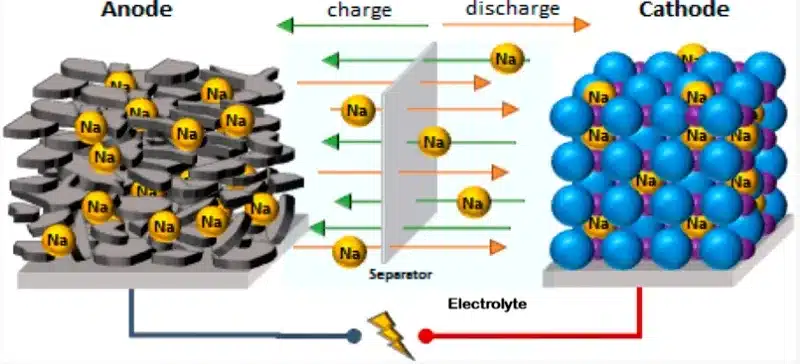
İçinde lityum iyon pil katot malzemesi Sistemlerde, lityum kobalt oksit (LiCoO₂) yüksek enerji yoğunluğu, kararlı deşarj platformu ve mükemmel döngü performansı ile öne çıkar. 3C tüketici elektroniği pilleri için temel bir katot malzemesi olmaya devam etmektedir. Lityum kobalt oksit tozunun parçacık boyutu dağılımı, morfolojisi, saflığı ve dağılabilirliği, elektrot sıkıştırma yoğunluğunu, iyon taşıma verimliliğini ve pil güvenlik performansını doğrudan etkiler. Ultra ince öğütme, lityum kobalt oksit üretiminde kritik bir işlemdir. Ekipman seçimi, ürün kalitesini ve üretim maliyetlerini doğrudan etkiler.
Şu anda, ana akım öğütme ekipmanı Endüstride öğütme makineleri esas olarak iki kategoriye ayrılır: hava jetli değirmenler ve mekanik değirmenler. Bu ikisi çalışma prensipleri, öğütme hassasiyeti ve uygulama alanları bakımından önemli ölçüde farklılık gösterir.
Bu makale, lityum kobalt oksidin malzeme özelliklerini ve lityum pil endüstrisinin katı standartlarını dikkate alarak, bu iki ekipman türünün performans avantajlarını ve dezavantajlarını karşılaştırıp analiz etmektedir. Ayrıca, lityum kobalt oksidin ultra ince öğütülmesi için en uygun çözümü açıklamakta ve üretim pratiğinde sıkça sorulan soruları yanıtlamaktadır. Amaç, lityum pil malzemesi şirketlerine ekipman seçiminde bilimsel bir temel sağlamaktır.

I. Lityum Kobalt Oksit Ultra İnce Öğütme İçin Temel Proses Gereksinimleri
Lityum kobalt oksit, yaklaşık 5,5-6,5 Mohs sertliğine sahip katmanlı bir metal oksittir. Sinterleme işleminden sonra, kümelenmiş bloklar oluşturma eğilimindedir. Ultra ince öğütme işlemi aşağıdaki dört temel gereksinimi karşılamalıdır:
- Hassas şekilde kontrol edilebilir parçacık boyutu
(tipik olarak D50 = 4–8 μm, D97 ≤ 15 μm; üst düzey ürünler için D50 ≤ 3 μm gereklidir) - Dar parçacık boyutu dağılımı
(Kaba parçacıkların ayırıcıları delmesini ve ince parçacıkların yan reaksiyonlara neden olmasını önlemek için) - Sıfır metal kirliliği
(Demir safsızlıkları ≤ 50 ppm; yüksek kaliteli ürünler ≤ 10 ppm) - Düşük sıcaklıkta inert koruma
(Yüksek sıcaklıkta oksidasyonu, yapısal çökmeyi ve toz patlaması risklerini önlemek için)
Aynı zamanda, üretimde sürekli istikrar, enerji maliyeti ve çevresel uyumluluk arasında denge kurulmalıdır. Herhangi bir süreç sapması, pil kapasitesini doğrudan azaltabilir, kullanım ömrünü kısaltabilir ve hatta güvenlik tehlikelerine yol açabilir.
II. Temel İlke Karşılaştırması: Jet Değirmeni vs Mekanik Öğütme Değirmeni
Jet Değirmeni: Parçacıkların Kendi Kendine Çarpmasıyla Ultra İnce Öğütme
Hava jetli öğütme makineleri, güç kaynağı olarak süpersonik hava akışını kullanır. Sıkıştırılmış gaz, bir Laval nozülü aracılığıyla 300-400 m/s hıza ivmelendirilir; bu da lityum kobalt oksit parçacıklarının öğütme haznesi içinde yüksek hızda çarpışmasına, kesilmesine ve sürtünmesine neden olarak kendi kendine öğütmeyi sağlar. Öğütme ortamı ile malzeme arasında doğrudan temas yoktur. Ekipman, yüksek hassasiyetli bir türbin içerir. sınıflandırıcı. Santrifüj kuvveti, iri ve ince parçacıkları gerçek zamanlı olarak ayırır. Nitelikli ince toz doğrudan toplanır. İri toz ise geri dönüşüm için öğütme bölgesine geri gönderilir ve bu işlem boyunca kapalı bir döngü sağlanır.

Mekanik Öğütme Değirmeni:
Mekanik değirmenler (hava sınıflandırıcı değirmenler, pim değirmenleriBu makineler, mekanik darbe kuvveti oluşturmak için yüksek hızlı dönen bir rotor (çekiçler, bıçaklar, pimler) kullanır. Bu, malzemenin stator ve hazne duvarlarına çarpmasına, kesilmesine ve öğütülmesine neden olarak parçacık boyutunu küçültür. Ekipman, bir sınıflandırıcı aracılığıyla çıkış parçacık boyutunu kontrol eder. Bazı üst düzey modeller, kirlenmeyi azaltmak için seramik kaplamalar kullanır. Öğütme işlemini tamamlamak için mekanik kinetik enerjiye dayanan bu makineler, basit bir yapıya ve yüksek üretim kapasitesine sahiptir.
III. Lityum Kobalt Oksit Öğütme İşleminde İki Sistemin Performans Karşılaştırması
Öğütme Hassasiyeti ve Parçacık Boyutu Kontrolü

Jet değirmenleri, parçacıkların kendi kendine öğütülmesi ve hassas işleme yoluyla çalışır. sınıflandırma, 1-10 μm D50 değeriyle ultra ince öğütme elde edilebilir. Parçacık boyutu dağılımı dardır (Span ≤ 1,2), aşırı öğütme veya iri parçacık sürüklenmesi yoktur. Parçacıklar yüksek küreselliğe ve pürüzsüz yüzeylere sahiptir ve üst düzey lityum kobalt oksit elektrotlarının şekillendirme gereksinimlerine mükemmel şekilde uymaktadır.
Mekanik değirmenler, mekanik yapıları nedeniyle sınırlıdır. Öğütme alt sınırı yaklaşık D50 = 8-15 μm olup, geniş bir parçacık boyutu dağılımına sahiptir (Span ≥ 1,8). İnce tozların topaklanmasına ve iri parçacık kalıntılarına eğilimlidirler, bu da yüksek kaliteli lityum pil malzemelerinin katı parçacık boyutu gereksinimlerini karşılamayı zorlaştırır.
Saflık ve Kirlilik Kontrolü
Lityum kobalt oksit, metalik safsızlıklara karşı son derece hassastır. Demir ve krom gibi safsızlıklar, pilin kendi kendine deşarj olmasına ve aşırı ısınma risklerine yol açabilir.
Hava jetli öğütme makinelerinde malzeme ile temas eden hareketli parça bulunmaz. Öğütme haznesi seramik ve tungsten karbür ile kaplanmıştır, bu da işlem boyunca metal aşınmasını ortadan kaldırır. Demir safsızlıkları 10 ppm'nin altında kontrol edilebilir ve ≥99.9% saflık elde edilebilir.
Mekanik değirmenlerde rotor ve çekiçler ile malzeme arasında yüksek hızlı sürtünme meydana gelir. Seramik koruma olsa bile, eser miktarda metal aşınması hala mevcuttur ve safsızlık içeriği kolayca 30 ppm'yi aşarak yüksek kaliteli lityum kobalt oksit üretim standartlarını karşılayamaz.
Sıcaklık Kontrolü ve Malzeme Stabilitesi
Lityum kobalt oksit, yüksek sıcaklıklarda oksijen salınımına ve oksidasyona eğilimlidir ve bu durum katmanlı kristal yapısını bozar.
Hava jetli değirmenler, adyabatik genleşmeli soğutma kullanarak öğütme haznesi sıcaklığını ≤50℃'de tutar ve işlem boyunca düşük sıcaklıklarda çalışır. Bu, malzemenin kristal yapısını ve elektrokimyasal özelliklerini mükemmel şekilde korur. Kapalı devre azot sirkülasyon sistemiyle birleştiğinde, oksijen içeriği ≤100 ppm olur ve oksidasyon ve patlama riskini tamamen ortadan kaldırır.
Mekanik değirmenler güç için mekanik sürtünmeye dayanır. Öğütme haznesinin sıcaklığı kolayca 80-120℃'ye ulaşır; bu da lityum kobalt oksidin pirolizine ve yüzey aktivitesinde azalmaya yol açabilir. Ek bir soğutma sistemine ihtiyaç duyulması, işlem karmaşıklığını artırır.
Üretim Kapasitesi ve Enerji Maliyetleri
Jet değirmenleri:
- Kapasite: 200–1000 kg/saat
- Yüksek enerji tüketimi (ton başına 800–1200 kWh)
- Yüksek ekipman yatırımı
- Yüksek ürün verimi ≥99%
Mekanik öğütme değirmenleri:
- Kapasite: 500–1500 kg/saat
- Düşük enerji tüketimi (ton başına 300–500 kWh)
- Daha düşük ekipman maliyeti
- İkincil sınıflandırma ve safsızlık giderme nedeniyle toplam verim yalnızca 85%–90%'dir.
Süreç Uyarlanabilirliği, Güvenlik ve Çevre Koruma
Jetli öğütücü, toz sızıntısını ortadan kaldıran tamamen negatif basınçlı, sızdırmaz bir tasarıma sahiptir. Azot sirkülasyon sistemi ile donatılmış olup, lityum kobalt oksidin yanıcı ve patlayıcı özellikleriyle uyumludur. Lityum pil endüstrisinin GMP temiz üretim standartlarını karşılar ve otomatik üretim hatlarına sorunsuz bir şekilde entegre edilebilir.
Mekanik öğütücülerin sızdırmazlık performansı daha zayıftır ve bu da toz sızıntısı riskini artırır. Mekanik darbeler kolayca kıvılcım oluşturabilir, bu da sıkı güvenlik önlemleri gerektirir ve lityum pil endüstrisinin güvenlik üretim yönetmeliklerine uymamaktadır.

Özet Tablosu
| Karşılaştırma Boyutu | Jet Değirmeni (Akışkanlaştırılmış/Disk Tipi) | Mekanik Darbeli Freze |
|---|---|---|
| Öğütme Prensibi | Süpersonik parçacık kendi kendine çarpışması | Yüksek hızlı rotor darbesi ve kesme |
| Demir kirlenmesi riski | Son derece düşük (tamamen seramik tasarım mümkün) | Orta (kesici aletlerin aşınma riski) |
| Parçacık morfolojisi | Yuvarlak, mikro çatlak yok | Keskin kırılma yüzeyleri, mikro-gerilim çatlakları |
| Sıcaklık kontrolü | Ortam sıcaklığına yakın (gaz genleşmesiyle soğutma) | Yüksek ısı üretimi, soğutma ceketi gerektirir. |
| İnce toz (D10) kontrolü | Daha zor, daha yüksek ultra ince fraksiyon | Daha iyi kontrol, daha az aşırı öğütme |
| Enerji tüketimi | Çok yüksek (hava kompresörü gereklidir) | Daha düşük enerji tüketimi |
| Yatırım maliyeti | Yüksek yardımcı sistem maliyeti | Kompakt ve daha düşük başlangıç yatırımı |
IV. Lityum Kobalt Oksit Ultra İnce Öğütme Ekipmanının Seçimi Hakkında Sonuç
Kapsamlı bir analiz sonucunda, lityum kobalt oksidin ultra ince öğütülmesinde "hava jetli değirmenler" ve "mekanik değirmenlerin" birbirinin mutlak ikamesi olmadığını görüyoruz. Seçim, hedef ürün konumlandırmanıza ve üretim aşamanıza bağlıdır.
Hava jetli freze ne zaman tercih edilmeli?
Eğer üretiliyorsa:
- Yüksek voltajlı LiCoO₂ (≥4,45V)
- Submikron veya ince D50 ≤ 8 μm katot malzemeleri
- Üst düzey tüketici batarya tedarik zincirleri
- Ar-Ge veya yüksek hassasiyetli uygulamalar
O halde jet frezeleme tercih edilen seçenektir.
Demir kirliliğinin sıfır olması, parçacık şeklinin korunması ve iri parçacıkların ortadan kaldırılması gibi avantajları, yüksek pil güvenliği ve uzun çevrim ömrü sağlamak için temel öneme sahiptir.
Mekanik kırıcı ne zaman tercih edilmelidir?
Eğer üretiliyorsa:
- Geleneksel voltaj LiCoO₂
- Kaba D50 ≥ 12 μm ön kırma aşaması malzemeleri
- Maliyet duyarlı, büyük ölçekli üretim
Bu durumda, mekanik bir öğütme değirmeni (tamamen seramik rotor ve astar ile) daha uygun maliyetlidir. Düşük enerji tüketimiyle yüksek verim sağlar.
Sektörle İlgili Sıkça Sorulan Sorular
S1: Jet değirmeniyle işlenmiş lityum kobalt oksit sonrasında oluşan aşırı BET yüzey alanı sorunu nasıl çözülür?
Jet öğütme işlemi, aşırı miktarda ultra ince parçacık üretebilir ve bu da BET yüzey alanını artırarak pil dolumu sırasında çok fazla elektrolit emilmesine neden olabilir.
Çözümler:
- Sınıflandırma parametrelerini optimize edin: aşırı öğütmeyi en aza indirmek için öğütme basıncını azaltın ve sınıflandırıcı hızını artırın.
- İkincil sınıflandırma: 1–2 μm'den küçük parçacıkları uzaklaştırmak için öğütücüden sonra yüksek hassasiyetli bir hava sınıflandırıcı takın.
- Parçacık şekillendirme: Parçacıkları nazikçe parlatmak ve yüzeydeki ince parçacıkları azaltmak için özel bir şekillendirme makinesi kullanın.
S2: Mekanik değirmenlerin tamamen seramik modifikasyonunda demir kontaminasyonunu önlemek için nelere dikkat edilmelidir?
Başlıca ölü bölgeler şunlardır:
- Dinamik mil salmastrası: pozitif basınçlı gaz izolasyonlu hava tahliyeli veya labirent salmastralar kullanın.
- Rotor kanadı sabitleme cıvataları: seramik kapaklarla veya metal olmayan kaplamalarla kaplayın.
- Besleme/boşaltma boru hatları: tamamen seramik veya UHMW-PE kaplı borular kullanın.
- Demir kaldırma işleminde: Çift koruma sağlamak için taşlama işleminden önce ve sonra manyetik ayırıcılar takın.

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca daha fazla sorunuz için Zelda çevrimiçi müşteri temsilcisiyle iletişime geçebilirsiniz.”
— Gönderen Emily Chen