I. Jet Değirmenlerinin Tanımı ve Türleri
A jet değirmeni, aynı zamanda bir olarak da bilinir hava jeti öğütücü veya akışkan enerji değirmeni, enerjisini kullanan ultra ince öğütme cihazıdır. yüksek hızlı hava akışı veya aşırı ısıtılmış buhar yoğunluğa neden olmak darbe, çarpışma ve sürtünme Parçacıklar arasında çarpışmalar meydana gelir ve böylece parçacık boyutunun küçültülmesi sağlanır. Jet değirmenlerinin temel prensibi, sıkıştırılmış hava kullanarak malzeme parçacıklarını son derece yüksek hızlara ivmelendirmektir. Özel olarak tasarlanmış bir öğütme odasının içinde, parçacıklar birbirleriyle şiddetli bir şekilde çarpışarak etkili bir toz haline getirme işlemi gerçekleştirirler.
Jet değirmenleri şu özellikleriyle karakterize edilir: Tekdüze parçacık boyutu dağılımı, yüksek ürün saflığı, yüksek aktivite, yüksek otomasyon derecesi, ve mükemmel uygunluk düşük erime noktalı ve ısıya duyarlı malzemeler. Parçacıklar arası etkileşim baskın öğütme mekanizması olduğundan, öğütme verimliliği yüksektir ve Isı üretimi minimum düzeydedir., Malzemenin termal bozulmasını veya erimesini önler.
Jet değirmenleri, aşağıdakiler gibi endüstrilerde ultra ince ve ince öğütme işlemlerinde yaygın olarak kullanılmaktadır: metalik olmayan mineraller, ilaçlar, kimyasallar, metalurji, ve gelişmiş malzemeler.
Yaygın endüstriyel jet frezeleme ekipmanları şunlardır:
- Düz (Disk) Jet Freze
- Dolaşımlı Borulu Jet Değirmeni
- Jet Mill'e karşıt görüş
- Akışkan Yataklı Jet Değirmeni
- Hedef Jet Değirmeni
II. Çeşitli Jet Değirmenlerinin Çalışma Prensipleri ve Özellikleri
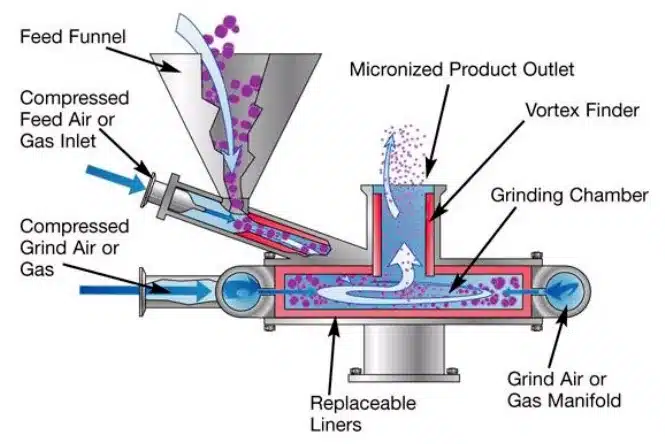
2.1 Düz (Disk) Jet Freze
O düz jet değirmeni, aynı zamanda şu şekilde de bilinir disk jet freze, ilk olarak tarafından başarıyla geliştirildi. Fluid Energy Company (ABD) 1934 yılında. Bu, endüstride en eski ve en yaygın kullanılan jet freze makinelerinden biridir.
2.1.1 Çalışma Prensibi
Malzeme, bir jet besleme nozülü aracılığıyla hızlandırılır ve öğütme haznesine verilir. Dönen bir hava akımıyla tahrik edilen parçacıklar, çeşitli işlemlerden geçer. karşılıklı çarpışma, sürtünme ve kayma, Bu durum, toz haline gelmeyle sonuçlanır.
İnce parçacıklar hava akımıyla öğütme haznesinin merkez çıkış borusuna doğru taşınır ve toplama için siklon ayırıcıya doğru spiral şeklinde aşağı iner. Egzoz gazı egzoz borusundan dışarı atılır. Kaba parçacıklar merkezkaç kuvvetiyle hazne duvarına doğru fırlatılır ve daha fazla öğütme için dolaşmaya devam eder.

2.1.2 Performans Özellikleri
Avantajlar:
- Basit yapı
- Kolay kullanım, sökme, temizleme ve Bakım
- Otomatik dahili sınıflandırma
Dezavantajları:
- Yüksek hızlı parçacıklar, hazne duvarına şiddetli bir şekilde çarparak, sürtünerek ve kesilerek hasara neden olur. şiddetli aşınma
- Potansiyel ürün kirliliği, özellikle çok sert malzemeleri öğütürken, silisyum karbür veya silisyum dioksit
- Öğütme haznesinin içi şu malzemeyle kaplanmalıdır: ultra sert, aşınmaya dayanıklı malzemeler (Örneğin, korundum, zirkonya, süper sert alaşımlar)
- Ultra sert veya yüksek saflıktaki malzemelerin ultra ince öğütülmesi için uygun değildir.
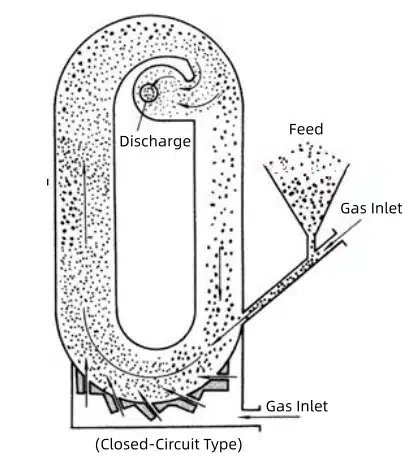
2.2 Sirkülasyonlu Borulu Jet Değirmeni
O sirkülasyonlu boru jet değirmeni, aynı zamanda şu şekilde de bilinir: dikey halka jet değirmeni, Ayrıca dahili sınıflandırma özelliğine de sahiptir. Şu şekilde bölünebilir: sabit kesit Ve değişken kesit tasarımlar. En yaygın kullanılan türü şudur: JOM (O tipi) değişken kesitli sirkülasyonlu borulu jet değirmeni.
2.2.1 Çalışma Prensibi
Parçacıklar, yüksek hızda öğütme bölgesine girdikten sonra, yüksek basınçlı hava tarafından itilerek bir yüzey boyunca hareket ettirilir. O şeklinde boru hattı. İç ve dış yolların yarıçaplarındaki farklılıklar nedeniyle, farklı katmanlardaki parçacıklar farklı hızlarda hareket eder.
Bu göreceli hareket neden olur sürtünme, kayma ve çarpışma Parçacıklar arasında. Santrifüj kuvveti altında, yoğun parçacık akımları tabakalaşır: iri parçacıklar dışarı doğru göç eder., sırasında ince parçacıklar içeri doğru hareket eder, Parçacıklar birleşir ve çıkıştan dışarı atılır. İri parçacıklar öğütmeye devam etmek üzere dolaşımda kalır.
2.2.2 Performans Özellikleri
Avantajlar:
- Basit ana ünite yapısı
- Kolay kullanım
- Eş zamanlı öğütme ve otomatik sınıflandırma
- Nispeten yüksek üretim kapasitesine sahip kompakt ekipman boyutu.
- Ürün inceliği şu seviyelere ulaşabilir: 3–0,2 μm
Dezavantajları:
- Hava akışı ve malzeme nedeniyle iç boru duvarında meydana gelen ciddi aşınma ve yıpranma.
- Yüksek sertlikteki malzemelerin işlenmesi için uygun değildir.
- En düşük öğütme verimliliği ve en yüksek enerji tüketimi. jet değirmeni tipleri arasında
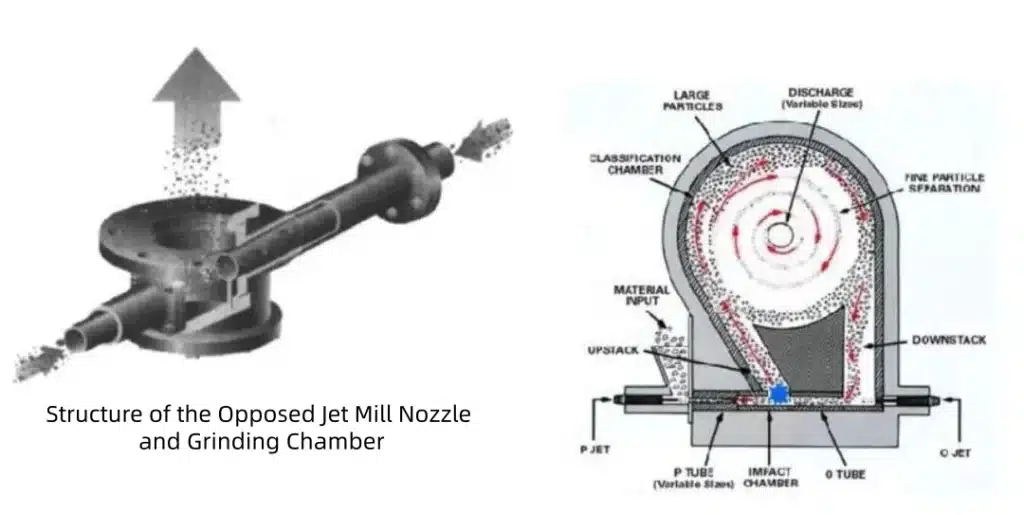
2.3 Karşıt Jet Değirmeni
O karşıt jet değirmeni, aynı zamanda şu şekilde de bilinir: karşı akışlı jet değirmeni, Bu cihaz, ultra ince öğütme işlemini şu yolla gerçekleştirir: süpersonik hava akımında doğrudan parçacık-parçacık çarpışması.
2.3.1 Çalışma Prensibi
Malzeme hazneden girer ve besleme nozullarından gelen yüksek hızlı hava akımıyla öğütme odasına enjekte edilir. Aynı zamanda, iri parçacıklar da bu işlem sırasında ayrışır. sınıflandırıcı Öğütme nozulları aracılığıyla öğütme haznesine tekrar verilirler.
Parçacıklar kafa kafaya çarpışır ve toz haline getirilir, ardından hava akımıyla yukarı doğru sınıflandırma odasına taşınır. Sınıflandırıcı içinde güçlü bir girdap akışı oluşarak parçacıkları boyutlarına göre ayırır. Kaba parçacıklar dışarı doğru hareket eder ve öğütme odasına geri dönerken, ince parçacıklar gaz-katı ayrımı ve toplama için merkezi çıkıştan dışarı çıkar.
2.3.2 Performans Özellikleri
Avantajlar:
- Büyük üretim kapasitesi
- Boru duvarı aşınmasını ve ürün kirlenmesini en aza indirir.
- Üretim için uygundur yüksek sertlikteki malzemelerin ultra ince tozları
Dezavantajları:
- Karmaşık yapı ve büyük ekipman boyutu
- Yüksek enerji tüketimi
- Öğütme haznesinde ve boru hatlarında hala bir miktar aşınma meydana gelmektedir.
Çünkü öğütme esas olarak şunlara dayanır: ilk çarpışmadan kaynaklanan parçacık-parçacık çarpışması, Jet tipi frezelerin duvar aşınmasını ve kirlenmeyi önemli ölçüde azaltması, onları daha sert malzemeler için uygun hale getirir.
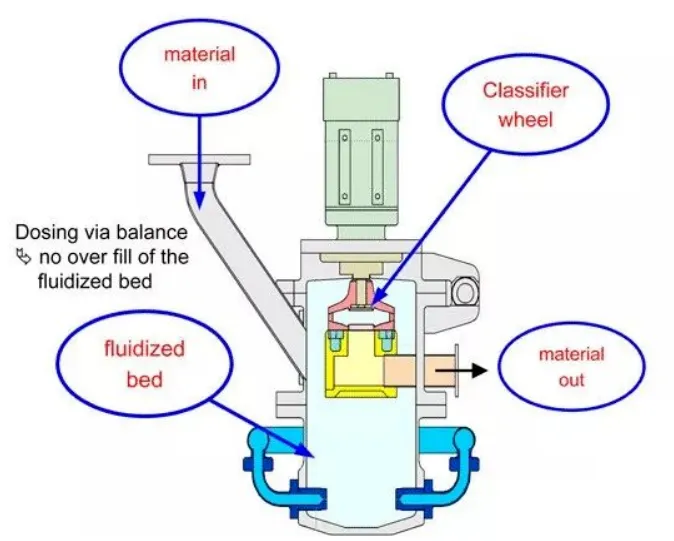
2.4 Akışkan Yataklı Jet Değirmeni
O akışkan yataklı karşıt jet değirmeni birleştirir karşıt jet taşlama prensibi ile akışkan yatak ve genişleyen gaz jetleri. Bunlardan biri olarak kabul edilir. en gelişmiş jet frezeleme teknolojileri Enerji verimliliği, yüksek kapasitesi, düşük aşınma oranı, kompakt yapısı ve minimum sıcaklık artışı nedeniyle.
2.4.1 Çalışma Prensibi
Malzeme bir vana aracılığıyla besleme hunisine girer ve bir vidalı besleyici vasıtasıyla öğütme odasına taşınır. Karşıt nozullardan basınçlı hava enjekte edilerek malzeme akışkan hale getirilir.
Hızlandırılmış parçacıklar, nozul kesişim noktalarında birleşerek burada çeşitli işlemlere tabi tutulurlar. yoğun çarpışma, sürtünme ve kayma. Yer altı malzemesi yukarıya doğru taşınır. türbin ultra ince sınıflandırıcı. İnce parçacıklar ürün olarak dışarı atılırken, iri parçacıklar daha fazla öğütülmek üzere hazne duvarı boyunca geri döner. Egzoz gazı bir toz toplayıcı vasıtasıyla uzaklaştırılır.
2.4.2 Performans Özellikleri
Avantajlar:
- Yüksek öğütme verimliliği ve düşük enerji tüketimi
Çok açılı parçacık çarpışmaları güçlü etkileşim kuvvetleri üretir ve bu da parçacıkların minimum jet gücü kaybıyla sağlanan enerjiyi tamamen absorbe etmelerini sağlar.
Akışkan yatak teknolojisi ve yatay türbinli sınıflandırıcının entegrasyonu, ince parçacıkların hızlı bir şekilde uzaklaştırılmasını sağlayarak aşırı öğütmeyi azaltır.
Disk jetli freze makinelerine kıyasla, ortalama enerji tüketimi şu oranda azalır: 30–50%. - Düşük aşınma ve minimum kirlenme
İlk darbeden itibaren, öğütme işlemi parçacıklar arası çarpışmalarla gerçekleşir ve bu da hazne duvarındaki aşınmayı önemli ölçüde azaltır. - Kompakt ekipman ve küçük boyut
Aynı kapasite altında, akışkan yataklı jet değirmenleri şunlardır: 10–15% hacim olarak daha küçük ve gerektirir 15–30% daha az kurulum alanı disk jetli frezelerden daha fazla. - Yüksek otomasyon derecesi
- Düşük gürültü
- Büyük üretim kapasitesi
- Büyük ölçekli endüstriyel üretim için uygundur.
Dezavantajları:
- Sınıflandırıcı bıçaklarına sürekli yüksek hızlı darbe uygulanması şu nedenlere yol açar: önemli aşınma ultra sert malzemelerin işlenmesi sırasında
Uygulamalar:
- Yüksek sertlikteki malzemeler
- Yüksek saflıkta malzemeler
- Öğütülmesi zor, katmanlı, metalik olmayan mineraller
- Isıya duyarlı malzemeler
- Yoğun gözenek yapısına sahip malzemeler
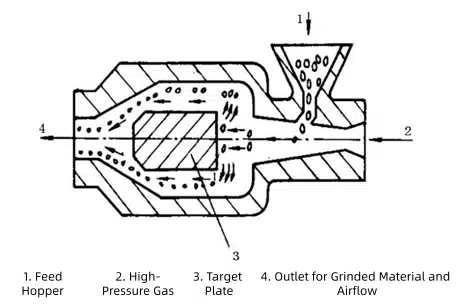
2.5 Hedef Jet Freze
2.5.1 Çalışma Prensibi
Bir cihazın çalışma prensibi hedef jet değirmeni Bu yöntem, malzeme parçacıkları ile sabit bir hedef yüzey arasındaki yüksek hızlı çarpışmaya dayanmaktadır. Malzeme, besleme borusunda sıkıştırılmış hava ile karıştırılır ve birlikte hızlandırılır. Karışık akış daha sonra özel olarak tasarlanmış bir nozül aracılığıyla boşaltılır ve bir hedefe doğru yönlendirilir. sabit darbe hedefi, Parçacıkların çarpışma sonucu ezildiği yer.
Çalışma sırasında, hava akışı nozül içinden hızlandırılarak bir şekil oluşturulur. süpersonik jet Öğütme haznesine girmeden önce, malzeme aynı anda hızlandırılır ve senkronize öğütme için hazneye verilir. Meme, öğütme haznesine göre dar bir açıyla yerleştirildiğinden, yüksek hızlı jet bir ivme oluşturur. dolaşım hareketi Oda içindeki parçacıkların toz haline getirilmesi yoluyla tozlaşma gerçekleşir. Toz haline getirme işlemi şu şekilde gerçekleşir: tekrarlanan darbe, çarpışma, sürtünme ve kesme Parçacıklar arasında ve parçacıklar ile sabit hedef plaka veya hazne duvarı arasında.
2.5.2 Performans Özellikleri
Avantajlar:
- Yüksek öğütme verimliliği
Yüksek hızlı hava akışını hedef yüzeye doğrudan etkiyle birleştirerek, hedef jetli değirmenler malzemeleri istenen parçacık boyutuna verimli bir şekilde indirgeyebilir. Elde edilebilen incelik şu seviyelere ulaşabilir: mikron ölçeği, Bu da onları, toz kalitesi konusunda katı gereksinimlere sahip uygulamalar için uygun hale getirir. - Dar parçacık boyutu dağılımı
Öğütme sırasında parçacıklar arası etkileşimin nispeten hafif olması nedeniyle, hedef jet değirmenleri aşağıdaki özelliklere sahip tozlar üretir: tekdüze ve dar parçacık boyutu dağılımı, Bu sayede, geleneksel taşlama ekipmanlarında sıkça görülen aşırı aşınma, topaklanma ve sıkışma önlenir. - Geniş uygulama yelpazesi
Çeşitli toz halindeki malzemelerin işlenmesi için uygundur, bunlar arasında şunlar yer alır: viskoz malzemeler, lifli malzemeler ve bazı metal tozları, Bu durum, endüstriyel uygulamalar için güçlü bir potansiyel göstermektedir. - Düşük enerji tüketimi
Optimize edilmiş hava akışı dinamikleri ve hedef tasarımı, öğütme verimliliğini artırırken genel enerji tüketimini azaltarak modern gereksinimleri karşılar. enerji tasarrufu ve emisyon azaltımı Gereksinimler. - İstikrarlı ve güvenilir çalışma
Rasyonel bir yapısal tasarımla, hedef jet değirmenleri şunları sunar: istikrarlı performans, uzun hizmet ömrü, ve kolay bakım.
Dezavantajları:
- Malzeme sertliği sınırlamaları
Örneğin çok sert malzemeleri işlerken, silikon dioksit veya silikon karbür, Yüksek hızlı parçacık hareketi, hazne duvarına karşı şiddetli darbe, sürtünme ve kesme kuvvetine neden olarak şunlara yol açabilir: ekipman aşınması ve potansiyel ürün kirlenmesi. Bu nedenle, bu tip jet freze makinesi seçilirken malzeme sertliği dikkatlice göz önünde bulundurulmalıdır. - Sınırlı üretim kapasitesi
Öğütme verimliliği yüksek olmasına rağmen, çalışma prensibi ve yapısı genellikle şu sonuçlara yol açar: daha düşük verim. Büyük ölçekli, yüksek verimli uygulamalar için diğer jet değirmeni tipleri daha uygun olabilir. - Daha yüksek maliyet
Üretim ve bakım maliyetleri nispeten yüksektir; bu da maliyet kısıtlamalarının sıkı olduğu uygulamalarda benimsenmesini sınırlayabilir.
Aşağıda bir Açık, profesyonel ve SEO uyumlu İngilizce çeviri Sağladığınız içerikle ilgili olarak.
İfade biçimi uygundur. Epic Powder Machinery'nin resmi web sitesi, ile uyumlu endüstriyel terminoloji, ve bunun için yapılandırılmıştır. arama motoru görünürlüğü.
III. Farklı Jet Değirmenlerinin Çalışma Prensipleri ve Özellikleri
3.1 Düz (Disk) Jet Freze
O düz jet değirmeni, aynı zamanda şu şekilde de bilinir disk jet freze, tarafından başarıyla geliştirildi. Fluid Energy Company (ABD) 1934 yılında. Bu, en erken geliştirilen ve en yaygın kullanılan jet değirmeni Endüstriyel uygulamalarda.
3.1.1 Çalışma Prensibi
Malzeme, jet besleyicinin nozulu tarafından besleme girişinden hızlandırılır ve öğütme odasına verilir. Dönen bir hava akımıyla tahrik edilen parçacıklar, işleme tabi tutulur. karşılıklı çarpışma, sürtünme ve kayma, Bu da boyut küçülmesine yol açar.
İnce parçacıklar hava akımıyla öğütme haznesinin merkezi çıkış borusuna taşınır ve ardından siklon ayırıcıya girer; burada spiral bir yol izleyerek aşağı doğru hareket eder ve hazneye toplanır. Egzoz gazı egzoz borusundan dışarı atılır. Kaba parçacıklar merkezkaç kuvvetiyle hazne duvarına doğru fırlatılır ve daha fazla öğütme için geri döner.
3.1.2 Performans Özellikleri
Avantajlar:
- Basit yapı
- Kolay kullanım
- Kolay sökme, temizleme ve bakım
- Otomatik iç sınıflandırma
Dezavantajları:
- Yüksek parçacık hızlarında, hava akımıyla birlikte hareket eden malzemeler, öğütme haznesinin iç duvarına şiddetli bir şekilde çarparak, sürtünerek ve kesilerek hasara neden olur. ciddi aşınma
- Potansiyel toz kirliliği, özellikle çok sert malzemelerin işlenmesinde, örneğin silisyum karbür ve silisyum dioksit
- Öğütme haznesi astarları şunlardan yapılmalıdır: ultra sert, aşınmaya dayanıklı malzemeler, korundum, zirkonya veya süper sert alaşımlar gibi
- Ultra sert veya yüksek saflıktaki malzemelerin ultra ince öğütülmesi için uygun değildir.
3.2 Sirkülasyonlu Borulu Jet Değirmeni
O sirkülasyonlu boru jet değirmeni, aynı zamanda şu şekilde de bilinir: dikey halka jet değirmeni, İçsel sınıflandırma özelliklerine sahiptir. Şunlara ayrılabilir: sabit kesit Ve değişken kesit Çeşitleri. En yaygın kullanılanı şudur: JOM serisi (O tipi) değişken kesitli sirkülasyonlu borulu jet değirmeni.
3.2.1 Çalışma Prensibi
Yüksek hızda öğütme bölgesine girdikten sonra, malzeme parçacıkları yüksek basınçlı hava tarafından itilerek bir yüzey boyunca hareket ettirilir. O şeklinde boru hattı. İç ve dış yollar arasındaki farklı yarıçaplar nedeniyle, farklı katmanlardaki parçacıklar farklı yörüngeler ve hızlar izler.
Bu göreceli hareket neden olur sürtünme, kayma ve çarpışma Parçacıklar arasında. Santrifüj kuvveti altında, yoğun parçacık akımları tabakalaşır: iri parçacıklar dışarı doğru göç eder., sırasında ince parçacıklar içe doğru yoğunlaşır. ve çıkıştan dışarı atılırlar. İri parçacıklar öğütmeye devam etmek için dolaşımda kalır.
3.2.2 Performans Özellikleri
Avantajlar:
- Basit ana ünite yapısı
- Kolay kullanım
- Eş zamanlı öğütme ve otomatik sınıflandırma
- Yüksek üretim kapasitesine sahip kompakt ekipman boyutu.
- Mükemmel ürün inceliği, ulaşılabilen seviye. 3–0,2 μm
Dezavantajları:
- Hava akışı ve malzeme nedeniyle iç boru duvarında meydana gelen ciddi aşınma ve yıpranma.
- Yüksek sertlikteki malzemelerin işlenmesi için uygun değildir.
- En düşük öğütme verimliliği ve en yüksek enerji tüketimi. jet değirmeni tipleri arasında
3.3 Karşıt Jet Değirmeni
O karşıt jet değirmeni, aynı zamanda şu şekilde de bilinir: karşı akışlı jet değirmeni, Bu cihaz, ultra ince öğütme işlemini şu yolla gerçekleştirir: süpersonik hava akımında doğrudan parçacık-parçacık çarpışması.
3.3.1 Çalışma Prensibi
Malzeme hazneden girer ve besleme nozullarından gelen yüksek hızlı hava akımıyla öğütme odasına enjekte edilir. Aynı zamanda, sınıflandırıcıdan düşen iri parçacıklar öğütme nozulları aracılığıyla tekrar öğütme odasına enjekte edilir.
Kafa kafaya çarpışma ve öğütme işleminden sonra, parçacıklar hava akımıyla yukarı doğru sınıflandırma odasına taşınır. Sınıflandırıcının içinde, parçacıkları boyutlarına göre ayıran güçlü bir girdap akışı oluşur. Kaba parçacıklar dış bölgeye hareket eder ve daha fazla işlem için öğütme odasına geri dönerken, ince parçacıklar gaz-katı ayrımı ve ürün toplama için merkezi çıkıştan dışarı atılır.
3.3.2 Performans Özellikleri
Avantajlar:
- Büyük üretim kapasitesi
- Boru duvarındaki aşınmayı ve duvar malzemelerinden kaynaklanan kirlenmeyi önler.
- Üretebilme kapasitesine sahip yüksek sertlikteki malzemelerden elde edilen ultra ince tozlar
Dezavantajları:
- Karmaşık yapı ve büyük ekipman boyutu
- Yüksek enerji tüketimi
- Gaz-katı akışı nedeniyle öğütme haznesinde ve boru hatlarında hala bir miktar aşınma meydana gelmektedir.
Öncelikle şunlara dayanarak: ilk çarpışmadan kaynaklanan parçacık-parçacık çarpışması, Karşıt jetli değirmenler, duvar aşınmasını ve ürün kirlenmesini önemli ölçüde azaltarak daha sert malzemelerin işlenmesi için uygun hale gelirler.
Aşağıda bir profesyonel, SEO optimize edilmiş İngilizce çeviri ile ilgili Bölüm 3.4 ve 3.5, bir dilde yazılmış teknik ama pazarlama dostu bir üslup uygun Epic Powder Machinery'nin web sitesi. Kullanılan terminoloji uluslararası kitleler için standartlaştırılmış ve toz işleme endüstrisi normlarıyla uyumludur.
3.4 Akışkan Yataklı Jet Değirmeni

O akışkan yataklı karşıt jet değirmeni birleştirir karşıt jet taşlama prensibi ile bir Akışkan yatakta genişleyen gaz jeti. Avantajları esas olarak şunlarda kendini gösterir: Enerji tasarrufu, yüksek işlem kapasitesi, düşük aşınma, kompakt yapı, küçük boyut ve minimum sıcaklık artışı., Bu da onu şu anda mevcut olan en gelişmiş jet frezeleme teknolojilerinden biri haline getiriyor.
3.4.1 Çalışma Prensibi
Malzeme bir vana aracılığıyla besleme haznesine girer ve bir vidalı besleyici vasıtasıyla öğütme odasına taşınır. Karşıt nozullar aracılığıyla öğütme odasına basınçlı hava enjekte edilerek malzemenin akışkan hale gelmesi sağlanır.
Hızlandırılmış parçacıklar, nozulların kesişme noktalarında birleşerek yoğun bir ivmeye maruz kalırlar. Parçacıklar arası çarpışma, sürtünme ve kayma, Bu durum, öğütme işlemiyle sonuçlanır. Öğütülmüş malzeme, hava akımıyla yukarı doğru taşınarak bir alana girer. türbin ultra ince sınıflandırıcı. İnce parçacıklar nihai ürün olarak çıkıştan atılırken, daha iri parçacıklar daha fazla işleme tabi tutulmak üzere hazne duvarı boyunca öğütme bölgesine geri döner. Egzoz gazı bir toz toplama sistemi aracılığıyla dışarı atılır.
3.4.2 Performans Özellikleri
Avantajlar:
- Yüksek öğütme verimliliği ve düşük enerji tüketimi
Hava akımıyla taşınan parçacıklar, güçlü etkileşim kuvvetleriyle birden fazla açıda çarpışır. Karmaşık gerilim koşulları, parçacıkların minimum jet gücü kaybıyla dış enerjiyi tamamen absorbe etmelerini sağlar.
Akışkan yatak teknolojisini yatay türbinli ultra ince sınıflandırıcı ile birleştirerek, ince parçacıklar hızla boşaltılır ve aşırı öğütmeden kaynaklanan enerji kaybı azaltılır.
Disk tipi jet değirmenlerine kıyasla, ortalama enerji tüketimi şu oranda azalır: 30–50%. - Düşük aşınma ve minimum kirlenme
İlk darbeden itibaren, öğütme işlemi parçacıklar arası çarpışmalarla gerçekleşir ve bu da hazne duvarlarına olan darbenin önemli ölçüde azalmasına neden olur. - Kompakt yapı ve küçük alan kaplama
Aynı üretim kapasitesi altında, akışkan yataklı jet değirmenleri şu özelliklere sahiptir: 10–15% daha küçük ekipman hacmi ve gerektirir 15–30% daha az kurulum alanı disk jetli frezelerden daha fazla.
Dezavantajları:
- Sınıflandırıcı bıçaklarına sürekli yüksek hızlı darbe uygulanması şunlara yol açar: Ultra sert malzemelerin işlenmesi sırasında ciddi aşınma meydana gelir..
Uygulamalar:
- Yüksek sertlikteki malzemeler
- Yüksek saflıkta malzemeler
- Öğütülmesi zor, katmanlı, metalik olmayan mineraller
- Isıya duyarlı malzemeler
- Yoğun gözenek yapısına sahip malzemeler
3.5 Hedef Jet Freze
3.5.1 Çalışma Prensibi
Bir hedef jet değirmeni, Malzeme, besleme borusunun içindeki gelen hava akımıyla karıştırılır ve birlikte hızlandırılır. Nozuldandan geçtikten sonra, yüksek hızlı karışık akım dışarı atılır ve bir yüzeye çarpar. sabit darbe hedefi Püskürtme memesinin önüne yerleştirilerek parçacıkların kırılmasına neden olur.
Bu işlem sırasında, hava akışı özel olarak tasarlanmış bir nozuldan hızlandırılarak bir süpersonik jet Öğütme haznesine girmeden önce, malzeme aynı anda hızlandırılır ve senkronize öğütme için hazneye beslenir. Meme, öğütme haznesine göre dar bir açıyla yerleştirildiğinden, yüksek hızlı jet, malzemeyi hazne içinde dairesel bir harekete geçirir. Parçacıklar şu işlemlerden geçer: karşılıklı çarpışma, sabit hedef plakaya çarpma, sürtünme ve kesme, Bu da etkili bir toz haline gelmeyle sonuçlanır.
3.5.2 Performans Özellikleri
Avantajlar:
- Yüksek öğütme verimliliği
Yüksek hızlı hava akışı ve hedef yüzeyle çarpışmanın birleşik etkilerinden yararlanan hedef jetli değirmenler, malzemeleri istenen parçacık boyutuna verimli bir şekilde öğütebilir ve istenen inceliğe ulaşabilir. mikron seviyesi, Bu da onları, toz miktarı konusunda katı gereksinimleri olan uygulamalar için uygun hale getirir. - Dar parçacık boyutu dağılımı
Öğütme sırasında parçacıklar arası etkileşim kuvvetlerinin nispeten düşük olması nedeniyle, hedef jet değirmenleri aşağıdaki özelliklere sahip tozlar üretir: tekdüze parçacık boyutu dağılımı, Bu sayede geleneksel frezeleme ekipmanlarında sıkça görülen aşırı aşınma, topaklanma ve sıkışma önlenir. - Geniş uygulama yelpazesi
Çeşitli toz halindeki malzemelerin işlenmesi için uygundur, bunlar arasında şunlar yer alır: Öğütülmesi zor viskoz malzemeler, lifli malzemeler ve bazı metal tozları, Bu durum, güçlü bir endüstriyel uygulama potansiyeli göstermektedir. - Düşük enerji tüketimi
Optimize edilmiş hava akışı dinamikleri ve hedef yüzey tasarımı, taşlama verimliliğini artırır ve enerji tüketimini azaltarak modern enerji tasarrufu ve emisyon azaltma gereksinimlerini karşılar. - İstikrarlı ve güvenilir çalışma
Akılcı bir yapısal tasarımla, hedef jet değirmenleri istikrarlı bir şekilde çalışır, uzun hizmet ömrü sunar ve bakımı kolaydır.
Dezavantajları:
- Malzeme sertliği sınırlamaları
Sertliği yüksek malzemelerin işlenmesi sırasında, örneğin; silikon dioksit veya silikon karbür, Hava akımıyla yüksek hızda hareket eden parçacıklar, hazne duvarlarına karşı yoğun darbe, sürtünme ve kesme kuvveti uygulayarak hazne aşınmasına ve potansiyel ürün kirlenmesine yol açabilir. Bu nedenle, hedef jet değirmeni seçilirken malzeme sertliği dikkatlice değerlendirilmelidir. - Sınırlı verim
Hedef jet değirmenleri yüksek öğütme verimliliği sunsa da, çalışma prensipleri ve yapısal tasarımları genellikle şu sonuçlara yol açar: daha düşük üretim kapasitesi. Büyük ölçekli üretim için diğer tip jet değirmenleri daha uygun olabilir. - Daha yüksek maliyet
Üretim ve bakım maliyetleri nispeten yüksektir; bu da maliyet hassasiyeti yüksek sektörlerdeki uygulamalarını sınırlayabilir.
Destansı Toz
Destansı Toz Madencilik ve kimya sektörleri için ince toz işleme teknolojisinde uzmanlaşmıştır., yiyecek endüstri, ilaç endüstrisi, vb.
Toz işleme projelerinde, özellikle toz öğütme, toz sınıflandırma, toz dağıtma, toz yüzey işleme ve atık geri dönüşümü konularında en profesyonel tedarikçiyiz. Danışmanlık, test ve diğer hizmetleri sunuyoruz., proje Tasarım, makineler, devreye alma ve eğitim.

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca EPIC Powder çevrimiçi müşteri temsilcisiyle de iletişime geçebilirsiniz. Zelda Daha fazla bilgi için lütfen iletişime geçin.”
— Jason Wang, Kıdemli Mühendis







