Öğütme ve topaklanmayı giderme arasında önemli bir fark vardır. Öğütme, birincil parçacıkları parçalamak için yeterli enerji uygular. Katı malzemeyi kırarak parçacık boyutunu küçültür. Topaklanmayı giderme ise, sentez, işleme veya kurutma sırasında bir araya kümelenmiş parçacıklar arasındaki daha zayıf bağları kırmak için daha düşük, kontrollü bir enerji uygular. Birincil parçacıklar bozulmadan kalır, sadece kümeler parçalanır.
Küresel gözenekli karbon, lityum demir fosfat katot tozu ve sentetik grafit gibi malzemeler için topaklanmayı giderme doğru işlemdir.
EPIC Powder Machinery'nin pim değirmeni Bu sorunu, darbe enerjisini hassas bir şekilde kontrol ederek çözen deaglomerasyon sistemleri mevcuttur. İç içe geçmiş pimlere sahip ters yönde dönen diskler, yoğun ancak kısa süreli mekanik darbeler oluşturur; bu darbeler, birincil parçacıkları kırmadan aglomerat bağlarını koparmaya yeterlidir. Entegre bir sistemle birleştirildiğinde... hava sınıflandırıcı, Sistem, dar bir parçacık boyutu aralığını korur ve herhangi bir malzemenin işleme bölgesinde gerekenden daha uzun süre kalmasını önler. Bu makale, her biri için işlem verileriyle birlikte, bunun üç özel uygulama üzerinden nasıl çalıştığını açıklamaktadır.
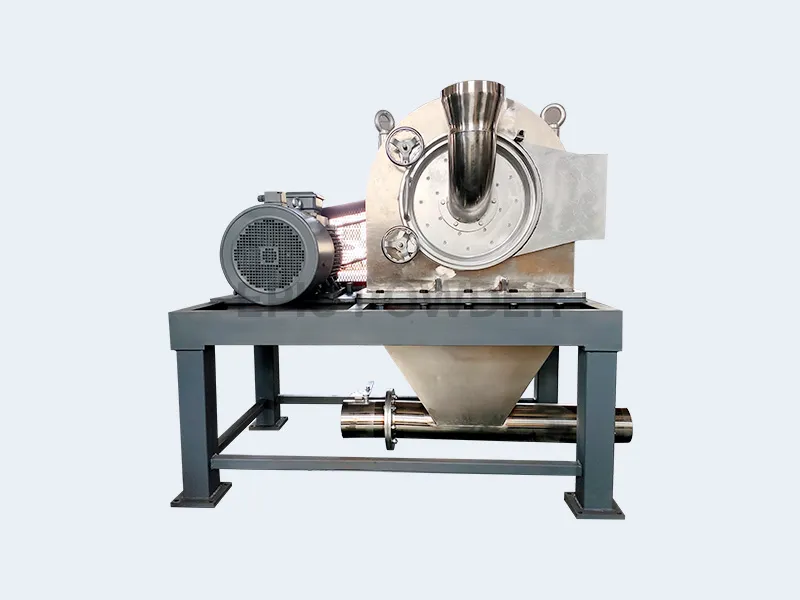
Bir pimli değirmen, öğütme yapmadan topakları nasıl ayırır?
Bir pimli değirmen, ortak bir eksen üzerinde karşılıklı olarak monte edilmiş ve her biri eş merkezli pim halkalarıyla donatılmış iki diskten oluşur. Karşıt yönlü dönme konfigürasyonunda, her bir disk bir yönde döner. Bitişik pim halkaları arasındaki bağıl hız, dış halkalarda yaklaşık 150-250 m/s'dir. Besleme malzemesi merkezden girer ve ardışık pim halkalarından dışarı doğru hareket ederek hızlı bir darbe olayları dizisi yaşar.
Tahribatsız topaklanmayı gidermenin anahtarı, kalma süresidir. Parçacıklar milisaniyeler içinde pin alanından geçer. Parçacık başına uygulanan toplam enerji, diğer yöntemlere göre çok daha düşüktür. bilyalı değirmen veya bir jet değirmeni. Pimli değirmen, aglomerat kümelerini bir arada tutan elektrostatik, van der Waals veya zayıf mekanik bağları kırmak için yeterli miktarda itme kuvveti uygular. Ardından, ana parçacıkların kendilerine zarar verecek kadar enerji birikmeden malzeme dışarı çıkar.
Dinamik bir hava sınıflandırıcı ile birlikte kullanıldığında, sistem kapalı bir döngüde çalışır. Başarılı bir şekilde topaklanmadan arındırılmış ve hedef partikül boyutuna ulaşmış malzeme, ürün toplama sistemine yönlendirilir. Hedef boyutun üzerinde kalan malzeme ise, bir kez daha elek alanından geçirilmek üzere geri gönderilir. Bu, zaten ince olan malzemenin aşırı işlenmesini önler ve sonraki eleme ihtiyacını ortadan kaldırır.
Pin değirmeniyle topak giderme işleminin ölçülebilir sonuçlar verdiği üç uygulama alanı

1. Küresel Gözenekli Karbon — Gözenek Yapısının Korunması
Küresel gözenekli karbon, son derece gelişmiş bir iç gözenek ağı oluşturan piroliz ve aktivasyon süreçleriyle üretilir; gözeneklerin içindeki yüzey alanı, malzemeyi süper kapasitörler, gaz adsorpsiyonu ve gelişmiş filtrasyon için değerli kılan şeydir. Sorun şu ki, sentez süreci kürelerin kümelenmiş halde bulunmasına neden olur ve bu kümeleri jet değirmeni veya darbeli değirmenle açmaya yönelik geleneksel girişimler, gözenek yapısına sürekli olarak zarar verir. BET yüzey alanı analiziyle ölçüldüğünde, jet değirmeniyle işlenmiş gözenekli karbon, öğütme öncesi referansa kıyasla tipik olarak 10-20%'lik bir yüzey alanı azalması gösterir; bu da son uygulamada doğrudan bir performans kaybı anlamına gelir.
Pin değirmeniyle topaklanmayı giderme işlemi, gözeneklerin çökmesine neden olan sürekli yüksek enerjili temas olmadan küreler arası bağları kırar. Çoğu gözenekli karbon uygulaması için hedef parçacık boyutu spesifikasyonu şöyledir:
- Dv10: 2,5 mikronun üzerinde — birim hacim başına aşırı yüzey alanını önlemek için ince kuyruğun kontrolü
- Dn50: 6-8 mikron — tutarlı elektrot veya filtre tabakası davranışı için ortalama boyut
- Dn100: 20 mikronun altında — iri topakları ortadan kaldıran katı üst sınır
Bu spesifikasyona jet değirmeni yerine pimli değirmenle ulaşmak, enerji tüketimini de önemli ölçüde azaltır; çünkü pimli değirmen, sert parçacıkları kırmak için gereken sıkıştırılmış gaz enerjisini uygulamaz; sadece parçacıklar arası bağları koparmak için gereken ve önemli ölçüde daha düşük olan mekanik darbe enerjisini uygular.
2. Lityum Pil Geri Dönüşümü — Alüminyum Folyodan Lityum Polimerin Ayrılması
Lityum iyon pil elektrot levhaları kullanım ömrünün sonuna ulaştığında ve geri dönüşüm için toplandığında, aktif katot malzemesi – demir fosfat kimyası pillerinde lityum demir fosfat (LFP) – alüminyum akım toplayıcı folyoya kaplanır. LFP tozunu yeniden satış veya yeniden işleme için uygun bir biçimde geri kazanmak, folyoyu LFP'yi kirleten ince alüminyum parçacıklarına ayırmadan folyodan ayırmayı gerektirir.
İşte pimli değirmenin diferansiyel darbe mekanizmasının çözdüğü sorun tam olarak budur. LFP kırılgandır: pim darbesi altında kırılır ve topaklanır. Alüminyum folyo ise esnektir: aynı darbe altında ince parçacıklara ayrılmadan bükülür, esner ve deforme olur. Pimler, folyo yüzeyindeki LFP kaplamasını etkili bir şekilde soyar ve titreştirirken, folyo büyük, bütün pullar halinde kalır. Ardından gelen hava sınıflandırma Bu aşama, ince LFP tozu ile büyük alüminyum pulları arasındaki yoğunluk ve boyut farkından yararlanır. Sınıflandırıcı bunları kolayca ayırır; alüminyum kaba atık akışına, ince LFP tozu ise ürün akışına gider.
| LFP Geri Dönüşüm Süreci Performans Hedefleri LFP ürünü D50: İğneli değirmenle topaklanmayı giderme işleminden sonra yaklaşık 10 mikron LFP ürünlerinde alüminyum kirliliği: Hava sınıflandırıcı ile ayrıştırma sonrasında kütlece 300 ppm'nin altında Alüminyum folyonun durumu: Büyük pul morfolojisi korunmuş - ayrı bir alüminyum geri dönüşüm akışı için uygun Bu neden önemli: 500 ppm'nin üzerindeki alüminyum kirliliği, LFP'nin yeniden satış değerini önemli ölçüde düşürür; folyo öğütme işlemi, LFP ürününe karışan ayrılmaz bir ince fraksiyon oluşturur. |
Alternatif yaklaşımlar - bağlayıcıyı yakmak için termal piroliz ve ardından mekanik ayırma veya bağlayıcının çözücü ile çözülmesi - ya enerji yoğundur ya da çözücü işleme altyapısı gerektirir. Pim değirmeni yöntemi, topaklanmayı giderme ve ayırma için kuru, sürekli, tek adımlı bir işlemdir ve aşağı akış kalite kontrol noktası olarak hava sınıflandırması kullanılır.
3. Sentetik Grafit — Yüzey Özelliği Ayarlamasıyla Kümelenmenin Giderilmesi
Lityum pil anotlarında kullanılan sentetik grafit, petrol koku veya zift koku öncüllerinin yüksek sıcaklıkta grafitizasyonu ile üretilir. Bu işlem, elektrot bulamacı hazırlanmadan önce parçalanması gereken kümelenmiş grafit parçacıkları üretir. Diğer iki uygulamadan farklı olarak, pimli değirmende grafitin kümelenmesinin giderilmesi, temel malzeme parametrelerini kontrollü ve faydalı bir şekilde değiştirir.
Pim değirmeninin grafit parçacıkları üzerindeki mekanik etkisi aynı anda üç şey yapar. Parçacıklar arası topaklanmaları kırar. Yeni kırılmış grafit yüzeylerinin keskin kenarlarını yuvarlaklaştırır ve düzleştirir (parçacık akışkanlığını iyileştirir ve keskin kenarlardan kaynaklanan elektrot kusurlarını azaltır). Ve yeni grafit yüzeylerini ve kenar düzlemlerini ortaya çıkararak özgül yüzey alanını mütevazı bir şekilde artırır. Bu yüzey alanı artışı ölçülebilir ve kontrol edilebilir. Pim hızı ve bekleme süresi ayarlanarak hassas bir şekilde ayarlanabilir. Ve doğrudan grafitin yağ emme değerini etkiler, bu da elektrot formülasyonunda ne kadar bağlayıcıya ihtiyaç duyulduğunu etkiler.
Belirli bir bağlayıcı sistem ve elektrot yoğunluğu hedefi için formülasyonlarını optimize eden elektrot mühendisleri için, grafit tedarikçisinden kontrollü bir yağ emme değerine sahip olmak gerçek bir pratik avantajdır. Bu, üretim partileri arasında değişen grafit yüzey özelliklerinden kaynaklanan formülasyon değişkenliğini azaltır.
Üretim Sonuçları
VAKA ÇALIŞMASI 1

LFP Katot Geri Kazanımı — Alüminyum Kirliliğini 800 ppm'den 300 ppm'nin altına düşürme
Durum
Kullanım ömrünü tamamlamış LFP katot elektrot levhalarını işleyen bir pil malzemesi geri dönüşüm operasyonunda, LFP tozu geri kazanılıyordu ancak üründe sürekli olarak 800-1200 ppm arasında alüminyum kirliliği ölçülüyordu; bu değer, malzemenin yeni hücrelerde yeniden kullanılmak üzere geri dönüştürülmüş aktif malzeme olarak satılmasına izin veren 300 ppm eşiğinin çok üzerindeydi. Mevcut süreçlerinde elektrot levhalarını kırmak için bir çekiçli değirmen kullanılıyordu; bu da alüminyum folyoyu LFP tozuyla birlikte sınıflandırılan ve daha sonraki aşamalarda ayrılamayan ince parçacıklara ayırıyordu.
Çözüm
EPIC Powder Machinery, çekiçli değirmeni, alüminyum üzerindeki LFP için kırılgan-sünek topaklanma giderme aralığına uygun bir pim ucu hızıyla yapılandırılmış, ters yönde dönen bir pimli değirmenle değiştirdi. Pim hızı, LFP kaplamasını folyo yüzeyinden ayıracak kadar yüksek, ancak sünek alüminyum folyonun kırılmadan darbe enerjisini emmesini sağlayacak kadar düşük ayarlandı. Akış yönünde bulunan dinamik bir hava sınıflandırıcı, ince LFP ürününü (D50 yaklaşık 10 mikron) kaba alüminyum pullarından ayırdı.
Sonuçlar
• LFP ürünündeki alüminyum kirliliği: 800-1.200 ppm'den sürekli olarak 280 ppm'nin altına düşürüldü — yeniden satış spesifikasyonları dahilinde.
• LFP D50: 10,2 mikron, dar dağılım — yeni elektrot formülasyonlarında yeniden kullanıma uygun
• Alüminyum folyo: Ayrı bir akışta büyük pul malzeme olarak geri kazanılır ve standart hurda değerinde alüminyum geri dönüşümüne uygundur.
İşlem modu: sürekli — parti döngüsü yok, çözücü kullanımı yok, ısıl işlem gerekmiyor.
VAKA ÇALIŞMASI 2
Küresel Gözenekli Karbon — Yüzey Alanı Kaybı Olmadan Kümelenmeyi Önleme
Durum
Süperkapasitör uygulamaları için gözenekli karbon küreler üreten bir firma, sentez ürünlerini akışkan yataklı jet değirmeni kullanarak topaklanmayı giderme işlemine tabi tutuyordu. Hedeflenen PSD (Dn50 6-8 mikron, Dn100 20 mikronun altında) elde edilebiliyordu, ancak jet değirmeniyle işlenmiş ürün üzerinde yapılan BET yüzey alanı ölçümleri, öğütme öncesi referans malzemeye göre sürekli olarak daha düşük yüzey alanı gösteriyordu. Azalan yüzey alanı, bitmiş süperkapasitör elektrotunda ölçülen kapasitenin doğrudan düşmesine yol açtı; topaklanmayı giderme adımı, ürünün temel performans özelliğini bozuyordu.
Çözüm
EPIC Powder Machinery, hedeflenen tane boyutu dağılımına (PSD) göre yapılandırılmış, entegre hava sınıflandırıcılı, ters yönde dönen bir pimli değirmen tedarik etti. Ar-Ge tesisimizde yapılan bir deneme sırasında, BET yüzey alanı kaybını 3%'nin altında tutarken boyut spesifikasyonuna ulaşmak için pim hızı ve besleme hızı optimize edildi.
Sonuçlar
- Parçacık boyutu: Dv10 2,7 mikron, Dn50 7,1 mikron, Dn100 18 mikron — belirtilen sınırlar dahilinde.
- BET yüzey alanı kaybı: 1.8%, öğütme öncesi referansa kıyasla — önceki jet öğütme işleminde 12-16%'ye karşılık.
- Elektrot kapasitesi: Yarı hücre testinde, öğütme öncesi referans malzemeye göre 2%'ye kadar geri kazanıldı.
Enerji tüketimi: Önceki jet değirmeni işlemine göre daha düşük maliyetlidir; topaklanmayı giderme, parçacık kırılmasına göre daha az enerji gerektirir ve pimli değirmen sıkıştırılmış gaz tüketmez.
| Pil geri dönüşümü, gözenekli karbon veya grafit için topaklanmayı giderme işlemine mi ihtiyacınız var?EPIC Powder Machinery'nin pimli öğütme sistemleri, her malzemenin sunduğu özel zorluğa göre yapılandırılmıştır; gözenekli karbon için darbe enerjisinin kontrolü, pil folyosu için sünek/gevrek ayrımının yönetimi ve grafit yüzey alanı ayarı için bekleme süresinin ayarlanması gibi. Ekipman satın almadan önce ücretsiz işleme denemeleri sunuyoruz. Malzemenizi ve hedef özelliklerinizi bize gönderin, biz de bir deneme yapıp önerilen bir konfigürasyonla birlikte PSD verilerini size geri gönderelim. Pim Değirmeni Toz Ayırma Sistemlerimizi Keşfedin: www.epic-powder.com |
Sıkça Sorulan Sorular
Aynı freze makinesi gözenekli karbon, LFP geri dönüşümü ve grafit olmak üzere üç malzemeyi de işleyebilir mi?
Aynı temel makine tasarımı üçünü de işleyebilir, ancak her malzeme için farklı konfigürasyon ayarları kullanılır. Birincil değişken pim ucu hızıdır: gözenekli karbon, gözenek yapısı hasarını önlemek için en düşük hızı gerektirir. LFP geri dönüşümü, LFP'nin alüminyuma göre kırılgan-sünek eşiğine ayarlanmış orta bir hız gerektirir. Sentetik grafit, topaklanmayı gidermenin yanı sıra mütevazı yüzey modifikasyonunu da içerdiği için daha yüksek hıza tolerans gösterir. Besleme hızı ve sınıflandırıcı tekerlek hızı da malzemeler arasında farklılık gösterir. Uygulamada, üç malzemeyi de tek bir hatta işleyen bir üretici, her malzeme için ayrı, doğrulanmış işlem reçeteleri kullanır ve çapraz kontaminasyonu önlemek için malzemeler arasında bir yıkama partisi içeren belgelenmiş bir geçiş prosedürü uygular. Malzemelerin sürekli olarak işlendiği yüksek hacimli operasyonlar için, malzeme başına özel pim değirmenleri daha pratik bir konfigürasyondur.
Geri dönüştürülmüş LFP'nin yeni pil üretiminde kullanılabilmesi için alüminyum kirliliği limiti nedir ve neden?
Pil sınıfı geri dönüştürülmüş LFP için yaygın olarak belirtilen eşik, kütlece 300 ppm'nin altında alüminyum içeriğidir. Bununla birlikte, bazı pil üreticileri, üst düzey uygulamalar için 100-200 ppm gibi daha sıkı sınırlar uygulamaktadır. Endişe elektrokimyasaldır: ince alüminyum parçacıklarından çözünen alüminyum iyonları, şarj sırasında anot üzerinde birikerek kapasite kaybına katkıda bulunabilir ve potansiyel olarak kısa devre riski oluşturan metalik alüminyum dendritleri oluşturabilir. Parçacık düzeyinde, elektrottaki çözünmemiş alüminyum parçacıkları da hız kapasitesini etkileyen yerel empedans değişimleri oluşturabilir. 300 ppm eşiği mutlak bir güvenlik sınırı değildir. Bu eşiğe, termal veya çözücü işleme adımları olmadan, pimli öğütücü ve hava sınıflandırıcı ile ulaşılabilir.
Destansı Toz
Destansı Toz, 20 yılı aşkın süredir ultra ince toz sektöründe deneyime sahibiz. Ultra ince tozun kırma, öğütme, sınıflandırma ve modifikasyon süreçlerine odaklanarak, ultra ince tozun gelecekteki gelişimini aktif olarak destekliyoruz. Ücretsiz danışmanlık ve özelleştirilmiş çözümler için bizimle iletişime geçin! uzman ekip Toz işleme süreçlerinizin değerini en üst düzeye çıkarmak için yüksek kaliteli ürünler ve hizmetler sunmaya kendini adamıştır. Epic Powder—Güvenilir Toz İşleme Uzmanınız!

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca EPIC Powder çevrimiçi müşteri temsilcisiyle de iletişime geçebilirsiniz. Zelda Daha fazla bilgi için lütfen iletişime geçin.”
— Jason Wang, Mühendis







