Existe uma distinção importante entre moagem e desaglomeração. A moagem aplica energia suficiente para fraturar as partículas primárias, reduzindo seu tamanho ao quebrar o material sólido. A desaglomeração, por sua vez, aplica energia controlada e de menor intensidade para romper as ligações mais fracas entre as partículas que se aglomeraram durante a síntese, o manuseio ou a secagem. As partículas primárias permanecem intactas, apenas os aglomerados são quebrados.
Para materiais como carbono poroso esférico, pó de cátodo de fosfato de ferro-lítio e grafite sintético, a desaglomeração é a operação adequada.
Máquinas para pó EPIC moinho de pinos Os sistemas de desaglomeração resolvem esse problema controlando a energia de impacto com precisão. Discos contrarrotativos com pinos intercalados criam impulsos mecânicos intensos, porém breves — o suficiente para quebrar as ligações dos aglomerados sem fraturar as partículas primárias. Combinado com um sistema integrado classificador de ar, O sistema mantém uma faixa estreita de tamanho de partículas e impede que qualquer material permaneça na zona de processamento por mais tempo do que o necessário. Este artigo explica como isso funciona em três aplicações específicas, com dados de processo para cada uma delas.
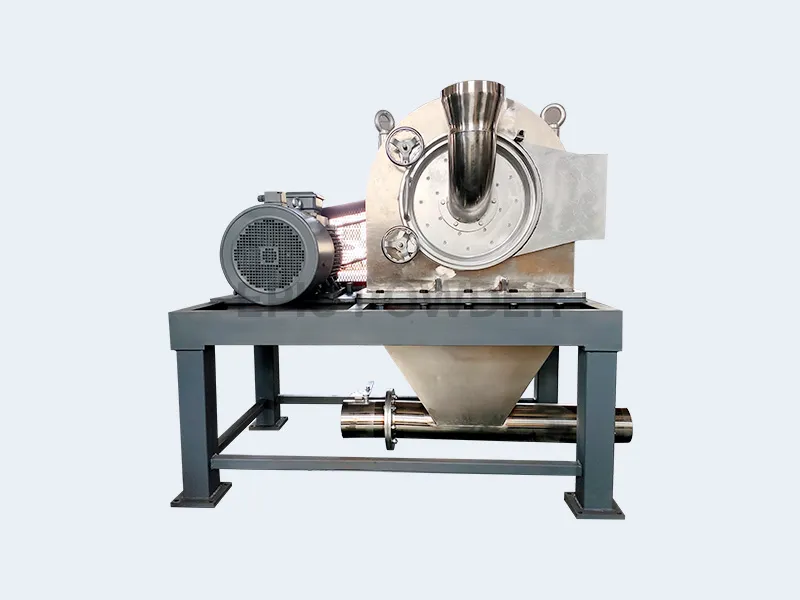
Como um moinho de pinos desaglomera sem moer
Um moinho de pinos consiste em dois discos montados face a face em um eixo comum, cada um equipado com anéis concêntricos de pinos. Em configuração contrarrotativa, um disco gira em cada direção. A velocidade relativa entre os anéis de pinos adjacentes é de aproximadamente 150-250 m/s nos anéis externos. O material de alimentação entra pelo centro e se move para fora através de sucessivos anéis de pinos, sofrendo uma rápida sequência de impactos.
A chave para a desaglomeração não destrutiva é o tempo de residência. As partículas atravessam o campo de pinos em milissegundos. A energia total aplicada por partícula é muito menor do que em um plasma. moinho de bolas ou um moinho de jato. O moinho de pinos aplica impulso suficiente para romper as ligações eletrostáticas, de van der Waals ou mecânicas fracas que mantêm os aglomerados unidos. Em seguida, o material sai antes que a energia acumulada seja suficiente para danificar as partículas primárias.
Quando combinado com um classificador de ar dinâmico, o sistema funciona em circuito fechado. O material que foi desaglomerado com sucesso e atinge o tamanho de partícula desejado segue para o sistema de coleta de produto. O material que ainda estiver acima do tamanho desejado retorna para uma nova passagem pelo campo de pinos. Isso evita o processamento excessivo de material já fino e elimina a necessidade de peneiramento posterior.
Três aplicações em que a desaglomeração por moinho de pinos proporciona resultados mensuráveis.

1. Carbono Poroso Esférico — Preservando a Arquitetura dos Poros
O carbono poroso esférico é produzido por processos de pirólise e ativação que criam uma rede de poros internos altamente desenvolvida — a área superficial dentro dos poros é o que torna o material valioso para supercapacitores, adsorção de gases e filtração avançada. O problema é que o processo de síntese produz aglomerados de esferas, e as tentativas convencionais de quebrar esses aglomerados com um moinho de jato ou moinho de impacto danificam invariavelmente a estrutura dos poros. Medido por análise de área superficial BET, o carbono poroso moído por jato tipicamente apresenta uma redução de 10 a 201 TP/3T na área superficial em comparação com a referência pré-moagem — uma perda direta de desempenho na aplicação final.
A desaglomeração por moinho de pinos rompe as ligações entre as esferas sem o contato prolongado de alta energia que colapsa os poros. A especificação de tamanho de partícula alvo para a maioria das aplicações de carbono poroso é:
- Dv10: acima de 2,5 micrômetros — controlando a cauda fina para evitar área de superfície excessiva por unidade de volume.
- Dn50: 6-8 micrômetros — tamanho mediano para comportamento consistente do eletrodo ou da camada filtrante.
- Dn100: abaixo de 20 mícrons — limite superior rígido que elimina aglomerados grosseiros
A obtenção dessa especificação com um moinho de pinos em vez de um moinho de jato também reduz significativamente o consumo de energia, porque o moinho de pinos não aplica a energia do gás comprimido necessária para fraturar partículas duras — ele aplica apenas a energia do impulso mecânico necessária para quebrar as ligações entre as partículas, que é substancialmente menor.
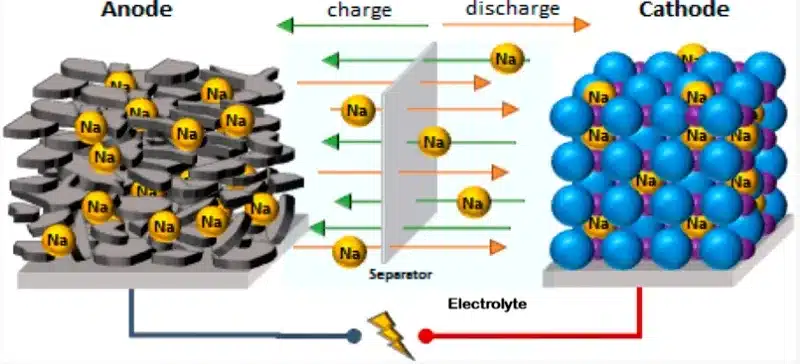
2. Reciclagem de baterias de lítio — Separação de LFP da folha de alumínio
Quando as folhas de eletrodo das baterias de íon-lítio chegam ao fim de sua vida útil e são coletadas para reciclagem, o material ativo do cátodo — fosfato de ferro-lítio (LFP, no caso de baterias com química de fosfato de ferro) — é revestido em uma folha de alumínio coletora de corrente. Recuperar o pó de LFP em uma forma adequada para revenda ou reprocessamento exige separá-lo da folha sem pulverizá-la em partículas finas de alumínio que contaminem o LFP.
É precisamente esse o problema que o mecanismo de impacto diferencial do moinho de pinos resolve. O LFP é quebradiço: fratura-se e desaglomera-se sob o impacto dos pinos. A folha de alumínio é dúctil: dobra-se, flexiona-se e deforma-se sob o mesmo impacto sem se fragmentar em partículas finas. Os pinos removem eficazmente o revestimento de LFP da superfície da folha por meio de vibrações, enquanto a folha permanece em grandes flocos intactos. O ar subsequente classificação A etapa explora a diferença de densidade e tamanho entre o pó fino de LFP e as grandes lascas de alumínio. O classificador os separa facilmente, com o alumínio sendo direcionado para o fluxo de rejeito grosso e o pó fino de LFP para o fluxo de produto.
| Metas de desempenho do processo de reciclagem de LFP Produto LFP D50: aproximadamente 10 mícrons após a desaglomeração por moinho de pinos Contaminação por alumínio no produto LFP: abaixo de 300 ppm em massa após separação por classificador de ar Condição da folha de alumínio: Morfologia de grandes flocos preservada — adequada para fluxo separado de reciclagem de alumínio Por que isso é importante: A contaminação por alumínio acima de 500 ppm degrada significativamente o valor de revenda do LFP; a pulverização da folha cria uma fração fina inseparável que afeta o produto LFP. |
As abordagens alternativas — pirólise térmica para queimar o aglutinante e posterior separação mecânica, ou dissolução do aglutinante por solvente — são intensivas em energia ou exigem infraestrutura para manuseio de solventes. O processo com moinho de pinos é um processo seco, contínuo e de etapa única para a desaglomeração e separação, com classificação do ar como controle de qualidade subsequente.
3. Grafite Sintético — Desaglomeração com Ajuste das Propriedades da Superfície
O grafite sintético usado em ânodos de baterias de lítio é produzido pela grafitização em alta temperatura de precursores de coque de petróleo ou coque de piche. O processo produz partículas de grafite aglomeradas que precisam ser desaglomeradas antes da preparação da pasta para eletrodos. Ao contrário das outras duas aplicações, a desaglomeração do grafite em um moinho de pinos também modifica parâmetros-chave do material de forma controlada e útil.
A ação mecânica do moinho de pinos sobre as partículas de grafite realiza três funções simultaneamente: quebra os aglomerados interparticulares; arredonda e suaviza as arestas vivas das superfícies de grafite recém-quebradas (melhorando a fluidez das partículas e reduzindo defeitos nos eletrodos causados por arestas vivas); e aumenta ligeiramente a área superficial específica, expondo superfícies e planos de borda de grafite recém-desbastados. Esse aumento de área superficial é mensurável e controlável, podendo ser ajustado pela velocidade dos pinos e pelo tempo de residência. Além disso, afeta diretamente o valor de absorção de óleo da grafite, o que, por sua vez, influencia a quantidade de aglutinante necessária na formulação do eletrodo.
Para engenheiros de eletrodos que estão otimizando sua formulação para um sistema de aglutinante específico e uma meta de densidade de eletrodo, ter um valor de absorção de óleo controlado fornecido pelo fornecedor de grafite é uma vantagem prática real. Isso reduz a variabilidade da formulação decorrente da alteração das propriedades da superfície da grafite entre lotes de produção.
Resultados de produção
ESTUDO DE CASO 1

Recuperação de cátodo LFP — Reduzindo a contaminação por alumínio de mais de 800 ppm para menos de 300 ppm
A situação
Uma operação de reciclagem de materiais de baterias que processava folhas de eletrodos catódicos de LFP em fim de vida útil estava recuperando pó de LFP, mas consistentemente detectava contaminação por alumínio entre 800 e 1.200 ppm no produto — bem acima do limite de 300 ppm que permite a venda do material como matéria-prima reciclada para reutilização em novas células. O processo existente utilizava um moinho de martelos para quebrar as folhas de eletrodo, o que fragmentava a folha de alumínio em partículas finas que se misturavam com o pó de LFP e não podiam ser separadas posteriormente.
A solução
A EPIC Powder Machinery substituiu o moinho de martelos por um moinho de pinos contrarrotativo, configurado com uma velocidade na ponta dos pinos ajustada à faixa de desaglomeração dúctil-frágil para LFP em alumínio. A velocidade dos pinos foi ajustada para ser alta o suficiente para cisalhar o revestimento de LFP da superfície da folha, mas baixa o suficiente para que a folha de alumínio dúctil absorvesse a energia do impacto sem fraturar. Um classificador de ar dinâmico a jusante separou o produto fino de LFP (D50 de aproximadamente 10 micrômetros) dos flocos de alumínio grosseiros.
Resultados
• Contaminação por alumínio no produto LFP: reduzida de 800-1.200 ppm para consistentemente abaixo de 280 ppm — dentro da especificação de revenda.
• LFP D50: 10,2 mícrons, distribuição estreita — adequado para reutilização em novas formulações de eletrodos
• Folha de alumínio: recuperada como material em flocos grandes em um fluxo separado, adequada para reciclagem de alumínio com valor de sucata padrão.
Modo de processo: contínuo — sem ciclo em batelada, sem manuseio de solventes, sem necessidade de tratamento térmico.
ESTUDO DE CASO 2
Carbono Poroso Esférico — Desaglomeração sem Perda de Área Superficial
A situação
Um fabricante de esferas de carbono porosas para aplicações em supercapacitores estava desaglomerando seu produto de síntese usando um moinho de jato de leito fluidizado. A distribuição granulométrica (PSD) desejada (Dn50 de 6 a 8 micrômetros, Dn100 abaixo de 20 micrômetros) era alcançável, mas as medições da área superficial BET no produto moído por jato mostraram consistentemente uma área superficial 12-16% menor do que o material de referência pré-moagem. A área superficial reduzida se traduziu diretamente em uma capacitância medida menor no eletrodo do supercapacitor final — a etapa de desaglomeração estava degradando a principal propriedade de desempenho do produto.
A solução
A EPIC Powder Machinery forneceu um moinho de pinos contrarrotativo com classificador de ar integrado, configurado para a granulometria desejada. A velocidade dos pinos e a taxa de alimentação foram otimizadas durante um teste em nossas instalações de P&D para atingir a especificação de tamanho, mantendo a perda de área superficial BET abaixo de 3%.
Resultados
- Tamanho das partículas: Dv10 2,7 mícrons, Dn50 7,1 mícrons, Dn100 18 mícrons — dentro da especificação
- Perda de área superficial BET: 1,8% em comparação com a referência pré-moagem — versus 12-16% no processo anterior de moagem a jato.
- Capacitância do eletrodo: A recuperação atingiu um valor dentro de 2% do material de referência pré-moagem em testes de meia-célula.
Consumo de energia: inferior ao processo anterior de moinho de jato — a desaglomeração requer menos energia do que a fratura de partículas, e o moinho de pinos não consome gás comprimido.
| Precisa de desaglomeração para reciclagem de baterias, carbono poroso ou grafite?Os sistemas de moinho de pinos da EPIC Powder Machinery são configurados para o desafio específico que cada material apresenta — controlando a energia de impacto para carbono poroso, gerenciando a separação dúctil/frágil para folhas de baterias e ajustando o tempo de residência para otimizar a área superficial do grafite. Oferecemos testes de processamento gratuitos antes que você se comprometa com o equipamento. Envie-nos seu material e as especificações desejadas e realizaremos um teste, retornando os dados de distribuição do tamanho de partículas (PSD) com uma configuração recomendada. Conheça nossos sistemas de desaglomeração por moinho de pinos: www.epic-powder.com |
Perguntas frequentes
O mesmo moinho de pinos consegue processar os três materiais — carbono poroso, reciclagem de LFP e grafite?
O mesmo projeto básico de máquina processa os três materiais, mas com configurações diferentes para cada um. A velocidade da ponta do pino é a principal variável: o carbono poroso requer a menor velocidade para evitar danos à estrutura dos poros. A reciclagem de LFP requer uma velocidade intermediária, ajustada ao limite entre a fragilidade e a ductilidade do LFP e do alumínio. O grafite sintético tolera velocidades mais altas, pois o objetivo inclui uma modificação superficial moderada, além da desaglomeração. A taxa de alimentação e a velocidade da roda classificadora também variam entre os materiais. Na prática, um produtor que processa os três materiais em uma mesma linha utilizaria receitas de processo validadas e separadas para cada material, com um procedimento de troca documentado, incluindo um lote de lavagem entre os materiais para evitar contaminação cruzada. Para operações de alto volume, onde os materiais são processados continuamente, moinhos de pinos dedicados para cada material são a configuração mais prática.
Qual é o limite de contaminação por alumínio para que o LFP reciclado seja utilizável na produção de novas células, e por quê?
O limite geralmente citado para LFP reciclado de grau de bateria é um teor de alumínio inferior a 300 ppm em massa. No entanto, alguns fabricantes de células aplicam limites mais rigorosos, de 100 a 200 ppm, para aplicações premium. A preocupação é eletroquímica: íons de alumínio dissolvidos de partículas finas de alumínio podem se depositar no ânodo durante o carregamento, contribuindo para a perda de capacidade e potencialmente criando dendritos de alumínio metálico que representam um risco de curto-circuito. Em nível de partículas, partículas de alumínio não dissolvidas no eletrodo também podem criar variações locais de impedância que afetam a capacidade de taxa de descarga. O limite de 300 ppm não é uma garantia absoluta de segurança. É possível atingir esse limite com um moinho de pinos e um classificador a ar sem etapas de processamento térmico ou com solventes.
Pó épico
Pó épico, Com mais de 20 anos de experiência na indústria de pós ultrafinos, promovemos ativamente o desenvolvimento futuro desse setor, com foco nos processos de britagem, moagem, classificação e modificação. Entre em contato para uma consulta gratuita e soluções personalizadas! equipe de especialistas dedica-se a fornecer produtos e serviços de alta qualidade para maximizar o valor do seu processamento de pó. Epic Powder — Sua especialista confiável em processamento de pó!

Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode entrar em contato com o representante de atendimento ao cliente da EPIC Powder online. Zelda Para quaisquer outras dúvidas.”
— Jason Wang, Engenheiro