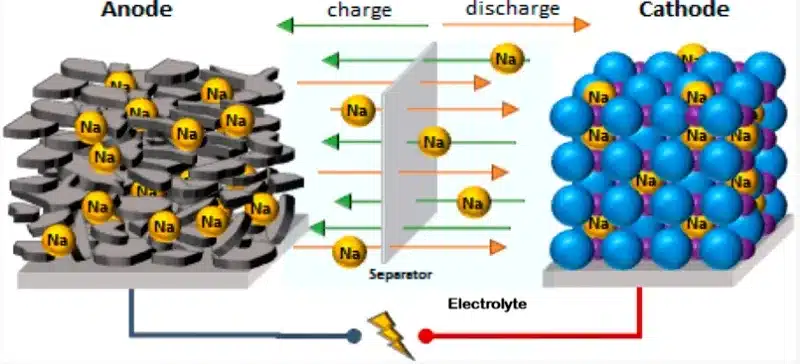
Les batteries sodium-ion (SIB) passent du stade de la curiosité de laboratoire à celui de réalité industrielle à un rythme surprenant. Le coût des matières premières des SIB est structurellement inférieur à celui des batteries lithium-ion. Les SIB sont bien positionnées pour conquérir une part importante des marchés du stockage d'énergie stationnaire et des véhicules électriques à basse vitesse. Cet article présente une analyse technique détaillée de la manière dont la production de masse de batteries sodium-ion impose une modernisation des capacités de broyage à sec. Chez EPIC Powder Machinery, nous collaborons avec des fabricants de matériaux de pointe pour batteries afin de résoudre précisément ce problème : les exigences en matière de matériaux, les principaux obstacles technologiques actuels et les solutions envisageables à l'échelle industrielle.
Mais le succès commercial des batteries sodium-ion ne dépendra pas uniquement de l'électrochimie. Il sera largement déterminé par la qualité et le coût du traitement des poudres. Plus précisément, par la capacité des fabricants à broyer, classer, modifier et manipuler les matériaux actifs sans compromettre la pureté, les performances ni la rentabilité de la production. Et au cœur de ce défi se trouve la technologie de broyage à sec.
Pourquoi la production de masse de batteries sodium-ion impose des améliorations au broyage à sec
Le passage de la chimie lithium-ion à la chimie sodium-ion ne se résume pas à une simple substitution de matières premières. Les matériaux actifs utilisés dans les batteries sodium-ion possèdent des propriétés physiques fondamentalement différentes de celles de leurs homologues lithium-ion. Ces différences se traduisent directement par de nouvelles exigences, et dans certains cas, elles impliquent des changements significatifs. cas Des approches entièrement nouvelles — pour le traitement des poudres.
Le défi des propriétés des matériaux : les cathodes polyanioniques
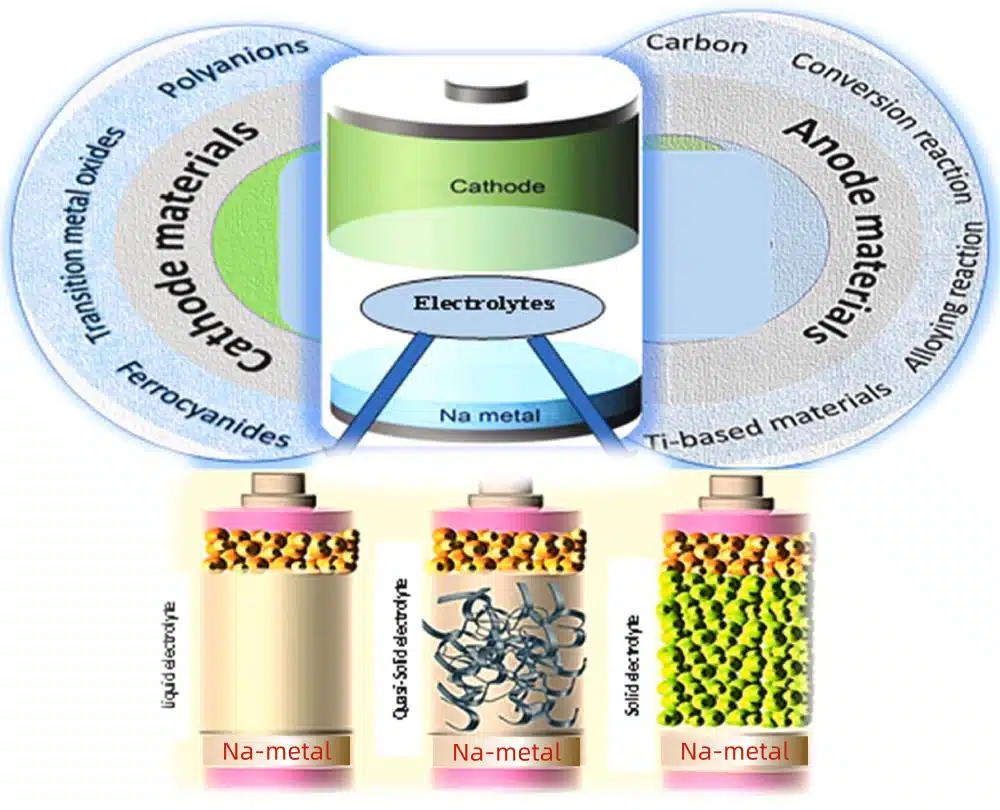
Les composés polyanioniques sont actuellement privilégiés comme matériaux de cathode pour les applications de stockage d'énergie en raison de leur stabilité structurale et de leur longue durée de vie. Cependant, leur mise en œuvre présente un défi de taille : leur dureté Mohs relativement élevée, leur structure cristalline dense et leur sensibilité à la chimie de surface rendent toute contamination lors du broyage directement et significativement préjudiciable à leurs performances électrochimiques.
Le broyage humide permet d'atteindre les tailles de particules nanométriques requises pour ces matériaux, mais à un coût important : l'usure due aux billes de broyage introduit une contamination par le fer et le zirconium à l'échelle du ppm, et l'étape de séchage par atomisation qui suit consomme 30 à 40 TP3T de l'énergie totale du procédé, tout en présentant un risque d'agglomération. Pour une chimie de batterie dont le principal argument de vente est le faible coût, un procédé de fabrication énergivore et sujet à la contamination constitue une contradiction fondamentale.
Le broyage à sec — principalement par jet d'air et par broyage mécanique à haute énergie — résout simultanément ces deux problèmes. L'absence de milieu liquide évite la dissolution des ions métalliques provenant des billes de broyage. L'absence d'étape de séchage évite la formation d'agglomérats et les coûts énergétiques associés. En contrepartie, le broyage à sec exige un contrôle plus précis de la granulométrie et de la surface spécifique que les procédés par voie humide. Les spécifications de l'équipement doivent être parfaitement adaptées au matériau.
Le défi des propriétés des matériaux : les anodes en carbone dur
Le carbone dur est l'anode de choix pour les batteries sodium-ion. Sa structure turbostratique désordonnée offre l'espacement intercouche et les défauts de surface nécessaires au stockage des ions sodium. Cependant, ces mêmes caractéristiques structurales le rendent extrêmement sensible aux conditions de fabrication.
Les précurseurs de carbone dur deviennent cassants après carbonisation à 1 000–1 400 °C, ce qui simplifie le broyage en termes d'énergie. En revanche, le contrôle du résultat est plus complexe. Le broyage humide du carbone dur engendre deux problèmes distincts : une oxydation excessive des groupements fonctionnels de surface (qui modifie le mécanisme de stockage du sodium et réduit l'efficacité coulombique initiale) et une augmentation considérable de la surface spécifique due à la fragmentation des particules (ce qui accroît la perte de capacité irréversible lors du premier cycle de charge). Chaque augmentation de 1 m²/g de la surface spécifique BET au-delà de la valeur cible réduit généralement l'efficacité coulombique du premier cycle de 0,3 à 0,8 point de pourcentage, ce qui représente une perte de performance significative à grande échelle.
Le broyage à sec sous atmosphère contrôlée, notamment sous protection de gaz inerte à basse température, prévient l'oxydation superficielle des surfaces de carbone dur fraîchement fracturées et permet un contrôle précis de la sphéricité et de la granulométrie des particules. On obtient ainsi une poudre dont la surface spécifique, la structure poreuse et la chimie de surface optimisent la formation du film SEI et l'efficacité coulombique initiale.
L'impératif de réduction des coûts et d'efficacité énergétique
La logique économique des batteries sodium-ion est simple : les économies réalisées sur les matières premières par rapport aux batteries lithium-ion sont réelles et substantielles. Cependant, ces économies sont facilement annulées par l’inefficacité des procédés de fabrication. Les procédés par voie humide peuvent consommer entre 30 et 40 TP3T de l’énergie totale de production pour la seule étape de préparation des électrodes. Pour une technologie de batterie qui doit être compétitive en termes de coût par kWh face aux cellules lithium-fer-phosphate (LFP) déjà bien établies, cette consommation n’est pas viable.
L'essor de la technologie des électrodes sèches, qui s'accélère dans le domaine des batteries sodium-ion entre 2025 et 2026, conforte cette tendance. La fabrication d'électrodes sèches exige que les matériaux actifs soient fournis sous forme de poudres sèches présentant une activité de surface spécifique, des gradients de granulométrie et une compatibilité avec la fibrillation ; des caractéristiques qui doivent être intégrées à la poudre dès l'étape de broyage, et non ajoutées ultérieurement. Ceci définit directement les spécifications que doit respecter le broyage à sec en amont.
| Principales exigences de broyage à sec imposées par la production en série de cathodes polyanioniques de SIB : Absence de contamination métallique | D50 1–5 μm | PSD étroite pour le mélange bimodal Anodes en carbone dur : Broyage sous atmosphère contrôlée | Surface spécifique BET contrôlée | Oxydation superficielle minimale Cathodes à oxyde stratifié : Équipement à revêtement céramique | Traitement à basse température | D50 5–15 μm Compatibilité avec les électrodes sèches : Activité de surface spécifique | Gradient granulométrique contrôlé | Production sans solvant |
Améliorations technologiques en matière de broyage à sec pour les lignes de production de batteries sodium-ion
Dans le contexte de la production en série de batteries sodium-ion, le broyage à sec n'est plus une opération unitaire isolée produisant une poudre d'une granulométrie donnée. Il évolue vers un système intégré combinant broyage ultrafin, contrôle de l'atmosphère, modification de surface et mise en forme des particules au sein d'un seul processus continu. Les sections suivantes décrivent les améliorations technologiques spécifiques qui définissent l'état de l'art.
Du simple meulage à la modification synergique de surface gaz-solide
Le changement conceptuel le plus important dans le broyage à sec des matériaux de batteries réside dans la reconnaissance du fait que cette étape peut être utilisée pour modifier simultanément la surface de la poudre, et non seulement réduire la taille des particules. Le flux d'air à grande vitesse dans les broyeurs à jet génère à la fois des forces de cisaillement et une énergie thermique localisée capables d'activer des réactions de surface dans des conditions contrôlées.
- Revêtement conducteur in situ : L'introduction d'agents conducteurs (nanotubes de carbone, noir de carbone Super P) dans le circuit de broyage, en même temps que le matériau actif, permet, grâce à l'énergie de cisaillement et d'impact du procédé, de recouvrir physiquement les particules de matériau actif d'une couche conductrice uniforme. Des recherches publiées en 2024 ont démontré que la construction d'un réseau conducteur synergique ‘ point-ligne ’ de nanotubes de carbone et de noir de carbone par cette méthode de compoundage à sec améliore significativement la capacité de charge/décharge des électrodes épaisses (> 20 mg/cm²), en s'attaquant directement à la cinétique de diffusion lente des ions sodium qui limite les performances des cellules SIB à électrodes épaisses.
- Passivation de surface du carbone dur : En contrôlant l'atmosphère de broyage (gaz inerte, basse température), on empêche les surfaces de carbone dur fraîchement fracturées de réagir avec l'oxygène ou l'humidité atmosphériques avant leur collecte et leur passivation. Ceci préserve la chimie de surface optimale pour la formation du film SEI et permet d'obtenir des améliorations mesurables de l'efficacité coulombique initiale par rapport au broyage sous air.
- Traitement à humidité contrôlée : Les matériaux de cathode à base d'oxydes stratifiés (en particulier les oxydes de métaux de transition sodés de type O3) sont sensibles à l'humidité : la réaction de surface avec l'eau atmosphérique forme des phases impures de NaOH et de Na₂CO₃ qui réduisent la durée de vie des cycles. Le broyage à sec dans un environnement à faible humidité ou sous atmosphère inerte élimine cette voie de dégradation au point le plus critique du processus : lorsque la surface spécifique des particules est maximale immédiatement après le broyage.
Contrôle de la distribution granulométrique bimodale pour une densité de compactage plus élevée
La densité de compactage des électrodes — la masse de matériau actif par unité de volume d'électrode — est l'un des principaux déterminants de la densité énergétique volumique des cellules SIB. Augmenter la densité de compactage est donc un moyen direct d'accroître la densité énergétique sans modifier la composition chimique de la cellule.
La stratégie la plus efficace pour maximiser la densité de compactage consiste à obtenir une distribution granulométrique bimodale (ou multimodale), où les grosses particules assurent le tassement structurel et les fines particules comblent les vides interstitiels. La difficulté réside dans le fait qu'un seul procédé de broyage ne peut optimiser simultanément et avec la précision requise les populations de grosses et de petites particules.
La solution adoptée dans les lignes de production SIB avancées est un broyeur et classification architecture:
- Étape 1 : un broyeur mécanique (à rouleaux annulaires ou broyeur à boulets) produit une poudre de base avec une large distribution granulométrique centrée autour de la cible de grosses particules D50 (généralement 10 à 20 μm pour les matériaux de cathode).
- Étape 2 : une partie de la poudre de base est détournée vers un broyeur à jet ou remué broyeur à boulets pour un affinage supplémentaire à D50 2–5 μm, produisant la fraction fine.
- Étape 3 : un turbo de haute précision classificateur effectue une séparation granulométrique précise sur les deux flux, produisant des distributions granulométriques nettes qui répondent aux spécifications de mélange bimodal.
- Étape 4 : Les fractions grossières et fines sont mélangées dans un rapport massique optimisé afin d'obtenir la distribution bimodale cible et une densité de tassement maximale.
Il a été démontré que cette architecture de procédé augmente la densité de compactage des électrodes d'au moins 15% par rapport aux poudres monomodales conventionnelles. Cette augmentation s'accompagne d'une amélioration directement proportionnelle de la densité énergétique volumique. La précision du classificateur, et plus précisément sa capacité à distinguer nettement les particules grossières des particules fines avec un chevauchement minimal, constitue le facteur critique de ce procédé.
Conception d'équipements à contamination nulle : revêtements céramiques et traitement sans métal
Les batteries sodium-ion tolèrent légèrement mieux les traces d'impuretés métalliques que les cellules lithium-ion, mais cette tolérance a ses limites. Une contamination par le fer, le chrome et le nickel au-delà de certains seuils demeure une cause majeure d'autodécharge et, dans les applications de stockage d'énergie à longue durée de vie (plus de 5 000 cycles), contribue au risque d'emballement thermique.
La réponse de l'industrie est une transition globale vers des équipements de broyage à sec à revêtement céramique et sans contact avec le métal. Concrètement, cela signifie :
- Revêtements de chambre de broyage en alumine ou en carbure de silicium : remplacement des surfaces de contact en acier au carbone ou en acier inoxydable, élimination du fer et du chrome comme sources de contamination provenant du corps du broyeur lui-même.
- Roues classificatrices en céramique et aubes directrices : étant donné que le classificateur est le composant le plus sujet à l'usure dans un système de classification de l'air et qu'il fonctionne en contact continu avec la fraction la plus fine (la plus sensible à la contamination) de la poudre.
- Systèmes de transport et de collecte non métalliques : y compris les tuyauteries revêtues de PTFE et les cyclones et filtres à sacs à revêtement céramique, étendant ainsi la philosophie zéro contamination à l'ensemble du circuit de manutention des poudres.
- Détection et rejet des métaux en ligne : Des séparateurs magnétiques en ligne et des séparateurs à courants de Foucault sont positionnés à la sortie du broyeur pour intercepter toute particule de contamination avant qu'elle n'atteigne le réservoir de collecte du produit.
| Mise à niveau technologique | Problème qu'il résout | Spécifications clés | Impact sur la production |
| fraisage par jet de gaz inerte | Oxydation superficielle du carbone dur et des oxydes stratifiés | O₂ < 100 ppm dans le circuit de broyage | +2–5% efficacité coulombique initiale |
| Revêtement conducteur sec in situ | Capacité de vitesse lente dans les électrodes épaisses | Co-broyage de CNT/Super P avec matériau actif | Amélioration de la capacité de débit à >20 mg/cm² |
| classificateur de série + architecture de moulin | Faible densité de compactage (PSD monomodale) | Rapport D50 bimodal généralement de 4:1 à 8:1 | Densité de compactage +15% vs. monomodal |
| Équipement à revêtement céramique | Contamination par Fe/Cr/Ni provenant des surfaces de broyage | Impuretés métalliques totales < 1 ppm à la sortie de l'usine | Durée de vie du cycle > 5 000 cycles |
| Broyage cryogénique à basse température | Dégradation thermique des précurseurs thermosensibles | Température de broyage < 40 °C par refroidissement à l'azote liquide | Préserve la structure cristalline du précurseur |
Les défis qui restent à relever : ce que l’industrie n’a pas encore résolu
Malgré des progrès significatifs, plusieurs défis techniques restent non résolus ou insuffisamment pris en compte dans le broyage à sec pour la production de masse de batteries sodium-ion en 2025-2026. Les fabricants qui résoudront ces problèmes en premier bénéficieront d'un avantage concurrentiel durable.
Compromis entre débit et contrôle PSD dans la classification à haute vitesse
Les classificateurs turbo de haute précision permettent d'obtenir des coupes granulométriques nettes conformes aux spécifications requises pour une distribution bimodale, mais le débit chute drastiquement à mesure que la précision de coupe augmente. À l'échelle industrielle — où des dizaines de tonnes de poudre cathodique par jour doivent être traitées —, le coût d'investissement et l'encombrement des équipements de classification nécessaires pour atteindre simultanément un débit élevé et un contrôle précis de la distribution granulométrique sont considérables. L'industrie a besoin de classificateurs capables de maintenir une précision de coupe submicronique à un débit nettement supérieur à celui des équipements actuels.
Fluidité des poudres à granulométrie ultra-fine
Lorsque les matériaux de cathode pour batteries sodium-ion sont broyés à une granulométrie D50 inférieure à 3 μm pour répondre aux spécifications des électrodes sèches, la fluidité de la poudre se dégrade fortement. Les forces de van der Waals et électrostatiques deviennent prépondérantes par rapport à la gravité, provoquant la formation de ponts de poudre dans les trémies et les silos, une alimentation irrégulière des équipements en aval et une mauvaise dispersibilité lors du mélange des électrodes sèches. La modification de surface pendant le broyage – par l'ajout de faibles quantités d'agents fluidifiants tels que la silice pyrogénée ou des dérivés d'acides gras dans le circuit de broyage – est une solution possible, mais sa compatibilité électrochimique doit être validée avant toute mise en œuvre.
Mise à l'échelle des systèmes de broyage à gaz inerte
Le broyage sous atmosphère inerte (argon ou azote) à l'échelle du laboratoire et du pilote est une technique bien établie. Le passage à une production à grande échelle (1 à 5 tonnes par heure) tout en maintenant la concentration d'oxygène en dessous de 100 ppm, en maîtrisant la consommation de gaz et en garantissant un fonctionnement sûr représente un défi d'ingénierie de taille. L'ajout de systèmes de recyclage des gaz et d'une surveillance atmosphérique intelligente est indispensable, mais augmente le coût et la complexité de la ligne de production.
Qualité constante sur de longues séries de production
L'usure des billes de broyage (dans les broyeurs à billes agités) et des roues de classification (dans les turboclassificateurs) entraîne une dérive progressive de la granulométrie au fil des cycles de production. Dans la production de matériaux pour batteries, où les spécifications de granulométrie sont strictes et critiques pour la performance, cette dérive peut faire basculer un produit de conforme à non conforme sans modification visible des conditions de procédé. La surveillance automatisée en ligne de la granulométrie – par diffraction laser ou spectroscopie acoustique – associée à une régulation en boucle fermée de la vitesse du classificateur constitue la solution émergente, mais elle nécessite l'intégration d'instruments dont la plupart des lignes de production sont actuellement dépourvues.
Configurez votre ligne de broyage à sec pour batteries sodium-ion avec les machines à poudre EPIC
Les exigences en matière de traitement des poudres pour la production en série de batteries sodium-ion sont spécifiques, exigeantes et en constante évolution. Qu'il s'agisse de matériaux de cathode polyanioniques, d'anodes en carbone dur ou de poudres d'oxydes lamellaires, le choix de la configuration de broyage à sec appropriée (type de broyeur, classificateur, contrôle de l'atmosphère, matériau de revêtement) détermine les performances maximales de votre batterie et son coût minimal par kWh.
L'équipe d'ingénierie d'EPIC Powder Machinery est spécialisée dans les systèmes de broyage à sec pour les matériaux de batteries de pointe. Nous proposons le broyage par jet d'air, des turboclassificateurs de haute précision et des lignes de traitement zéro contamination à revêtement céramique. Des essais en laboratoire sont disponibles pour valider les spécifications des poudres avant tout investissement en production à grande échelle.
→ Demandez une consultation gratuite sur le processus : www.epic-powder.com/contact
→ Découvrez nos systèmes de broyage de matériaux pour batteries : www.epic-powder.com
Foire aux questions
Pourquoi le broyage à sec est-il préféré au broyage humide à billes pour les matériaux de cathode des batteries sodium-ion ?
Le broyage humide avec billes introduit deux problèmes difficiles à gérer dans la production de batteries sodium-ion. Premièrement, l'usure des billes de broyage en zircone ou en acier libère des ions de fer et de zirconium dans la suspension, contaminant le matériau de la cathode à des concentrations de l'ordre du ppm – un niveau qui affecte sensiblement la durée de vie des cycles. Deuxièmement, l'étape de séchage par atomisation requise après le broyage humide consomme 30 à 40 Tk d'énergie de préparation des électrodes et risque d'entraîner la formation d'agglomérats. Le broyage à sec – en particulier le broyage par jet d'air – élimine ces deux problèmes : l'absence de milieu liquide évite la contamination ionique, et l'absence d'étape de séchage réduit les coûts énergétiques et prévient l'agglomération. Pour une chimie de batterie compétitive en termes de coût par kWh, le procédé à sec s'avère donc le choix structurellement optimal.
Qu’est-ce qu’une distribution bimodale de la taille des particules et pourquoi est-ce important pour les électrodes SIB ?
Une distribution granulométrique bimodale signifie que la poudre contient deux populations de particules distinctes : les grosses particules qui constituent la structure de l’électrode et les fines particules qui comblent les vides entre elles. Ceci maximise la densité de compactage de l’électrode (la masse de matériau actif par unité de volume), ce qui augmente directement la densité énergétique volumique. Une architecture de classification et de broyage en série, où un broyeur mécanique produit la fraction grossière et un broyeur à jet ou un broyeur à billes agité la fraction fine, permet un contrôle précis des deux populations. Des améliorations de la densité de compactage de l’électrode de 15% ou plus ont été démontrées avec des distributions bimodales optimisées par rapport aux poudres monomodales conventionnelles.
Comment le broyage sous atmosphère de gaz inerte améliore-t-il les performances des anodes en carbone dur ?
Lorsqu'on broie du carbone dur à l'air libre, les surfaces fraîchement fracturées réagissent immédiatement avec l'oxygène et l'humidité atmosphériques. Ce processus forme des groupements fonctionnels oxygénés en surface (C=O, COOH, C-OH) qui modifient le mécanisme de stockage du sodium. Ces groupements augmentent la consommation irréversible de sodium lors du premier cycle de charge, réduisant ainsi l'efficacité coulombique initiale. Le broyage sous gaz inerte (argon ou azote) avec une teneur en oxygène inférieure à 100 ppm empêche cette réaction de surface. Il préserve la chimie de surface qui optimise la formation du film SEI. Des améliorations de 2 à 5 points de pourcentage de l'efficacité coulombique initiale ont été démontrées pour le carbone dur traité sous atmosphère inerte par rapport au broyage à l'air libre.
Quel équipement est nécessaire pour produire une poudre de cathode SIB broyée à sec et exempte de contamination ?
Une ligne de broyage à sec sans contamination pour les matériaux de cathode SIB nécessite :
(1) un broyeur à jet ou broyeur à billes agité à revêtement céramique sans surfaces métalliques en contact avec le produit ;
(2) un revêtement en céramique dynamique classificateur d'air pour un contrôle précis du PSD ;
(3) Systèmes de convoyage, de cyclone et de filtration à sac revêtus de PTFE ou de céramique ;
(4) séparation magnétique en ligne à la sortie du broyeur ;
(5) Pour les matériaux sensibles à l'atmosphère, un circuit fermé de gaz inerte maintient la concentration d'O₂ en dessous de 100 ppm. EPIC Powder Machinery conçoit et fournit des systèmes complets répondant à ces spécifications.

Comment la technologie des électrodes sèches modifie-t-elle les exigences de spécification des poudres pour les matériaux actifs des batteries sodium-ion ?
La technologie des électrodes sèches impose des exigences spécifiques en matière de poudre, très différentes de celles de la production d'électrodes conventionnelles à base de suspension. Les poudres de matériau actif doivent présenter : une surface spécifique et un gradient granulométrique permettant un mélange homogène avec le liant PTFE ; une activité de surface suffisante pour favoriser la fibrillation du liant sous pression de calandrage ; une granulométrie fluide et sans solvant, compatible avec les équipements de mélange à sec. Ces exigences doivent être intégrées à la poudre dès les étapes de broyage et de classification ; elles ne peuvent être ajoutées ultérieurement.
Poudre épique
Epic Powder, plus de 20 ans d'expérience dans l'industrie des poudres ultrafines. Nous contribuons activement au développement futur des poudres ultrafines, en nous concentrant sur les procédés de concassage, de broyage, de classification et de modification. Contactez-nous pour une consultation gratuite et des solutions personnalisées ! équipe d'experts se consacre à fournir des produits et services de haute qualité pour optimiser la valeur de vos opérations de traitement de poudre. Epic Powder : votre expert de confiance en traitement de poudre !

Merci de votre lecture. J'espère que cet article vous sera utile. N'hésitez pas à laisser un commentaire ci-dessous. Vous pouvez également contacter le service client en ligne d'EPIC Powder. Zelda pour toute autre question.
— Jason Wang, Ingénieur