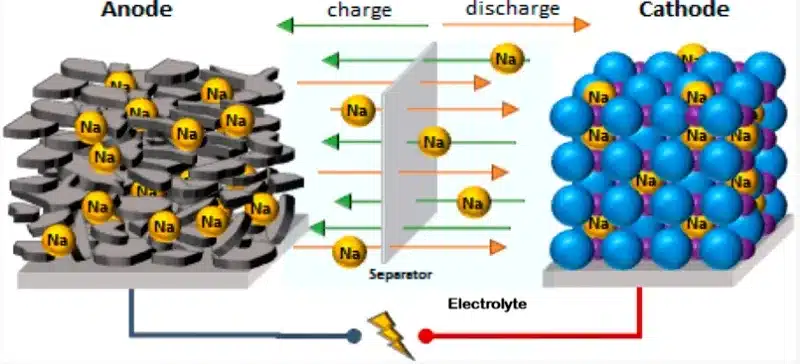
で リチウムイオン電池正極材料 リチウムコバルト酸化物(LiCoO₂)は、高エネルギー密度、安定した放電プラットフォーム、優れたサイクル性能を誇り、3C民生用電子機器用電池の主要正極材料であり続けています。リチウムコバルト酸化物粉末の粒度分布、形態、純度、分散性は、電極の圧縮密度、イオン輸送効率、電池の安全性に直接影響します。超微粉砕は、リチウムコバルト酸化物製造における重要な工程です。設備選定は、製品の品質と製造コストに直接影響します。.
現在主流 研削装置 業界における粉砕機は、主にエアジェットミルとメカニカルミルの2種類に分けられます。これら2種類は、動作原理、粉砕精度、適用場面において大きく異なります。.
本稿では、リチウムコバルト酸化物の材料特性とリチウム電池業界の厳しい基準を考慮し、これら2種類の装置の性能上の長所と短所を比較分析する。また、リチウムコバルト酸化物の超微粉砕における最適なソリューションを明らかにし、製造現場でよく寄せられる疑問にも答える。目的は、リチウム電池材料メーカーが装置を選定する際の科学的根拠を提供することである。.

I. リチウムコバルト酸化物の超微粉砕における主要プロセス要件
リチウムコバルト酸化物は、モース硬度が約5.5~6.5の層状金属酸化物です。焼結後、凝集塊を形成しやすい性質があります。超微粉砕には、以下の4つの主要要件を満たす必要があります。
- 粒子サイズを精密に制御可能
(一般的にD50 = 4~8 μm、D97 ≤ 15 μm。ハイエンド製品ではD50 ≤ 3 μmが求められる) - 狭い粒度分布
(粗粒子が分離器を突き破ったり、微粒子が副反応を引き起こしたりするのを防ぐため) - 金属汚染ゼロ
(鉄不純物含有量:50ppm以下、高級品は10ppm以下) - 低温不活性保護
(高温酸化、構造崩壊、粉塵爆発のリスクを防止するため)
同時に、生産においては、継続的な安定性、エネルギーコスト、環境規制への準拠のバランスを取る必要があります。工程上のいかなる逸脱も、バッテリー容量の低下、サイクル寿命の短縮、さらには安全上の危険を引き起こす可能性があります。.
II.基本原則の比較: ジェットミル 対 機械式粉砕機
ジェットミル:粒子自己衝撃式超微粉砕
エアジェットミルは、超音速気流を動力源として利用します。圧縮ガスはラバルノズルを通して300~400m/sまで加速され、粉砕室内でリチウムコバルト酸化物粒子が高速で衝突、せん断、摩擦することで自己粉砕を実現します。粉砕媒体と材料は直接接触しません。この装置には高精度タービンが組み込まれています。 分類器. 遠心力によって粗粒子と微粒子がリアルタイムで分離されます。良質な微粉末は直接回収され、粗粉末はリサイクルのために粉砕ゾーンに戻されます。このプロセス全体は閉ループで動作します。.

機械式粉砕機:
機械式ミル(空気分級ミル, ピンミル高速回転するローター(ハンマー、ブレード、ピン)を利用して機械的な衝撃力を発生させます。これにより、材料がステーターとチャンバーの壁に衝突、せん断、粉砕され、粒子サイズが小さくなります。装置は、分級機によって出力粒子サイズを制御します。一部のハイエンドモデルでは、汚染を低減するためにセラミックライニングを使用しています。機械的な運動エネルギーを利用して粉砕プロセスを完了するため、構造がシンプルで生産能力が高いのが特徴です。.
III.リチウムコバルト酸化物粉砕における2つのシステムの性能比較
粉砕精度と粒度制御

ジェットミルは、粒子の自己粉砕と精密な 分類, 1~10μmのD50値で超微粉砕を実現できます。粒度分布は狭く(スパン≦1.2)、過粉砕や粗粒子の混入もありません。粒子は高い球形度と滑らかな表面を持ち、ハイエンドのリチウムコバルト酸化物電極の成形要件に完全に適合します。.
機械式粉砕機は、その機械構造によって限界がある。粉砕の下限はD50=8~15μm程度で、粒度分布が広い(スパン≧1.8)。微粉末の凝集や粗粒子の残留が生じやすく、高性能リチウム電池材料に求められる厳しい粒度要件を満たすことが難しい。.
純度および汚染管理
リチウムコバルト酸化物は、金属不純物に対して極めて敏感です。鉄やクロムなどの不純物は、電池の自己放電や熱暴走のリスクを引き起こす可能性があります。.
エアジェットミルは、材料と接触する可動部品がありません。粉砕室はセラミックと炭化タングステンで覆われているため、プロセス全体を通して金属の摩耗がありません。鉄不純物は10ppm以下に抑えられ、99.9%以上の純度を実現できます。.
機械式粉砕機では、回転子とハンマー、そして原料との間で高速摩擦が発生します。セラミック保護を施しても、微量の金属摩耗は依然として存在し、不純物含有量は容易に30ppmを超え、ハイエンドのリチウムコバルト酸化物製造基準を満たせなくなる可能性があります。.
温度制御と材料安定性
リチウムコバルト酸化物は高温下で酸素を放出し酸化しやすく、その層状結晶構造が損傷を受ける。.
エアジェットミルは断熱膨張冷却方式を採用しており、粉砕室の温度を50℃以下に維持し、プロセス全体を通して低温で運転します。これにより、材料の結晶構造と電気化学的特性が完全に保護されます。さらに、密閉型窒素循環システムと組み合わせることで、酸素含有量を100ppm以下に抑え、酸化や爆発のリスクを完全に排除します。.
機械式粉砕機は、動力源として機械的摩擦を利用する。粉砕室の温度は容易に80~120℃に達し、リチウムコバルト酸化物の熱分解や表面活性の低下を引き起こす可能性がある。そのため、追加の冷却システムが必要となり、工程が複雑化する。.
生産能力とエネルギーコスト
ジェットミル:
- 処理能力:200~1000 kg/時
- 高いエネルギー消費量(1トンあたり800~1200kWh)
- 高額な設備投資
- 高い製品収率 ≥99%
機械式粉砕機:
- 処理能力:500~1500 kg/時
- 低エネルギー消費量(1トンあたり300~500kWh)
- 設備コストの削減
- 二次分類と不純物除去のため、全体の収量は85%~90%にとどまる。
プロセスの適応性、安全性および環境保護
このジェット式粉砕機は、完全負圧密閉設計を採用しており、粉塵漏れを完全に防止します。窒素循環システムを搭載しているため、リチウムコバルト酸化物の可燃性および爆発性にも対応可能です。リチウム電池業界のGMPクリーン生産基準を満たし、自動生産ラインにシームレスに統合できます。.
機械式粉砕機は密閉性能が劣るため、粉塵漏れのリスクが高い。また、機械的な衝撃によって火花が発生しやすく、厳格な安全対策が必要となるため、リチウム電池業界の安全生産規制を満たしていない。.

要約表
| 比較次元 | ジェットミル (流動床式/ディスク式) | 機械式インパクトミル |
|---|---|---|
| 研削原理 | 超音速粒子の自己衝突 | 高速ローターの衝撃とせん断 |
| 鉄汚染のリスク | 極めて低い(完全セラミックデザインも可能) | 中程度(切削工具の摩耗リスク) |
| 粒子形態 | 丸みを帯びており、微細なひび割れはありません。 | 鋭利な破断面、微小応力亀裂 |
| 温度調節 | ほぼ常温(ガス膨張冷却) | 発熱量が大きいため、冷却ジャケットが必要です。 |
| 微粉末(D10)制御 | より困難で、超微粒子の割合が高い | より優れた制御、より少ない研磨 |
| エネルギー消費 | 非常に高い(エアコンプレッサーが必要) | エネルギー消費量の削減 |
| 投資コスト | 補助システムのコストが高い | コンパクトで初期投資も少ない |
IV.リチウムコバルト酸化物超微粉砕装置の選定に関する結論
総合的な分析の結果、リチウムコバルト酸化物の超微粉砕において、「エアジェットミル」と「メカニカルミル」は完全に代替可能なものではないことが分かりました。どちらを選択するかは、目標とする製品ポジショニングと生産段階によって異なります。.
エアジェットミルを選ぶべきタイミングは?
生産する場合:
- 高電圧LiCoO₂(≥4.45V)
- サブミクロンまたは微細なD50≦8μmの陰極材料
- ハイエンド消費者向けバッテリーのサプライチェーン
- 研究開発または高精度アプリケーション
その場合は、ジェットミルが好ましい選択肢となる。.
鉄分汚染ゼロ、粒子形状の維持、粗大粒子の除去といった利点は、バッテリーの高い安全性と長いサイクル寿命を確保する上で不可欠である。.
機械式破砕機を選ぶべきタイミングは?
生産する場合:
- 従来の電圧LiCoO₂
- 粗粒D50 ≥ 12 μmの粉砕前段階材料
- コスト重視の大規模生産
そうなると、機械式粉砕機(ローターとライニングがすべてセラミック製)の方がコスト効率が良い。低エネルギー消費で高い処理能力を実現できる。.
業界に関するよくある質問
Q1:ジェットミル処理後のリチウムコバルト酸化物の過剰なBET表面積をどのように解決すればよいですか?
ジェットミル処理では、過剰な超微粒子が生成され、BET表面積が増加するため、バッテリー充填時に電解液を過剰に吸収する可能性がある。.
解決策:
- 分類パラメータを最適化する:過粉砕を最小限に抑えるため、粉砕圧力を下げ、分類機の速度を上げる。
- 二次選別:ミル後に高精度空気選別機を設置し、1~2μm未満の粒子を除去する。
- 粒子成形:専用の成形機を使用して粒子を優しく研磨し、表面の微粉を低減します。
Q2:機械式ミルをセラミックで完全に改造する際に、鉄汚染を避けるために考慮すべき点は何ですか?
主なデッドゾーンは以下のとおりです。
- 動的シャフトシール:正圧ガス遮断を備えたエアパージシールまたはラビリンスシールを使用する
- ローターブレード固定ボルト:セラミックキャップまたは非金属コーティングで覆う
- 供給/排出配管:全面セラミックまたは超高分子量ポリエチレン(UHMW-PE)ライニングのパイプを使用する。
- インライン鉄除去:研削の前後に磁気分離器を設置し、二重の保護を形成する

“お読みいただきありがとうございます。この記事がお役に立てば幸いです。ご意見・ご感想は下のコメント欄にお寄せください。その他ご質問がございましたら、ゼルダのオンラインカスタマーサポートまでお問い合わせください。”
— 投稿者 エミリー・チェン