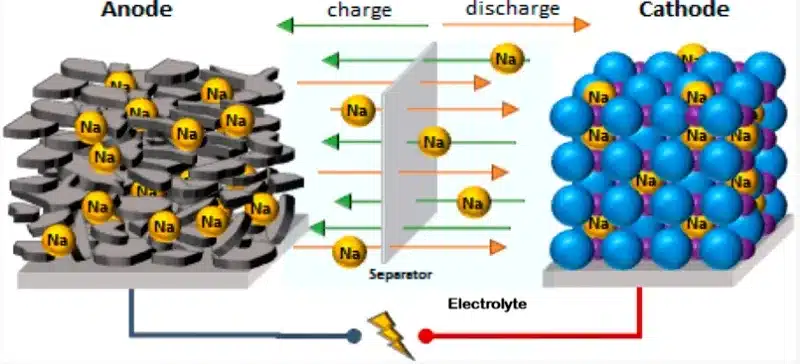
Las baterías de iones de sodio (SIB) están pasando de ser una simple curiosidad de laboratorio a una realidad industrial a un ritmo sorprendente. El coste de la materia prima de las SIB es estructuralmente inferior al de las baterías de iones de litio. Las SIB están posicionadas para ocupar una parte significativa de los mercados de almacenamiento de energía estacionaria y vehículos eléctricos de baja velocidad. Este artículo ofrece un análisis técnico detallado de cómo la producción en masa de baterías de iones de sodio está impulsando una mejora en las capacidades de molienda en seco. En EPIC Powder Machinery, hemos estado trabajando con fabricantes de materiales avanzados para baterías precisamente en este problema: cuáles son las exigencias de los materiales, cuáles son los cuellos de botella tecnológicos actuales y cuáles son las soluciones a escala de producción.
Pero el éxito comercial de las baterías de iones de sodio no dependerá únicamente de la electroquímica. Se decidirá en gran medida por la calidad y el coste del procesamiento del polvo. En concreto, por la capacidad de los fabricantes para moler, clasificar, modificar y manipular los materiales activos sin comprometer la pureza, el rendimiento ni la rentabilidad de la producción. Y en el centro de ese desafío se encuentra la tecnología de molienda en seco.
¿Por qué la producción en masa de baterías de iones de sodio está obligando a modernizar la molienda en seco?
El cambio de la química de iones de litio a la de iones de sodio no es simplemente una sustitución de materias primas. Los materiales activos utilizados en las baterías SIB tienen propiedades físicas fundamentalmente diferentes a las de sus homólogas de iones de litio. Estas diferencias se traducen directamente en nuevos requisitos, y en algunos casos... casos Enfoques completamente nuevos para el procesamiento de polvo.
El desafío de las propiedades de los materiales: cátodos polianiónicos
Los compuestos polianiónicos son actualmente la química catódica preferida para aplicaciones de almacenamiento de energía debido a su estabilidad estructural y ciclo de vida. Sin embargo, presentan un desafío significativo para su procesamiento. Su dureza de Mohs relativamente alta, sus estructuras cristalinas densas y su sensibilidad a la química superficial hacen que la contaminación durante el rectificado perjudique directa y mediblemente el rendimiento electroquímico.
La molienda húmeda de perlas permite alcanzar los tamaños de partícula nanométricos que requieren estos materiales, pero a un coste considerable: el desgaste de los medios de molienda introduce contaminación por hierro y circonio a nivel de ppm, y el posterior secado por aspersión consume entre 30 y 401 TP³T de la energía total del proceso, además de conllevar el riesgo de formación de aglomerados. Para una química de baterías cuya principal propuesta de mercado es el bajo coste, una ruta de procesamiento con alto consumo energético y propensa a la contaminación constituye una contradicción fundamental.
La molienda en seco, principalmente la molienda por chorro y la molienda mecánica de alta energía, aborda ambos problemas simultáneamente. Al no existir un medio líquido, no se disuelven los iones metálicos de los medios de molienda. Al no existir un paso de secado, no se forman aglomerados ni se reduce el coste energético asociado. La desventaja es que la molienda en seco requiere un control más preciso de la distribución del tamaño de partícula y del área superficial que los procesos húmedos. Las especificaciones del equipo deben ajustarse con precisión al material.
El desafío de las propiedades de los materiales: ánodos de carbono duro
El carbono duro es el ánodo comercial preferido para las baterías de iones de sodio. Su estructura turboestrática desordenada proporciona el espaciamiento entre capas y los puntos de defectos superficiales que requiere el almacenamiento de iones de sodio. Sin embargo, estas mismas características estructurales lo hacen excepcionalmente sensible a las condiciones de procesamiento.
Los precursores de carbono duro se vuelven frágiles tras la carbonización a 1000-1400 °C, lo que facilita la molienda en términos de energía. Lo que no es sencillo es controlar el resultado. La molienda húmeda de carbono duro causa dos problemas distintos: la oxidación excesiva de los grupos funcionales superficiales (que altera el mecanismo de almacenamiento de sodio y reduce la eficiencia coulombiana inicial) y la explosión del área superficial por fractura de partículas (que aumenta la pérdida irreversible de capacidad en el primer ciclo de carga). Cada aumento de 1 m²/g en el área superficial BET por encima del objetivo suele reducir la eficiencia coulombiana del primer ciclo entre 0,3 y 0,8 puntos porcentuales, lo que supone una pérdida significativa de rendimiento a escala.
La molienda en seco en atmósfera controlada, especialmente con protección de gas inerte a baja temperatura, previene la oxidación superficial de superficies de carbono duro recién fracturadas y permite un control preciso de la esfericidad y la distribución del tamaño de las partículas. El resultado es un polvo con una superficie específica, una estructura porosa y una química superficial que optimizan la formación de la película SEI y la eficiencia coulombiana inicial.
El imperativo del coste y la eficiencia energética
La lógica de costos de las baterías de iones de sodio es sencilla: el ahorro de materia prima en comparación con las baterías de iones de litio es real y sustancial. Sin embargo, este ahorro se ve fácilmente erosionado por la ineficiencia del procesamiento. Las rutas de procesamiento húmedo pueden consumir entre 30 y 401 TP³T de la energía total de fabricación solo en la etapa de preparación de electrodos. Para una tecnología de baterías que debe competir en costo por kWh con las celdas de fosfato de hierro y litio (LFP) establecidas, este no es un punto de referencia de procesamiento sostenible.
El impulso hacia la tecnología de electrodos secos, que se acelerará en el campo de los electrodos de silicio (SIB) entre 2025 y 2026, refuerza esta dirección. El procesamiento de electrodos secos requiere que los materiales activos se entreguen como polvos secos con actividad superficial específica, gradientes de tamaño de partícula y compatibilidad con la fibrilación; características que deben incorporarse al polvo en la etapa de molienda, no añadirse posteriormente. Esto define directamente las especificaciones que debe cumplir la molienda en seco previa.
| Requisitos clave de molienda en seco impuestos por la producción en masa de cátodos polianiónicos de SIB: Contaminación metálica cero | D50 1–5 μm | PSD estrecho para mezcla bimodal Ánodos de carbono duro: Molienda controlada por atmósfera | Superficie BET controlada | Oxidación superficial mínima Cátodos de óxido en capas: Equipos con revestimiento cerámico | Procesamiento a baja temperatura | D50 5–15 μm Compatibilidad de electrodos secos: Actividad superficial específica | Gradiente de tamaño de partícula controlado | Salida sin disolventes |
Mejoras en la tecnología de molienda en seco para líneas de producción de baterías de iones de sodio
En el contexto de la producción en masa de SIB, la molienda en seco ya no es una operación unitaria independiente que produce polvo de un tamaño determinado. Se está convirtiendo en un sistema integrado que combina la molienda ultrafina, el control de la atmósfera, la modificación de la superficie y el conformado de partículas en un único proceso continuo. Las siguientes secciones describen las mejoras tecnológicas específicas que definen la vanguardia tecnológica.
Del simple rectificado a la modificación sinérgica de superficies gas-sólido
El cambio conceptual más significativo en la molienda en seco de materiales para baterías es el reconocimiento de que la etapa de molienda puede utilizarse para modificar simultáneamente la superficie del polvo, no solo para reducir el tamaño de las partículas. El flujo de aire a alta velocidad en los molinos de chorro genera fuerzas de corte y energía térmica localizada que pueden activar reacciones superficiales en condiciones controladas.
- Recubrimiento conductor in situ: Al introducir agentes conductores (nanotubos de carbono, negro de humo Super P) en el circuito de molienda junto con el material activo, la energía de cizallamiento e impacto del proceso recubre físicamente las partículas de material activo con una capa conductora uniforme. Una investigación publicada en 2024 demostró que la construcción de una red conductora sinérgica de nanotubos de carbono (CNT) y negro de humo mediante esta vía de composición en seco mejora significativamente la capacidad de velocidad de los electrodos gruesos (>20 mg/cm²), lo que soluciona directamente la lenta cinética de difusión de iones de sodio que limita las celdas SIB de electrodos gruesos.
- Pasivación superficial de carbono duro: Al controlar la atmósfera de molienda (gas inerte, baja temperatura), se evita que las superficies de carbono duro recién fracturadas reaccionen con el oxígeno atmosférico o la humedad antes de que puedan recolectarse y pasivarse. Esto preserva la química superficial óptima para la formación de la película SEI y ofrece mejoras mensurables en la eficiencia coulombiana inicial en comparación con la molienda en atmósfera de aire.
- Procesamiento con control de humedad: Los materiales de cátodo de óxido laminar (en particular, los óxidos de metales de transición de sodio de tipo O₃) son sensibles a la humedad: la reacción superficial con el agua atmosférica forma fases de impurezas de NaOH y Na₂CO₃ que degradan la vida útil. La molienda en seco en un entorno de baja humedad o en atmósfera inerte elimina esta vía de degradación en el punto más vulnerable del proceso: cuando la superficie de las partículas alcanza su máximo inmediatamente después de la molienda.
Control de distribución bimodal del tamaño de partículas para una mayor densidad de compactación
La densidad de compactación del electrodo (la masa de material activo por unidad de volumen del electrodo) es uno de los principales determinantes de la densidad energética volumétrica en las celdas SIB. Por lo tanto, aumentar la densidad de compactación es una vía directa para aumentar la densidad energética sin modificar la composición química de la celda.
La estrategia más eficaz para maximizar la densidad de compactación es una distribución del tamaño de partícula bimodal (o multimodal), donde las partículas grandes proporcionan empaquetamiento estructural y las partículas finas rellenan los espacios intersticiales entre ellas. El reto reside en que un solo proceso de molienda no puede optimizar simultáneamente poblaciones de partículas grandes y pequeñas con la precisión requerida.
La solución que se está adoptando en las líneas de producción SIB avanzadas es un sistema de molienda y clasificación arquitectura:
- Etapa 1: un molino mecánico (de rodillos de anillos o Molino de bolas) produce un polvo base con una amplia distribución de tamaño centrada alrededor de la partícula grande objetivo D50 (normalmente 10–20 μm para materiales de cátodo).
- Etapa 2: Una parte del polvo base se desvía a un molino de chorro o revuelto Molino de bolas para un mayor refinamiento a D50 2–5 μm, produciendo la fracción fina.
- Etapa 3: un turbo de alta precisión clasificador Realiza una separación de tamaño precisa en ambas corrientes, produciendo distribuciones de tamaño de partículas nítidas que cumplen con la especificación de mezcla bimodal.
- Etapa 4: Las fracciones gruesas y finas se mezclan en la proporción de masa optimizada para lograr la distribución bimodal objetivo y la máxima densidad de empaquetamiento.
Se ha demostrado que esta arquitectura de proceso aumenta la densidad de compactación de electrodos en 15% o más, en comparación con el polvo monomodal convencional. Esto se traduce en una mejora directamente proporcional de la densidad energética volumétrica. La precisión del clasificador, en particular su capacidad para realizar un corte preciso entre las poblaciones gruesa y fina con una superposición mínima, es la variable crítica de este proceso.
Diseño de equipos de cero contaminación: revestimientos cerámicos y procesamiento sin metal
Las baterías de iones de sodio tienen una tolerancia ligeramente mayor a las impurezas metálicas traza que las celdas de iones de litio, pero esta tolerancia tiene límites claros. La contaminación por hierro, cromo y níquel por encima de los niveles umbral sigue siendo la principal causa de autodescarga y, en aplicaciones de almacenamiento de energía de ciclo largo (más de 5000 ciclos), contribuye al riesgo de desbordamiento térmico.
La respuesta de la industria es una transición integral hacia equipos de molienda en seco con revestimiento cerámico y sin contacto con el metal. En la práctica, esto significa:
- Revestimientos de cámaras de molienda de alúmina o carburo de silicio: reemplazando superficies de contacto de acero al carbono o acero inoxidable, eliminando Fe y Cr como fuentes de contaminación del propio cuerpo del molino.
- Ruedas clasificadoras de cerámica y álabes guía: Dado que el clasificador es el componente de mayor desgaste en un sistema de clasificación de aire y opera en contacto continuo con la fracción más fina (más sensible a la contaminación) del polvo.
- Sistemas de transporte y recogida no metálicos: incluyendo tuberías revestidas de PTFE y ciclones y filtros de mangas revestidos de cerámica, extendiendo la filosofía de cero contaminación a todo el circuito de manipulación de polvo.
- Detección y rechazo de metales en línea: Separadores magnéticos en línea y separadores de corrientes de Foucault ubicados en la descarga del molino para interceptar cualquier partícula contaminante antes de que llegue al recipiente de recolección de producto.
| Actualización tecnológica | Problema que resuelve | Especificación clave | Impacto en la producción |
| Fresado por chorro de gas inerte | Oxidación superficial de carbono duro y óxidos estratificados | O₂ < 100 ppm en el circuito de molienda | +2–5% eficiencia coulombiana inicial |
| Recubrimiento conductor seco in situ | Capacidad de velocidad lenta en electrodos gruesos | Co-molienda de CNT/Super P con material activo | Mejora de la capacidad de velocidad a >20 mg/cm² |
| Arquitectura de clasificador de series + molino | Baja densidad de compactación (PSD monomodal) | Relación D50 bimodal típicamente de 4:1 a 8:1 | Densidad de compactación +15% vs. monomodal |
| Equipos revestidos de cerámica | Contaminación por Fe/Cr/Ni de las superficies del molino | Impurezas metálicas totales <1 ppm en la descarga del molino | Preservación de la vida útil del ciclo >5000 ciclos |
| Molienda criogénica a baja temperatura | Degradación térmica de precursores sensibles al calor | Temperatura de molienda <40 °C mediante enfriamiento con LN₂ | Conserva la estructura cristalina del precursor. |
Los desafíos restantes: lo que la industria aún no ha resuelto
A pesar de los avances significativos, varios desafíos técnicos siguen sin resolverse o no se han abordado adecuadamente en la molienda en seco para la producción en masa de SIB en el período 2025-2026. Los fabricantes que resuelvan estos problemas primero obtendrán una ventaja competitiva duradera.
Rendimiento vs. control PSD: compensación en la clasificación de alta velocidad
Los turboclasificadores de alta precisión pueden lograr cortes de partículas precisos según las especificaciones que requiere la distribución bimodal, pero el rendimiento disminuye drásticamente a medida que aumenta la precisión de corte. A escala de producción, donde se deben procesar decenas de toneladas diarias de polvo catódico, el coste de capital y el espacio ocupado por el equipo de clasificación necesarios para lograr simultáneamente un alto rendimiento y un estricto control de la PSD son considerables. La industria necesita clasificadores que mantengan una precisión de corte submicrónica con un rendimiento significativamente mayor que el que permiten los equipos actuales.
Fluidez del polvo en tamaños de partículas ultrafinas
A medida que los materiales de cátodo SIB se muelen a D50 por debajo de 3 μm para cumplir con las especificaciones del electrodo seco, la fluidez del polvo se degrada drásticamente. Las fuerzas de Van der Waals y las fuerzas electrostáticas predominan sobre la gravedad, lo que provoca la formación de puentes de polvo en tolvas y silos, una alimentación inconsistente a los equipos posteriores y una baja dispersabilidad en la mezcla del electrodo seco. La modificación de la superficie durante la molienda (añadiendo pequeñas cantidades de coadyuvantes de fluidez, como sílice pirogénica o derivados de ácidos grasos, al circuito de molienda) es un enfoque, pero debe validarse su compatibilidad electroquímica antes de su adopción.
Ampliación de los sistemas de molienda de gas inerte
La molienda de gases inertes (molienda por chorro en atmósfera de argón o nitrógeno) a escala de laboratorio y piloto está consolidada. Escalar estos sistemas a rendimientos de producción de 1 a 5 toneladas por hora, manteniendo las concentraciones de oxígeno por debajo de 100 ppm, gestionando el consumo de gas de forma económica y garantizando una operación segura, presenta desafíos de ingeniería considerables. Los sistemas de reciclaje de gases y la monitorización atmosférica inteligente son complementos necesarios que incrementan el coste y la complejidad de la línea de producción.
Calidad constante en tiradas de producción largas
El desgaste de los medios de molienda (en molinos de bolas agitados) y de las ruedas clasificadoras (en turboclasificadores) provoca una deriva gradual de la PSD a lo largo de ciclos de producción prolongados. En la producción de materiales para baterías, donde las especificaciones de la PSD son estrictas y el rendimiento es crítico, esta deriva puede hacer que el producto pase de estar dentro de las especificaciones a estar fuera de ellas sin un cambio visible en las condiciones del proceso. La monitorización automatizada de la PSD en línea, mediante difracción láser o espectroscopia acústica, combinada con el control de bucle cerrado de la velocidad del clasificador, es la solución emergente, pero requiere la integración de instrumentación de la que carecen actualmente la mayoría de las líneas de producción.
Configure su línea de molienda en seco de baterías de iones de sodio con EPIC Powder Machinery
Los requisitos de ingeniería de polvos para la producción en masa de baterías de iones de sodio son específicos, exigentes y evolucionan rápidamente. Ya sea que procese materiales de cátodos polianiónicos, ánodos de carbono duro o polvos de óxido laminar, la configuración correcta de molienda en seco (tipo de molino, clasificador, control de atmósfera, material de revestimiento) determina el límite máximo del rendimiento de su batería y el límite mínimo de su costo por kWh.
El equipo de ingeniería de EPIC Powder Machinery se especializa en sistemas de molienda en seco para materiales avanzados de baterías. Ofrecemos molienda por chorro, turboclasificadores de alta precisión y líneas de procesamiento con revestimiento cerámico de cero contaminación. Disponemos de ensayos a escala de laboratorio para validar las especificaciones del polvo antes de invertir en la producción completa.
→ Solicite una consulta de proceso gratuita: www.epic-powder.com/contact
→ Explore nuestros sistemas de molienda de materiales de batería: www.epic-powder.com
Preguntas frecuentes
¿Por qué se prefiere la molienda en seco a la molienda en húmedo para los materiales de cátodo de baterías de iones de sodio?
La molienda húmeda presenta dos problemas difíciles de tolerar en la producción de SIB. En primer lugar, el desgaste de los medios de molienda de zirconio o acero libera iones de hierro y zirconio en la suspensión, contaminando el material del cátodo a nivel de ppm, lo que afecta considerablemente la vida útil. En segundo lugar, el secado por aspersión necesario tras la molienda húmeda consume entre 30 y 401 TP³T de energía de preparación del electrodo y presenta el riesgo de formación de aglomerados. La molienda en seco, en particular la molienda por chorro, elimina ambos problemas: la ausencia de medio líquido implica la ausencia de contaminación iónica, y la ausencia de secado implica un menor coste energético y la ausencia de aglomeración. Para una química de baterías que compite en coste por kWh, esto convierte al procesamiento en seco en la opción estructuralmente correcta.
¿Qué es la distribución del tamaño de partículas bimodal y por qué es importante para los electrodos SIB?
Una distribución bimodal del tamaño de partícula significa que el polvo contiene dos poblaciones de tamaño de partícula distintas: partículas grandes que forman el empaque estructural del electrodo y partículas finas que rellenan los huecos entre ellas. Esto maximiza la densidad de compactación del electrodo (la masa de material activo por unidad de volumen), lo que aumenta directamente la densidad energética volumétrica. Una arquitectura de clasificación y molienda conectada en serie, donde un molino mecánico produce la fracción gruesa y un molino de chorro o de bolas agitadas produce la fracción fina, permite un control preciso de ambas poblaciones. Se han demostrado mejoras en la densidad de compactación del electrodo de 15% o más con distribuciones bimodales optimizadas en comparación con el polvo monomodal convencional.
¿Cómo mejora la molienda en atmósfera de gas inerte el rendimiento del ánodo de carbono duro?
Al moler carbón duro al aire, las superficies recién fracturadas reaccionan inmediatamente con el oxígeno atmosférico y la humedad. Este proceso forma grupos funcionales superficiales que contienen oxígeno (C=O, COOH, C-OH) que alteran el mecanismo de almacenamiento de sodio. Estos grupos incrementan el consumo irreversible de sodio en el primer ciclo de carga, reduciendo la eficiencia coulombiana inicial. La molienda bajo gas inerte (argón o nitrógeno) con oxígeno inferior a 100 ppm previene esta reacción superficial. Conserva la química superficial que optimiza la formación de la película SEI. Se han demostrado mejoras de 2 a 5 puntos porcentuales en la eficiencia coulombiana inicial para carbón duro procesado en atmósfera inerte, en comparación con la molienda en atmósfera de aire.
¿Qué equipo se necesita para producir polvo de cátodo SIB molido en seco sin contaminación?
Una línea de molienda en seco sin contaminación para materiales de cátodo SIB requiere:
(1) una molino de chorro o molino de bolas agitado revestido de cerámica sin superficies metálicas en contacto con el producto;
(2) una dinámica revestida de cerámica clasificador de aire para un control preciso de PSD;
(3) Sistemas de transporte, ciclones y filtros de mangas revestidos de PTFE o de cerámica;
(4) separación magnética en línea en la descarga del molino;
(5) Para materiales sensibles a la atmósfera, un circuito cerrado de gas inerte mantiene el O₂ por debajo de 100 ppm en todo momento. EPIC Powder Machinery diseña y suministra sistemas completos que cumplen con estas especificaciones.

¿Cómo cambia la tecnología de electrodos secos los requisitos de especificación de polvo para materiales activos SIB?
La tecnología de electrodos secos impone requisitos específicos para el polvo que difieren significativamente de la producción convencional de electrodos en suspensión. Los polvos de material activo deben tener: una superficie específica y un gradiente de tamaño de partícula que permita una mezcla uniforme con el aglutinante de PTFE; suficiente actividad superficial para promover la fibrilación del aglutinante bajo presión de calandrado; y una forma de partícula fluida y sin disolventes que se procese de forma uniforme mediante equipos de mezcla en seco. Estos requisitos deben incorporarse al polvo en la etapa de molienda y clasificación; no pueden añadirse posteriormente.
Polvo épico
Epic Powder cuenta con más de 20 años de experiencia en la industria de polvos ultrafinos. Promovemos activamente el desarrollo futuro de polvos ultrafinos, centrándonos en los procesos de trituración, molienda, clasificación y modificación de polvos ultrafinos. ¡Contáctenos para una consulta gratuita y soluciones personalizadas! equipo de expertos Nos dedicamos a ofrecer productos y servicios de alta calidad para maximizar el valor de su procesamiento de polvo. Epic Powder: ¡su experto de confianza en procesamiento de polvo!

Gracias por leer. Espero que mi artículo te haya sido útil. Deja un comentario abajo. También puedes contactar con el servicio de atención al cliente de EPIC Powder en línea. Zelda para cualquier consulta adicional.
— Jason Wang, Ingeniero