Modern yeşil yapı malzemeleri ve döngüsel ekonomi dalgasında, kaynak kullanım oranı yüksek fırın cürufu Sürdürülebilirlik, önemli bir ölçüt haline gelmiştir. Çimento ve beton endüstrilerinin sürdürülebilirliğini ölçer. Bununla birlikte, işlenmemiş ham cüruf genellikle "uykuda", inert bir halde bulunur. Bu, benzersiz iç camsı yapısından kaynaklanmaktadır. Sonuç olarak, doğrudan çimentolu malzeme olarak kullanıldığında son derece yavaş hidratasyon oranları sergiler.
Cürufun gizli aktivitesini uyandırmak için mekanik öğütme en yaygın kullanılan modifikasyon yöntemi haline gelmiştir. Özellikle endüstriyel işletmeler cürufa büyük ölçüde bağımlıdır. bilyalı değirmen Bu öğütme işlemi birçok kişi tarafından yalnızca fiziksel bir bakış açısıyla algılanır. Bunu, parçacık boyutunu küçültmenin ve özgül yüzey alanını artırmanın basit bir yolu olarak görürler. Ancak gerçekte, cürufun dönüşümü oldukça karmaşıktır. bilyalı değirmen Cüruf üzerindeki hasar çok daha derine iner.
Bu makale, cüruf bilyalı değirmeninin fiziksel ve kimyasal mekanizmaların "çift etkisi" yoluyla cürufu nasıl aktive ettiğini inceliyor. Ayrıca, parçacık boyutu dağılımı (PSD) üzerine yapılan modern araştırmaları da entegre ediyor. Bu, parçacık boyutu derecelendirmesinin cürufun nihai hidratasyon performansını nasıl belirlediğini ortaya koyuyor.

I. Cüruf Yoluyla Cüruf Aktivasyonunun Derin Mekanizması Bilyalı Değirmen
Cüruf bilyalı değirmeninin çalışması sırasında, içindeki çelik veya seramik bilyeler yoğun darbe ve çarpışma oluşturur. Ayrıca güçlü aşındırma ve kesme kuvvetleri de yaratırlar. Bu mekanik enerjinin cüruf parçacıklarına sürekli olarak aktarılması, bir dizi değişikliği tetikler. Bu değişiklikler makro ölçekten mikro ölçeğe kadar gerçekleşir.
1. Özgül Yüzey Alanında ve Aktivasyon Noktalarında Artış
En doğrudan değişiklik, cüruf parçacıklarının parçalanmasıdır. Parçacık boyutu azaldıkça, cürufun toplam özgül yüzey alanı katlanarak artar.
- Fiziksel Önemi: Özgül yüzey alanının genişlemesi, cüruf ile su arasındaki temas alanının üstel bir hızla büyümesi anlamına gelir. Aynı durum kalsiyum hidroksit veya su camı gibi aktivatörlerle olan teması için de geçerlidir.
- Aktivasyon Alanlarının Oluşumu: Kırılma sırasında, cüruf parçacıkları dış kuvvetler altında çatlaklar geliştirir. Sonunda parçalanırlar. Bu yeni kırılmış yüzeylerde, kimyasal bağlar zorla kesilir. Bu bağlar başlangıçta iç kısımda dengedeydi. Bu kesme işlemi, çok sayıda doymamış ve kırılmış bağ oluşturur. Bu bölgeler termodinamik olarak son derece kararsızdır ve muazzam yüzey enerjisine sahiptir. Bunlar, hidrasyon reaksiyonu için "ilk aktivasyon bölgeleri" görevi görür.
2. Mekanokimyasal Aktivasyon
Öğütme işlemi belirli bir eşiğe ulaştığında, mekanik enerji rolünü değiştirir. Artık sadece yeni yüzeyler oluşturmak için tüketilmez. Bunun yerine, parçacıkların içine nüfuz etmeye başlar. Bu süreç, cürufun mikroyapısında "kafes bozulmasına" ve "amorflaşmaya" neden olur.
- Örgü Bozulması ve Kusurları: Cüruf esas olarak camsı ağ yapılarından oluşur. Bunlar arasında silikatlar ve alüminatlar bulunur. Cüruf bilyalı değirmeninin içindeki yoğun kesme ve sıkıştırma altında, iç kısımdaki SiO4 ve AlO4 tetrahedral ağları bükülür. Bu işlem, bağ açılarını ve bağ uzunluklarını değiştirir. Sonuç olarak, kafes kusurlarının çoğalmasına neden olur.
- Enerji Depolama Etkisi: Mikro yapının bu tahribi ve bozulması, mekanik enerjiyi cüruf parçacıkları içinde depolar. Bu enerji, "yapısal kusur enerjisi" şeklinde orada kalır. Bu yüksek enerjili (metastabil) durumdaki cüruf, su moleküllerine maruz kaldığında çok daha kolay kırılan kimyasal bağlara sahiptir. Bu durum, kimyasal reaktivitesini temel olarak artırır.
Temel Sonuç: Cüruf bilyalı değirmeni, reaksiyon cephesini genişletmek için sadece parçacıkları "parçalamakla" kalmaz. Reaksiyonun aktivasyon enerjisini düşürmek için mikro yapıyı büker ve kıvırır. Öğütme işleminin hem boyut küçültme hem de kimyasal aktivasyon etkilerini aynı anda sağlamasının nedeni tam olarak budur.

II. Temel Soruların Derinlemesine Analizi (Bölüm I)
Cüruf aktivasyonunun derinlemesine incelenmesinde, araştırmacılar ve mühendisler sıklıkla çelişkili gibi görünen olgularla karşılaşırlar. Aşağıda, en kritik pratik sorulardan ikisine ayrıntılı yanıtlar verilmiştir.
Soru 1: Öğütme sürelerinin uzaması ve cüruf parçacıklarının inceltilmesiyle çimentonun dayanımı doğrusal ve sonsuza dek artar mı? Neden?
Cevap:
Hayır, öyle olmayacak. Öğütme süresinin uzatılması, özellikle erken dayanım olmak üzere, çimento dayanımını artırır. Ancak bu iyileşme, azalan verim yasasına tabidir. Aşırı öğütme, performans düşüşüne bile yol açabilir.
Bu olguyu üç boyuttan analiz edebiliriz:
1. Öğütme Verimliliğinin “Sınır Bariyeri”
Öğütme süresi arttıkça cürufun inceliği de artar. Ancak, iyileşme hızı zamanla belirgin şekilde azalır.
Bu durum, parçacıklar küçüldükçe, tahrip edilmeye karşı nispi dirençlerinin artmasından kaynaklanır. Daha da önemlisi, son derece ince tozlar sürekli sıkıştırma altında "ters öğütme fenomeni" yaşar. İnce parçacıklar, elektrostatik ve Van der Waals kuvvetleri nedeniyle yeniden kümelenir ve bir araya gelir. Hatta öğütme değirmeninin astarlarına ve öğütme ortamına yapışarak bir yastıklama tabakası oluştururlar. Bu noktada, giriş mekanik enerjisinin çoğu kümeler tarafından emilir. Ayrıca termal enerjiye de dönüştürülebilir. Bu nedenle, değirmen parçacık boyutunu daha fazla küçültmeyi başaramaz.
2. Çimento Macunu Mukavemetinin “Optimal Dengesi”
Araştırmalar, cüruf inceliğinin çimento hamurunun mukavemetinin gelişimine zararlı olduğunu açıkça göstermektedir. Bu durum, çok iri veya çok ince cüruf için de geçerlidir.
- İncelik Çok Düşük: Aktivasyon yetersizdir. Cüruf, çimento hamurunda esas olarak inert bir dolgu maddesi görevi görür. Bu da son derece düşük erken dayanım ile sonuçlanır.
- Çok Yüksek İncelik Seviyesi: İlk hidratasyon hızı son derece yüksek olur. Ancak bu durum, kısa sürede yoğun ısı oluşumuna yol açar. Dahası, ultra ince toz suyu çok hızlı tüketir. Bu da çimento hamurunda çok sayıda kuruma büzülme çatlağına kolayca neden olur. Ayrıca, aşırı ince parçacıklar sistemin su ihtiyacını önemli ölçüde artırır. Aynı işlenebilirliği korumak için daha fazla su eklenmesi gerekir. Bu da sonuç olarak sertleşmiş çimento hamurunun sıkılığını ve uzun vadeli dayanımını azaltır.
3. 600 m²/kg'da "Altın Oran"
Çok sayıda deney ve uzun vadeli mühendislik uygulamaları açık bir eğilim göstermiştir. Çimento hamurunun dayanımı, cürufun özgül yüzey alanı yaklaşık 600 m²/kg'a ulaştığında zirveye ulaşır. Bu değer, optimum dengeyi temsil eder. Hidrasyon aktivitesini, hamur yoğunluğunu, hacim stabilitesini (büzülme) ve öğütme enerjisi tüketimini başarıyla dengeler. Bu eşiğin aşılması olumsuz etkilere yol açar. Daha fazla enerji tüketimiyle elde edilen cılız aktivite kazanımları, yüksek büzülme ve yüksek su ihtiyacıyla tamamen ortadan kalkacaktır.

III. Parçacık Boyutu Dağılımının Hidrasyon Performansı Üzerindeki Belirleyici Etkisi
Gelişen araştırmalarla birlikte, modern çimento esaslı malzeme bilimcileri bakış açılarını değiştirdiler. Sadece "özgül yüzey alanı" veya "ortalama incelik"e güvenmenin mekanik aktiviteyi ölçmek için yetersiz olduğunu giderek daha fazla fark ediyorlar. Özgül yüzey alanları aynı olan iki cüruf tozu, son derece farklı aktiviteler sergileyebilir. Parçacık boyutu dağılımları (PSD) farklılaşırsa, tamamen farklı nihai çimento dayanımları verebilirler.
1. Cüruf Parçacıklarının “İş Bölümü” ve Boyut Etkileri
Tipik deneysel ve mühendislik koşulları altında, farklı boyut aralıklarındaki cüruf parçacıkları çimento hamuru içinde belirgin şekilde farklı roller oynar:
| Parçacık Boyutu Aralığı | Tepkime Hızı | Ana Rol ve Mekanizma |
| > 60μm | Son derece yavaş (neredeyse hareketsiz) | Mikro-agrega Etkisi: Bu iri tanecikler yüzeylerinde yalnızca hafif bir hidrasyona uğrarlar. Çekirdekleri sert kalır. Kimyasal aktiviteye ihmal edilebilir bir katkıyla, esas olarak yapısal destek için bir iskelet görevi görürler. |
| 3 ~30 μm | Orta ve sürekli | Ana Aktif Bileşen: Bu, çimento esaslı malzemenin omurgasını oluşturur. Orta düzeydeki reaksiyon hızları, sürekli olarak hidratasyon ısısı salmalarına olanak tanır. Bu da orta ve uzun vadede istikrarlı bir dayanım desteği sağlar. |
| < 10μm | Son derece hızlı (anlık patlama) | Ultra-aktif Toz: Bu parçacıklar suyla temas ettiklerinde hızla çözünürler. Hidrasyona katılırlar ve kılcal gözenekleri doldurmak için büyük miktarda hidrasyon ürünü oluştururlar. Bunlar erken mukavemetin (1d, 3d) temel kaynağıdır. |
2. O Bileme “Mekanik öğütmede ultra ince parçacıklar için "kör nokta"
Burada büyük bir teknik paradoks yatıyor. 10 μm'den küçük parçacıklar en yüksek aktiviteye sahip olsa da, 10 μm'den küçük parçacıklar geleneksel bir cüruf bilyalı değirmeninde nadiren etkili bir öğütme işlemine tabi tutulur.
- Sebep Analizi: Akışkan dinamiği ve mekanik çarpışma prensipleri bu sınırlamayı belirler. Parçacıklar yeterince küçüldüğünde, "akıntıya kapılma" eğilimindedirler. Öğütme ortamı ve hava akışı türbülansı ile birlikte hareket ederler. Bunları hassas bir şekilde yakalamak inanılmaz derecede zordur. Nadiren iki çarpışan çelik bilye arasında sıkışarak güçlü bir darbe veya kesme kuvvetine maruz kalırlar. Bu ultra ince parçacıklar çoğunlukla ikincil parçalardır. Kırılmaları sırasında daha iri parçacıkların kenarlarından koparılırlar.
- Çözüm: Öğütme süresini körü körüne uzatmak, bu ultra ince aktif parçacıkların oranını etkili bir şekilde artırmaz. Bunun yerine, 30-60 μm boyutundaki parçacıkların gereksiz yere aşırı öğütülmesine neden olur. Bu da büyük enerji kaybına yol açar.
Sonuç olarak, modern yüksek verimli cüruf aktivasyon süreçleri artık körü körüne "genel öğütme inceliğini" hedeflemiyor. Bunun yerine, parçacık boyutu dağılımını optimize etmeyi amaçlıyorlar. Hassas yöntemler kullanıyorlar. sınıflandırma 3 ila 30 μm aralığındaki parçacıkların oranını en üst düzeye çıkarırken, 60 μm'den büyük iri parçacıkları en aza indiren teknikler.
IV. Temel Soruların Derinlemesine Analizi (Bölüm II)
Parçacık boyutu dağılımı ve öğütme kör noktaları hakkındaki önceki tartışmaya dayanarak, ikinci bir soru ortaya atabiliriz. Bu soru, endüstriyel üretim için daha pratik bir rehber sunmaktadır.
Soru 2: Geleneksel öğütme yöntemi 10 μm'den küçük parçacıklar için düşük verimlilik sağladığından, endüstriyel işlemler cürufun hem erken hem de uzun vadeli kapsamlı aktivitesini nasıl verimli bir şekilde artırabilir?
Cevap:
Sadece tek bir cüruf bilyalı değirmeni kullanarak kaba kuvvetle öğütme yapmak enerji yoğun ve ekonomik olmayan bir yöntemdir. Ayrıca ideal bir parçacık boyutu dağılımı da sağlayamaz. Endüstriyel uygulamada, mevcut ana akım yüksek verimli çözümler iki yöntem içermektedir. Operatörler, "mekanokimyasal sinerjik aktivasyon"u "çok aşamalı kombine öğütme ve sınıflandırma teknolojisi" ile birlikte kullanmaktadır.“
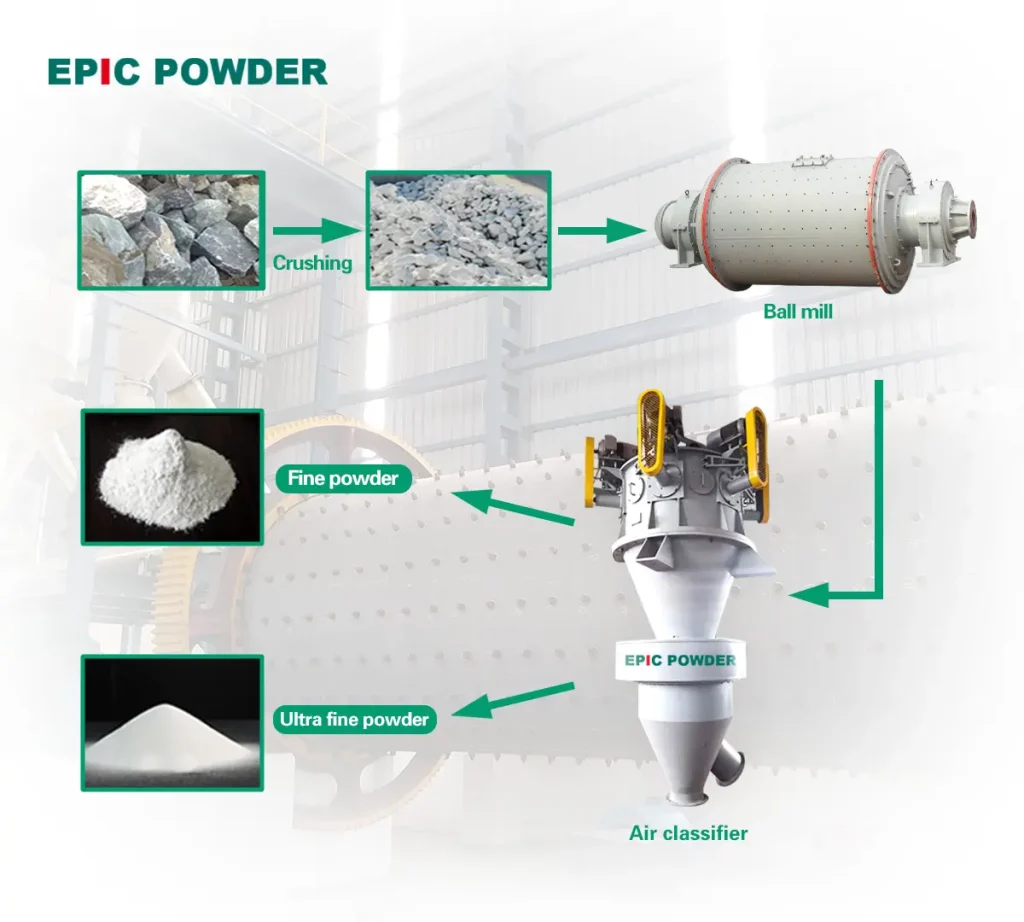
1. "Kapalı Devre Öğütme" için Yüksek Verimli Hava Sınıflandırıcılarının Tanıtımı“
Endüstriyel işlemlerde "tek geçişli" açık devre taşlama yöntemi kesinlikle önerilmez. Yüksek verimlilik hava sınıflandırıcı Cüruf bilyalı değirmeninin çıkışında yapılandırılmalıdır.
- İş akışı: Değirmenin içinde ilk öğütme işleminden sonra, cüruf hemen içeri girer. hava sınıflandırıcı. Nitelikli aktif parçacıklardan 3 ila 30 μm boyutuna ulaşanlar hızla ayrılır ve paketleme için gönderilir. Bu, parçacıkların değirmende "aşırı öğütme" ve "parçacık kümelenmesi" gibi durumlara maruz kalmasını önler. Bu arada, 45 μm veya 60 μm'den büyük iri parçacıklar yeniden öğütülmek üzere değirmene geri gönderilir.
- Etki: Bu düzenek, parçacık boyutu dağılımını yapay olarak daraltır. Etkin aktif aralık içindeki parçacıkların oranını önemli ölçüde artırırken, sistemin enerji tüketimini de önemli ölçüde azaltır.
2. Mekanik Kuvvetlerin ve Kimyasal Aktivatörlerin “Sinerjik Etkisi”
Geleneksel öğütme yöntemleri, erken mukavemet sağlayacak kadar ultra ince parçacık üretmekte zorlanmaktadır. Bunu telafi etmek için, öğütme işlemi sırasında veya beton karıştırma aşamasında kimyasal aktivatörler eklenebilir.
- Öğütme Yardımcıları ve Aktivatörler Olarak Çifte Kimlik: Cüruf bilyalı değirmeninin çalışması sırasında eser miktarda kimyasal öğütme yardımcı maddesi eklemek önemli ölçüde fayda sağlar. Alkanolaminler gibi maddeler cürufun kırık yüzeylerine adsorbe olur. Bu, parçacık yüzey enerjisini azaltır ve ultra ince parçacıkların değirmen içinde yeniden kümelenmesini önler. Sonuç olarak, geleneksel öğütmenin ultra ince tozlarla karşılaştığı "kör noktayı" ortadan kaldırır.
- Kompozit Alkali/Tuz Aktivasyonu: Optimize edilmiş öğütme işleminden geçmiş cüruf zaten iç kafes bozulmasına sahiptir. Bu aşamada az miktarda sodyum sülfat veya kalsiyum hidroksit eklenmesi, cüruf mikro tozunun yüzeyindeki koruyucu filmi hızla yok edebilir. Bu, 3 ~ 30 μm aralığındaki ana aktif parçacıkların reaksiyona erken katılmasına neden olur. Bu sinerjik yaklaşım, öğütme enerjisi tüketimini artırmadan düşük erken mukavemet sorununu mükemmel bir şekilde çözer.
3. Silindirli Pres/Dikey Silindirli Değirmen ve Bilyalı Değirmenin Birleşik Sisteminin Benimsenmesi
Yüksek fırın cürufu, öğütülebilirliği düşük ve camsı matris sertliği yüksektir. Bu nedenle, modern büyük ölçekli çimento fabrikaları ön öğütme için yaygın olarak dikey silindirli değirmenler (VRM) veya silindirli presler kullanmaktadır.
- Silindirli pres, yüksek basınçlı yatak kırma prensibini kullanır. Bu işlem, cüruf parçacıklarının içinde çok sayıda mikro çatlak oluşturarak son derece yüksek kimyasal aktivasyon enerjisi üretir. Ardından, malzeme parçacık boyutu dağılımının ayarlanması için bilyalı değirmene girer. Bu birleşik işlemin, günümüzde mevcut olan en ekonomik ve verimli endüstriyel yöntem olduğu kanıtlanmıştır. Mikro aktiviteyi makro parçacık dağılımıyla mükemmel bir şekilde dengeler.
V. Çözüm
Yüksek fırın cürufunun aktivasyonu, köklü bir devrimi temsil etmektedir. Bu süreçte, fiziksel morfolojik değişim ve mikro-kimyasal kafes bozulması bir arada bulunur.
- Özgül yüzey alanını artırarak doymamış kırık bağ aktivasyon bölgeleri oluşturur;
- Bu durum, mekanokimyasal etki yoluyla cüruf camsı ağının içindeki kafes yapısının bozulmasına neden olur. Bu, yapısal kusur enerjisini depolar ve temel olarak kimyasal reaktivitesini artırır.
Ancak mekanik aktivasyon sihirli bir çözüm değildir. Cürufun aktivitesi sadece inceliğine değil, daha da önemlisi, rasyonel bir parçacık boyutu dağılımına bağlıdır. Pratik uygulamalarda, öğütme süresini körü körüne uzatmak sadece enerji israfına yol açar. Ayrıca çimento hamurunda çatlama riskini de artırır.
İdeal sonuçlara ancak 600 m2/kg'lık altın denge noktasının etrafındaki özgül yüzey alanını kontrol ederek ulaşabiliriz. Yüksek verimli hava sınıflandırıcı kapalı devre sistemleri ve mekanokimyasal sinerjik aktivasyon gibi modern süreçlerden yararlanarak, iri parçacıkları (>60 μm) hassas bir şekilde bastırabilir ve çekirdek aktif aralığını (3 ~ 30 μm) koruyabiliriz. Bu, endüstriyel atıkların "yeşil mücevheri" olan cürufun gizli değerini en üst düzeye çıkarmanın gerçek yoludur.

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca daha fazla sorunuz için Zelda çevrimiçi müşteri temsilcisiyle iletişime geçebilirsiniz.”
— Gönderen Emily Chen