей производственной энергии только на этапе подготовки электродов. Для технологии батарей, которая должна конкурировать по стоимости за кВт⋅ч с устоявшимися литий-железо-фосфатными (LFP) элементами, это не является устойчивым базовым уровнем технологического процесса.
Развитие технологии сухих электродов, которое в 2025–2026 годах ускоряется в области натрий-ионных аккумуляторов, усиливает это направление. Технология сухих электродов требует, чтобы активные материалы поставлялись в виде сухих порошков с определенной поверхностной активностью, градиентом размера частиц и совместимостью с фибрилляцией — характеристиками, которые должны быть заложены в порошок на стадии измельчения, а не добавлены позже. Это напрямую определяет требования к сухому измельчению на начальном этапе.
| Основные требования к сухому измельчению, предъявляемые к полианионным катодам, выпускаемым серийно для производства литий-ионных аккумуляторов: Отсутствие металлических примесей | D50 1–5 мкм | Узкое распределение размеров частиц для бимодального смешивания Аноды из твердого углерода: Шлифовка в контролируемой атмосфере | Контролируемая площадь поверхности по методу BET | Минимальное окисление поверхности Катоды из слоистых оксидов: Оборудование с керамическим покрытием | Низкотемпературная обработка | D50 5–15 мкм Совместимость с сухими электродами: Удельная поверхностная активность | Контролируемый градиент размера частиц | Выход без растворителя |
Модернизация технологии сухого измельчения для производственных линий натрий-ионных аккумуляторов
В контексте массового производства SIB сухое измельчение перестало быть самостоятельной технологической операцией, производящей порошок заданного размера. Оно превращается в интегрированную систему, объединяющую сверхтонкое измельчение, контроль атмосферы, модификацию поверхности и формование частиц в едином непрерывном процессе. В следующих разделах описаны конкретные технологические усовершенствования, определяющие современное состояние дел в этой области.
От простого шлифования до синергетической модификации поверхности с использованием газа и твердых тел
Наиболее значительный концептуальный сдвиг в сухом измельчении материалов для батарей заключается в признании того, что этап измельчения может использоваться для одновременной модификации поверхности порошка, а не только для уменьшения размера частиц. Высокоскоростной поток воздуха в струйных мельницах создает как сдвиговые силы, так и локальную тепловую энергию, которая может активировать поверхностные реакции в контролируемых условиях.
- Проводящее покрытие, нанесенное непосредственно на месте: Введение проводящих агентов (углеродных нанотрубок, сажи Super P) в цепь измельчения наряду с активным материалом приводит к тому, что энергия сдвига и удара в процессе физически покрывает частицы активного материала равномерным проводящим слоем. Исследование, опубликованное в 2024 году, продемонстрировало, что создание синергетической проводящей сети из углеродных нанотрубок и сажи методом сухого компаундирования значительно повышает скоростные характеристики толстых электродов (>20 мг/см²), напрямую решая проблему медленной кинетики диффузии ионов натрия, которая ограничивает возможности литий-ионных аккумуляторов с толстыми электродами.
- Пассивация поверхности твердого углерода: Контролируя атмосферу измельчения (инертный газ, низкая температура), предотвращается реакция свежеизмельченных поверхностей твердого углерода с атмосферным кислородом или влагой до того, как их можно будет собрать и пассивировать. Это позволяет сохранить оптимальную химию поверхности для образования SEI-пленки и обеспечивает измеримое улучшение начальной кулоновской эффективности по сравнению с измельчением в атмосфере воздуха.
- Обработка с контролем влажности: Слоистые оксидные катодные материалы (в частности, оксиды переходных металлов натрия типа O3) чувствительны к влаге — поверхностная реакция с атмосферной водой приводит к образованию примесей NaOH и Na₂CO₃, которые ухудшают срок службы. Сухое измельчение в условиях низкой влажности или инертной атмосферы устраняет этот путь деградации в наиболее уязвимой точке процесса: когда площадь поверхности частиц достигает максимума сразу после измельчения.
Контроль бимодального распределения частиц по размерам для повышения плотности уплотнения
Плотность уплотнения электрода — масса активного материала на единицу объема электрода — является одним из основных факторов, определяющих объемную плотность энергии в натрий-ионных аккумуляторах. Поэтому увеличение плотности уплотнения является прямым путем к увеличению плотности энергии без изменения химического состава аккумулятора.
Наиболее эффективной стратегией для максимизации плотности уплотнения является бимодальное (или мультимодальное) распределение частиц по размерам, где крупные частицы обеспечивают структурную упаковку, а мелкие частицы заполняют межчастичные пустоты. Проблема заключается в том, что один процесс измельчения не может одновременно оптимизировать как крупные, так и мелкие частицы с необходимой точностью.
В современных производственных линиях SIB применяется решение, представляющее собой последовательно соединенные шлифовальные и классификация архитектура:
- Этап 1: механическая мельница (кольцевой вальцовый или шаровая мельницаВ результате получается базовый порошок с широким распределением частиц по размерам, центрированным вокруг целевого значения D50 (обычно 10–20 мкм для катодных материалов).
- Этап 2: Часть базового порошка направляется в струйная мельница или перемешанный шаровая мельница для дальнейшего уточнения до D50 2–5 мкм, в результате чего получается мелкодисперсная фракция.
- Этап 3: высокоточный турбокомпрессор классификатор Обеспечивает точное разделение частиц по размерам в обоих потоках, создавая четкое распределение частиц по размерам, соответствующее требованиям к бимодальному смешиванию.
- Этап 4: Крупная и мелкая фракции смешиваются в оптимизированном массовом соотношении для достижения целевого бимодального распределения и максимальной плотности упаковки.
Было показано, что данная архитектура процесса позволяет увеличить плотность уплотнения электрода на 151 TP3T или более по сравнению с традиционным мономодальным порошком. Это происходит при прямо пропорциональном улучшении объемной плотности энергии. Точность классификатора — в частности, его способность четко разделять крупные и мелкие частицы с минимальным перекрытием — является критически важным параметром в этом процессе.
Конструкция оборудования, исключающая загрязнение: керамическая футеровка и бесметаллическая обработка.
Натрий-ионные батареи обладают несколько большей устойчивостью к следовым количествам металлических примесей, чем литий-ионные элементы, но эта устойчивость имеет четкие пределы. Загрязнение железом, хромом и никелем выше пороговых уровней остается основной причиной саморазряда и, в системах хранения энергии с длительным циклом работы (>5000 циклов), фактором, способствующим риску теплового разгона.
В ответ на это отрасль переходит на использование оборудования для сухого измельчения с керамической футеровкой и бесконтактным контактом с металлом. На практике это означает:
- Футеровка шлифовальных камер из оксида алюминия или карбида кремния: замена контактных поверхностей из углеродистой или нержавеющей стали, устранение железа и хрома как источников загрязнения непосредственно в корпусе мельницы.
- Керамические классификационные колеса и направляющие лопатки: поскольку классификатор является наиболее изнашиваемым компонентом в системе воздушной классификации и работает в постоянном контакте с самой мелкой (наиболее чувствительной к загрязнениям) фракцией порошка.
- Системы транспортировки и сбора неметаллических материалов: включая трубопроводы с футеровкой из ПТФЭ, а также циклоны и рукавные фильтры с керамическим покрытием, что распространяет принцип нулевого загрязнения на всю схему обработки порошков.
- Обнаружение и отбраковка металлов в режиме онлайн: Встроенные магнитные сепараторы и вихретоковые сепараторы, расположенные на выходе из мельницы, предназначены для перехвата любых частиц загрязнения до того, как они попадут в емкость для сбора продукта.
| Технологическая модернизация | Проблема, которую оно решает | Основные характеристики | Влияние производства |
| струйная обработка инертным газом | Поверхностное окисление твердого углерода и слоистых оксидов | O₂ < 100 ppm в измельчающем контуре | +2–5% начальная кулоновская эффективность |
| Нанесение сухого проводящего покрытия на месте | Возможность работы при низких скоростях разряда в толстых электродах | Совместное измельчение УНТ/Super P с активным материалом | Улучшение характеристик скорости разряда при >20 мг/см² |
| Серийный классификатор + архитектура мельницы | Низкая плотность уплотнения (мономодальное распределение размеров частиц) | Бимодальное соотношение D50 обычно составляет от 4:1 до 8:1. | +15% плотность компактизации по сравнению с мономодальным |
| Оборудование с керамическим покрытием | Загрязнение Fe/Cr/Ni с поверхностей мельниц | Общее содержание металлических примесей <1 ppm на выходе из мельницы. | Сохранение ресурса более 5000 циклов |
| Низкотемпературное криогенное измельчение | Термическая деградация термочувствительных прекурсоров | Температура помола <40°C с помощью жидкого азота (LN₂) | Сохраняет исходную кристаллическую структуру |
Оставшиеся проблемы: что отрасль еще не решила
Несмотря на значительный прогресс, ряд технических проблем в области сухого измельчения для массового производства литий-ионных аккумуляторов в 2025–2026 годах остаются нерешенными или недостаточно проработанными. Производители, которые первыми решат эти проблемы, получат устойчивое конкурентное преимущество.
Компромисс между пропускной способностью и контролем спектральной плотности мощности в высокоскоростной классификации
Высокоточные турбоклассификаторы позволяют получать четкие срезы частиц по размеру, соответствующие требованиям бимодального распределения, однако производительность резко падает по мере повышения точности среза. В промышленных масштабах — когда необходимо перерабатывать десятки тонн катодного порошка в день — капитальные затраты и габариты классификационного оборудования, необходимого для одновременного достижения высокой производительности и жесткого контроля распределения частиц по размерам, являются существенными. Отрасли необходимы классификаторы, которые поддерживают субмикронную точность среза при значительно более высокой производительности, чем позволяет существующее оборудование.
Сыпучесть порошка при ультрамелких размерах частиц
Поскольку катодные материалы для натрий-ионных аккумуляторов измельчаются до размера частиц D50 менее 3 мкм для соответствия требованиям к сухим электродам, текучесть порошка резко ухудшается. Силы Ван дер Ваальса и электростатические силы начинают преобладать над силой тяжести, вызывая образование комков порошка в бункерах и силосах, неравномерную подачу в последующее оборудование и плохую диспергируемость при смешивании сухих электродов. Модификация поверхности во время измельчения — добавление небольших количеств вспомогательных веществ, таких как осажденный диоксид кремния или производные жирных кислот, в контур измельчения — является одним из подходов, но перед его применением необходимо подтвердить его электрохимическую совместимость.
Масштабирование систем измельчения с использованием инертных газов
Лабораторные и пилотные установки для измельчения в инертных газах (струйное измельчение в атмосфере аргона или азота) хорошо зарекомендовали себя. Масштабирование этих систем до производительности 1–5 тонн в час при сохранении концентрации кислорода ниже 100 ppm, экономичном управлении потреблением газа и обеспечении безопасной эксплуатации представляет собой нетривиальную инженерную задачу. Системы рециркуляции газа и интеллектуальный мониторинг атмосферы являются необходимыми дополнениями, которые увеличивают стоимость и сложность производственной линии.
Стабильное качество на протяжении длительных производственных циклов.
Износ мелющих тел (в шаровых мельницах с перемешиванием) и износ классификационных колес (в турбоклассификаторах) приводят к постепенному изменению распределения частиц по размерам (PSD) в течение длительных производственных циклов. В производстве материалов для батарей, где требования к PSD жесткие и критически важны для производительности, это изменение может привести к переходу продукции из состояния, соответствующего спецификации, в состояние, не соответствующее ей, без видимого изменения условий процесса. Автоматизированный мониторинг PSD в режиме реального времени — с использованием лазерной дифракции или акустической спектроскопии — в сочетании с замкнутым контуром управления скоростью классификатора является перспективным решением, но он требует интеграции измерительного оборудования, которого в большинстве производственных линий в настоящее время нет.
Сконфигурируйте свою линию сухого измельчения натрий-ионных аккумуляторов с помощью оборудования EPIC Powder Machinery.
Требования к порошковой технологии при массовом производстве натрий-ионных батарей специфичны, требовательны и быстро меняются. Независимо от того, обрабатываете ли вы полианионные катодные материалы, аноды из твердого углерода или порошки слоистых оксидов, правильная конфигурация сухого измельчения — тип мельницы, классификатор, контроль атмосферы, материал футеровки — определяет максимальный предел производительности вашей батареи и минимальный уровень себестоимости кВт⋅ч.
Инженерная команда EPIC Powder Machinery специализируется на системах сухого измельчения современных материалов для аккумуляторных батарей. Мы предлагаем струйные мельницы, высокоточные турбоклассификаторы и технологические линии с керамической футеровкой, обеспечивающие нулевое загрязнение. Для проверки характеристик порошка перед началом полномасштабного производства доступны лабораторные испытания.
→ Запросите бесплатную консультацию по процессу: www.epic-powder.com/contact
→ Ознакомьтесь с нашими системами измельчения материалов для аккумуляторных батарей: www.epic-powder.com
Часто задаваемые вопросы
Почему для катодных материалов натрий-ионных батарей предпочтительнее сухое измельчение, чем мокрое шаровое измельчение?
В процессе мокрого измельчения шариками возникают две проблемы, которые трудно допустить в производстве натрий-ионных аккумуляторов. Во-первых, износ циркониевых или стальных мелющих тел высвобождает ионы железа и циркония в суспензию, загрязняя катодный материал на уровне частей на миллион — уровень, который заметно влияет на срок службы. Во-вторых, этап распылительной сушки, необходимый после мокрого измельчения, потребляет 30–401 тонн энергии на подготовку электрода и создает риск образования агломератов. Сухое измельчение — особенно струйное измельчение — устраняет обе проблемы: отсутствие жидкой среды означает отсутствие ионного загрязнения, а отсутствие этапа сушки означает меньшие затраты энергии и отсутствие агломерации. Для аккумуляторной химии, конкурирующей по стоимости за кВт⋅ч, это делает сухую обработку структурно правильным выбором.
Что такое бимодальное распределение частиц по размерам и почему оно важно для электродов натрий-ионных аккумуляторов?
Бимодальное распределение частиц по размерам означает, что порошок содержит две различные популяции частиц: крупные частицы, образующие структурную упаковку электрода, и мелкие частицы, заполняющие пустоты между ними. Это максимизирует плотность уплотнения электрода — массу активного материала на единицу объема — что напрямую увеличивает объемную плотность энергии. Последовательно соединенная архитектура классификации и измельчения, где механическая мельница производит крупную фракцию, а струйная мельница или шаровая мельница с перемешиванием — мелкую, позволяет точно контролировать обе популяции. Было продемонстрировано улучшение плотности уплотнения электрода на 15% и более при оптимизированном бимодальном распределении по сравнению с обычным мономодальным порошком.
Каким образом измельчение в атмосфере инертного газа улучшает характеристики твердоуглеродного анода?
При измельчении твердого углерода на воздухе свежеизломанные поверхности немедленно реагируют с атмосферным кислородом и влагой. В результате этого процесса образуются кислородсодержащие функциональные группы на поверхности (C=O, COOH, C-OH), которые изменяют механизм накопления натрия. Эти группы увеличивают необратимое потребление натрия в первом цикле зарядки, снижая начальную кулоновскую эффективность. Измельчение в инертной атмосфере (аргоне или азоте) с содержанием кислорода ниже 100 ppm предотвращает эту поверхностную реакцию. Это сохраняет химический состав поверхности, оптимизирующий образование SEI-пленки. Было продемонстрировано улучшение начальной кулоновской эффективности на 2–5 процентных пунктов для твердого углерода, обработанного в инертной атмосфере, по сравнению с измельчением в атмосфере воздуха.
Какое оборудование необходимо для производства чистого, без примесей, порошка для катодов натрий-ионных аккумуляторов, полученного методом сухого измельчения?
Для создания линии сухого измельчения катодных материалов для натрий-ионных аккумуляторов без загрязнения требуется:
(1) а струйная мельница или шаровая мельница с керамической футеровкой и мешалкой, не имеющая металлических поверхностей, контактирующих с продуктом;
(2) динамический с керамической облицовкой воздушный классификатор для точного контроля PSD;
(3) Транспортные, циклонные и рукавные фильтрующие системы с футеровкой из ПТФЭ или керамическим покрытием;
(4) встроенная магнитная сепарация на выходе из мельницы;
(5) для материалов, чувствительных к атмосфере, замкнутый контур инертного газа, поддерживающий концентрацию O₂ ниже 100 ppm по всей системе. Компания EPIC Powder Machinery проектирует и поставляет комплектные системы, соответствующие этим спецификациям.

Как технология сухих электродов изменяет требования к техническим характеристикам порошковых активных материалов для натрий-ионных аккумуляторов?
Технология сухих электродов предъявляет особые требования к порошкам, которые существенно отличаются от требований к традиционному производству электродов на основе суспензий. Порошки активного материала должны обладать: определенной площадью поверхности и градиентом размера частиц, обеспечивающим равномерное смешивание со связующим веществом из ПТФЭ; достаточной поверхностной активностью для обеспечения фибрилляции связующего вещества под давлением каландрирования; сыпучей формой частиц без растворителей, обеспечивающей стабильную обработку в оборудовании для сухого смешивания. Эти требования должны быть заложены в состав порошка на стадии измельчения и классификации — их нельзя добавить на последующих этапах.
Эпический порошок
Компания Epic Powder имеет более чем 20-летний опыт работы в индустрии ультрадисперсных порошков. Мы активно содействуем развитию ультрадисперсных порошков, уделяя особое внимание процессам дробления, измельчения, классификации и модификации ультрадисперсных порошков. Свяжитесь с нами для бесплатной консультации и индивидуальных решений! команда экспертов стремится предоставлять высококачественные продукты и услуги для максимального увеличения ценности вашей обработки порошка. Epic Powder — ваш надежный эксперт по обработке порошка!

Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете связаться с онлайн-представителем EPIC Powder. Зельда для любых дальнейших запросов».
— Джейсон Ван, Инженер