Günümüzde madencilik sektöründe büyük bilyalı değirmenler, uzun süreli kullanım gibi avantajlar sağlamıştır. hizmet Değişken frekanslı hız kontrolünün uygulanmasıyla yaşam süresi uzadı ve enerji tüketimi azaldı. Çimento endüstrisindeki artan çevresel baskılar ışığında, bu sektör enerji tasarrufu ve tüketim azaltımına odaklanmaya başladı. Bu teknolojinin çimento öğütme sistemine aktarılması mümkün müdür? Rapor bu soruyu dört açıdan ele almaktadır: araştırma geçmişi, araştırma planı, araştırma sonuçları ve sonuçları ile endüstriyel deney sonuçları ve sonuçları. bilyalı değirmen öğütme etkisi.
I. Araştırma Arka Planı
1. Bilyalı Değirmen
Uygulama Alanı: Basit yapısı ve yüksek güvenilirliği nedeniyle, bilyalı değirmen Metalurji, kimya endüstrisi, çimento, seramik, inşaat ve diğer önemli alanlarda yaygın olarak kullanılmaktadır.
Avantajları: Basit yapısı, yüksek güvenilirliği ve kolay bakımıyla öne çıkar. Çimento öğütme alanında, partikül dağılımına ve partikül şekline katkısı, onu çimento öğütme işleminde vazgeçilmez bir ekipman haline getirir.
Trend: Günümüz çimento endüstrisinde, kömür öğütme ve hammadde kırma işlemleri bilyalı değirmenlerden, silindirli pres yarı son öğütme ve bilyalı değirmenlerin bir kombinasyonuna doğru kaymıştır. bilyalı değirmen Çimento üretiminde yeri doldurulamaz bir rol oynar. Bu nedenle, çimento öğütme sisteminin temel bileşenlerinden biri olmaya devam etmektedir. Ekipman boyutları artsa bile, bilyalı değirmen hem şimdi hem de gelecekte çimento öğütme sisteminde önemli bir konumunu koruyacaktır.
Enerji Kullanımı: Enerji dönüşümü açısından, bilyalı değirmen giriş enerjisinin bir kısmını katı maddenin yüzey enerjisine dönüştürürken, geri kalanı ısı ve ses enerjisi olarak dağılır. Sonuç olarak, bilyalı değirmenin enerji kullanım oranı nispeten düşüktür.
2. Hız
Bilyalı değirmenin hızı sabittir ve değirmendeki öğütme malzemesinin maksimum düşme yüksekliğine sahip olduğu teorisine dayanır; bu da darbe kırma etkisini yönlendirir. Bununla birlikte, mevcut çimento öğütme sisteminde bilyalı değirmenin öğütme etkisini optimize etmek için, optimum hızın belirlenmesi daha fazla tartışmayı hak etmektedir. Önceki öğütme sistemlerinde, dolum oranı bilyalı değirmendeki ortamın hareket durumunu doğrudan etkiliyordu. Bu nedenle, öğütmeye odaklanmak, uygun dolum oranının yeniden değerlendirilmesini de gerektirir.
3. Dolum Oranı
Öğütme işlemi sırasında, dolum oranı, bilyalı değirmen içindeki ortamın hareket durumunu doğrudan etkiler. Farklı dolum oranlarında hızın öğütme etkisi üzerindeki etkisi de daha fazla araştırılmaya değerdir.
II. Uygun Bir Değerlendirme Yöntemi Belirleme
Rapor dört bölümden oluşmaktadır: uygun bir değerlendirme yönteminin oluşturulması (aynı kırma/öğütme etkisini elde etmek için kırma etkisi, öğütme etkisi ve güç tüketimi seviyesi dikkate alınarak); bilyalı değirmen hızının ve dolum oranının kırma ve öğütme etkisi üzerindeki etkisini incelemek için deneylerin tasarlanması; şeffaf pleksiglas uç kapağına sahip bir bilyalı değirmen kullanılarak farklı hızlarda ve dolum oranlarında ortam hareket durumunun incelenmesi; ve ortam hareket teorisi kullanılarak deneysel sonuçların analiz edilmesi ve açıklanması.
1. Değerlendirme Yöntemi
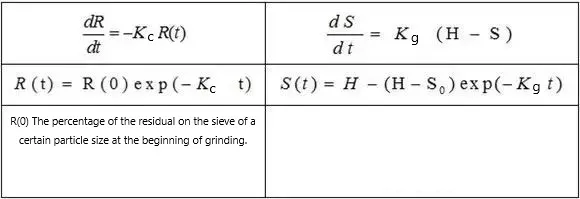
Değerlendirme yöntemi, öğütme dinamikleri modeline dayanmaktadır.
Kırma Hızı: Bu, zaman içinde iri taneciklerin yüzdesindeki değişim oranı olarak tanımlanır. Öğütme işlemi sırasında, belirli bir boyuttaki parçacıkların azalma oranı, malzemedeki o boyuttaki parçacıkların içeriğiyle orantılıdır. Bu kavram kullanılarak, bir öğütme dinamiği denklemi geliştirilmiştir: malzemenin özgül yüzey alanının (S) zaman içindeki değişim oranı. Bu değişim oranının, malzemenin mevcut özgül yüzey alanı ile hedef özgül yüzey alanı (H) arasındaki farkla orantılı olduğu varsayılır. Başka bir deyişle, bilyalı değirmen öğütme işlemi sırasında, öğütme hızını değerlendirmek için özgül yüzey alanının (S) zaman içindeki değişim oranı kullanılır.
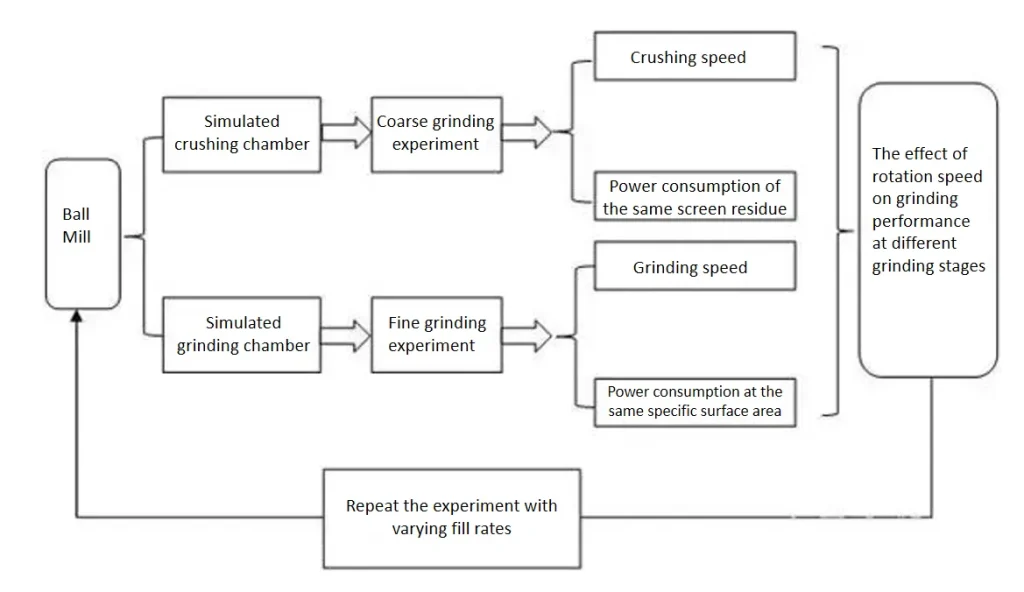
Mevcut Kurulum: Çoğu bilyalı değirmen, silindirli presle yarı son öğütme işleminden sonra bile iki hazneye sahiptir. Birinci hazne kaba öğütme, ikinci hazne ise ince öğütme içindir. Wu Xiaomei, laboratuvarda küçük bir değirmene frekans dönüştürücü takarak büyük bir bilyalı değirmenin iki haznesini simüle etti ve farklı dönüş hızlarının kırma hızı ve öğütme hızı üzerindeki etkisini inceledi. Ayrıca, aynı kırma etkisini ve aynı özgül yüzey alanını elde etmek için gereken farklı dönüş hızlarına karşılık gelen enerji tüketim seviyelerini teorik olarak hesapladı.
Araştırma Planı Tasarımı
2. Deney Tasarımı
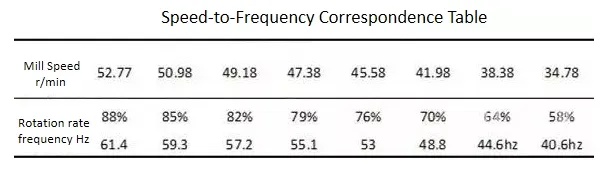
Deney sırasında iki dolum hızı sınır koşulu belirlendi ve küçük test değirmeninde test parametreleri oluşturuldu. Öğütme gövdesinin tane boyutu dağılımı, 58% ile 88% arasındaki hız aralığında incelendi. Öğütme gövdesinin tane boyutu dağılımı, büyük değirmeninkine dayanıyordu. Kaba öğütme testini simüle etmek için, şekilde gösterildiği gibi, bilyalı değirmenin ikinci haznesinin (baş hazne) tane boyutu dağılımı kullanıldı. Malzeme önce baş hazneden alındı ve laboratuvar kırıcıda kırıldı. İkinci haznedeki malzemenin mukavemeti, elek kalıntısının yaklaşık 1%'si kadardır.
2.1 Dolum oranı 18% olduğunda dönme hızının öğütme etkisi üzerindeki etkisi
2.1.1 Kaba Öğütme Deneyi
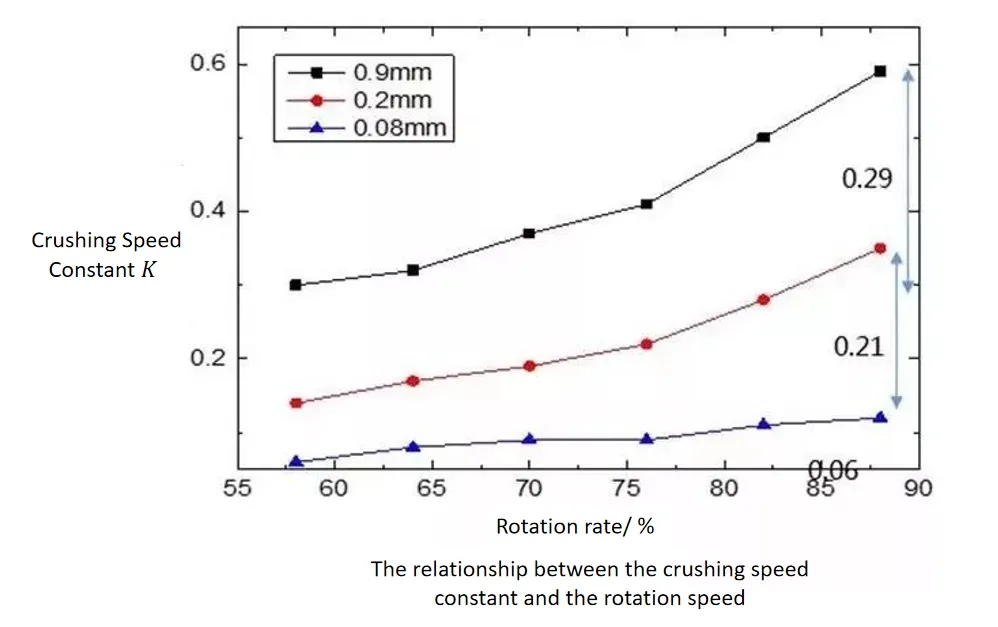
2.1.1.1 Dönme Hızı ve Kırma Hızı Sabiti Arasındaki İlişki
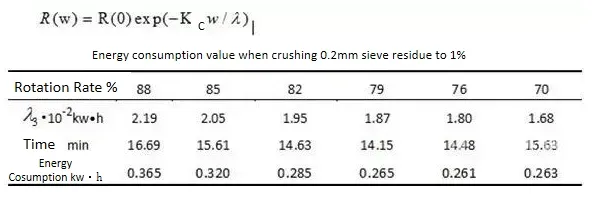
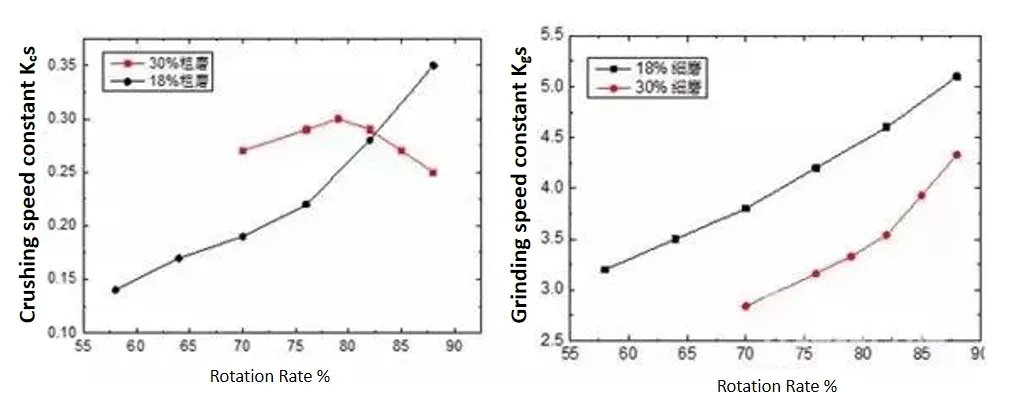
Dönme hızı ile kırma hızı sabiti arasındaki ilişki şekilde gösterilmiştir. Dönme hızı arttıkça elek kalıntısı değerinin azaldığı görülmektedir. Örneğin, 0,9 mm K kırılma > 0,2 mm K kırılma > 0,08 mm K kırılma; ince parçacıkların kırma hızı, kaba parçacıklara kıyasla dönme hızındaki değişikliklere daha az duyarlıdır.
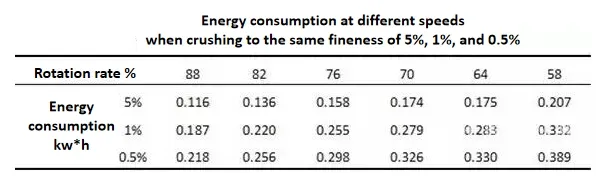
2.1.1.2 Dönme Hızı ve Kırma Enerji Tüketimi Arasındaki İlişki
Aşağıdaki şekilde gösterildiği gibi, dönme hızı ile kırma enerjisi tüketimi arasındaki ilişkiyi incelediğimizde, dönme hızı arttıkça kırma enerjisi tüketimi sabitinin de arttığını gözlemliyoruz.
Farklı Dönme Hızlarında Enerji Tüketimi: Aynı elek kalıntısı elde edilirken, enerji tüketimi farklı dönme hızlarında değişiklik gösterir. 18% dolum oranında, dönme hızı 58%'den 88%'ye çıktıkça, aynı inceliği elde etmek için gereken enerji tüketimi azalır. Ayrıca, hedef incelik ne kadar küçükse, farklı dönme hızları arasındaki enerji tüketimi farkı da o kadar büyük olur.
2.1.2 İnce Öğütme Deneyi
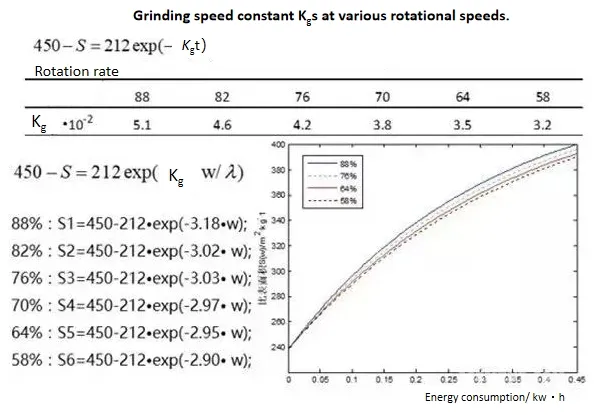
2.1.2.1 Dönme Hızı ve Malzeme Taşlama Hızı Arasındaki İlişki (Sabit)
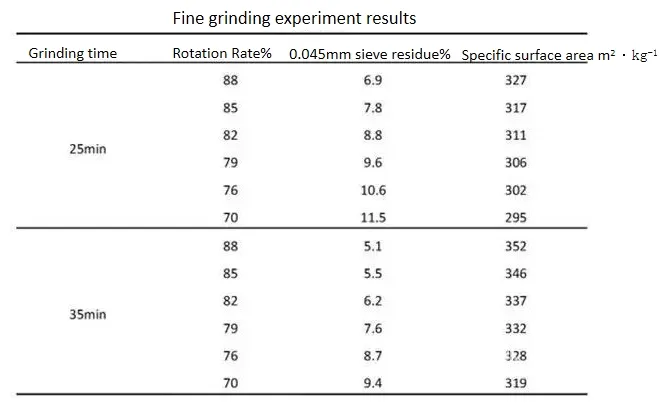
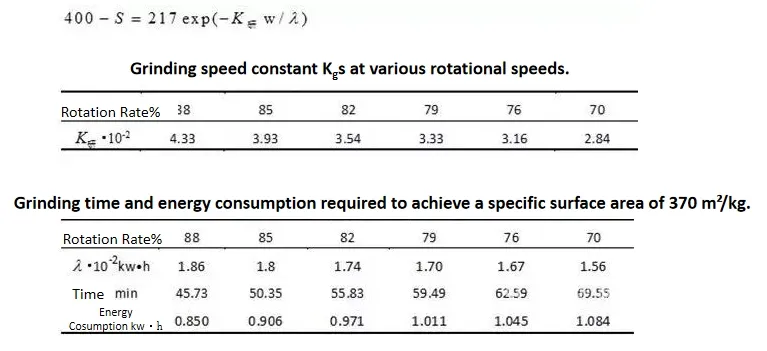
Dönme hızı arttıkça, taşlama hızı sabiti de artar, bu da taşlama etkisinin iyileştiğini gösterir. Enerji parametresini denkleme dahil ederek, özgül yüzey alanı ile taşlama hızı arasındaki ilişkiyi belirleriz.
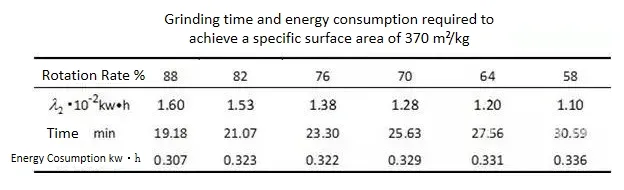
2.1.2.2 Dönme Hızı ve Öğütme Enerji Tüketimi Arasındaki İlişki
Dolum oranı 18% olduğunda, dönüş hızı 58%'den 88%'ye arttıkça, aynı özgül yüzey alanını elde etmek için gereken taşlama enerjisi tüketimi azalır. Hedeflenen özgül yüzey alanı arttıkça, farklı dönüş hızları arasındaki enerji tüketimi farkı daha belirgin hale gelir.
2.2 30% Dolum Oranında Dönme Hızının Öğütme Etkisi Üzerindeki Etkisi
2.2.1 Kaba Öğütme Deneyi
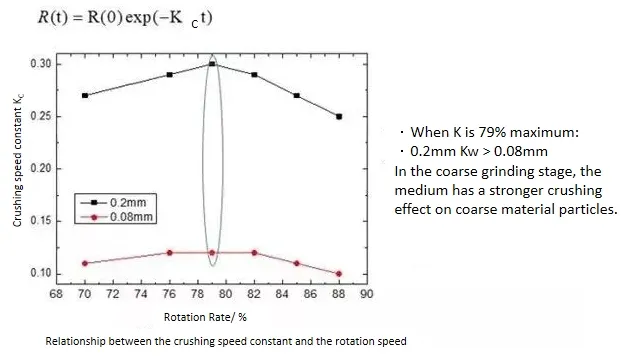
2.2.1.1 Dönme Hızı ve Kırma Hızı Arasındaki İlişki
K değeri 79%'de en yüksektir; 0,2 mm K > 0,08 mm K. Kaba öğütme aşamasında, ortam kaba malzeme parçacıkları üzerinde daha güçlü bir kırma etkisi gösterir.
2.2.1.2 Dönme Hızı ve Öğütme Enerji Tüketimi Arasındaki İlişki
30% dolum oranında, dönüş hızı 70%'den 88%'ye yükseldikçe öğütme enerji tüketimi artmaktadır. Enerji tüketimi 70% ile 79% arasında nispeten düşüktür ve 76%'de minimuma ulaşır. Dönüş hızı çok düşük olduğunda, öğütme süresi uzar. Optimum dönüş hızı 76% ile 79% arasındadır.
2.2.2 İnce Öğütme Deneyi
2.2.2.1 Dönme Hızı, Öğütme Hızı Sabiti ve Öğütme Enerji Tüketimi Arasındaki İlişki
30% dolum oranında, dönüş hızı 70%'den 88%'ye arttıkça, öğütme hızı sabiti yükselir ve öğütme enerji tüketimi azalır. Bu nedenle, daha yüksek dönüş hızlarında genel öğütme etkisi iyileşir.
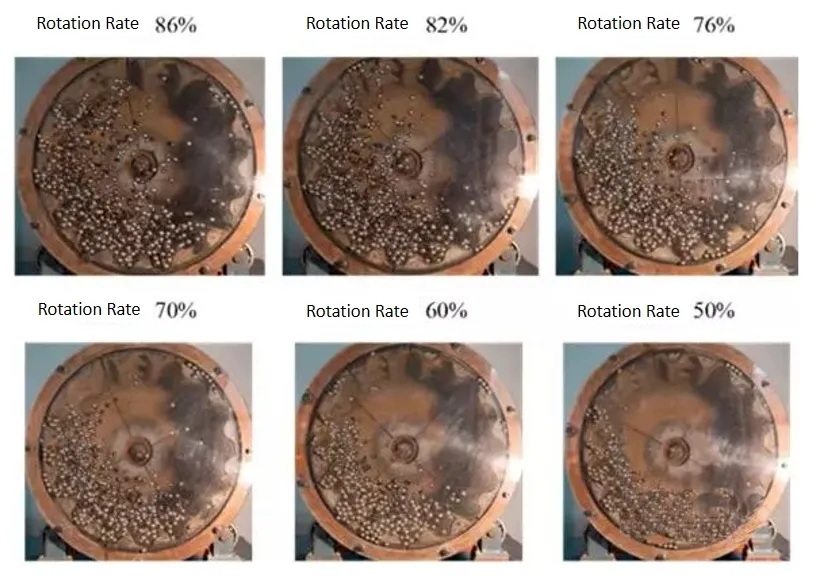
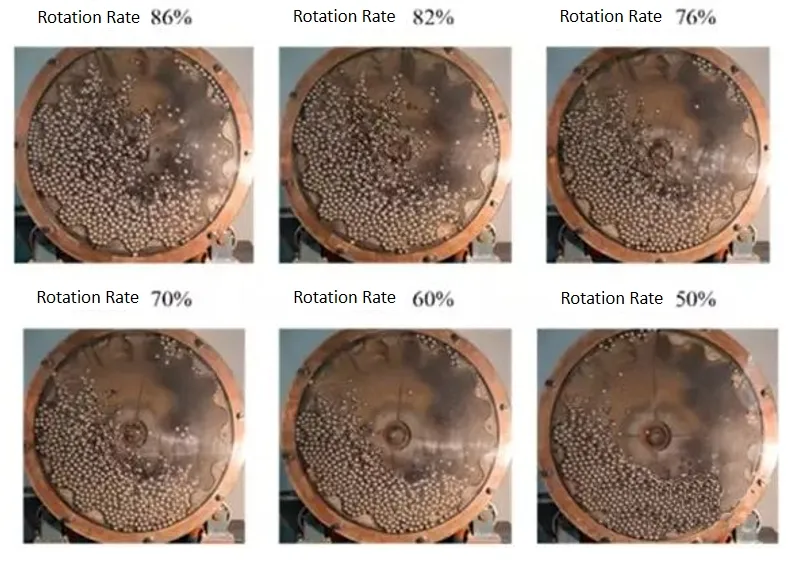
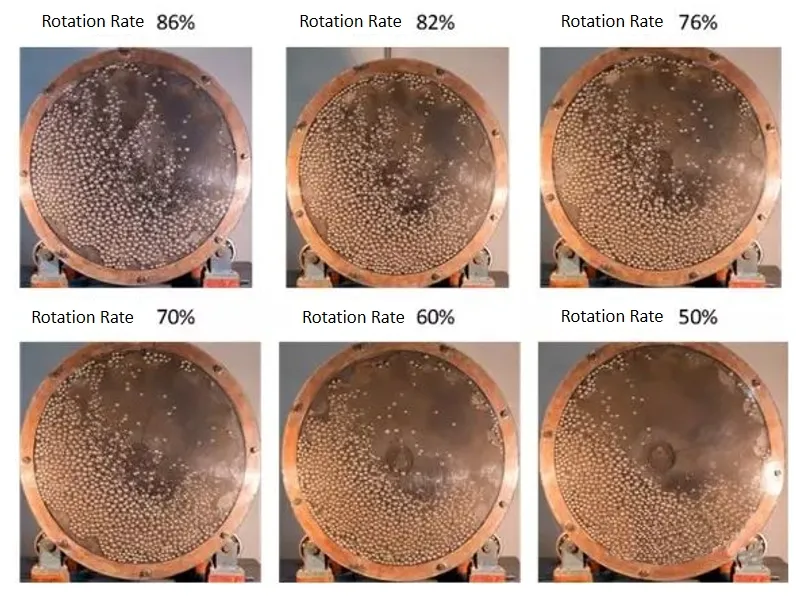
3. Farklı Dönme Hızlarında ve Dolum Oranlarında Ortamın Hareketi
Dönme hızı arttıkça, düşme hareketi gerçekleştiren madde miktarı da artar (aşağıdaki şekillerde gösterildiği gibi).
3.1 Dolum Oranının Öğütme Etkisi Üzerindeki Etki Mekanizması
Dolum oranı 18% olduğunda, öğütme etkisi 30%'ye göre daha iyidir. Göreceli kaymanın etkisi nedeniyle, 18% dolum oranı için eğri genel olarak sola doğru kaymaktadır.
Genel olarak, 18% dolum oranındaki öğütme etkisi, 30% dolum oranındakine göre daha üstündür.
III. Sonuç
Deneylerden aşağıdaki sonuçlar çıkarılabilir:
1. Ne zaman Dolum oranı 18%'dir., Dönme hızı 58%'den 88%'ye arttıkça, aynı inceliği elde etmek için gereken enerji tüketimi azalır ve aynı özgül yüzey alanını elde etmek için gereken enerji tüketimi de azalır. Hedeflenen incelik azaldıkça ve hedeflenen özgül yüzey alanı arttıkça, farklı dönme hızları arasındaki enerji tüketimi farkı daha belirgin hale gelir.
2. Ne zaman Dolum oranı 30%'dir., Dönme hızı 70%'den 88%'ye arttıkça, kırma hızı sabiti önce artar, sonra azalır ve parabolik bir eğilim gösterir. Bu arada, kırma enerji tüketimi de artar. 76%-79% dolum hızında, kırma hızı sabiti daha yüksek ve kırma enerji tüketimi daha düşüktür. Öğütme hızı sabiti artar ve öğütme enerji tüketimi azalır. En iyi öğütme etkisi için optimum dönme hızı, en iyi kırma etkisi için olandan daha yüksektir.
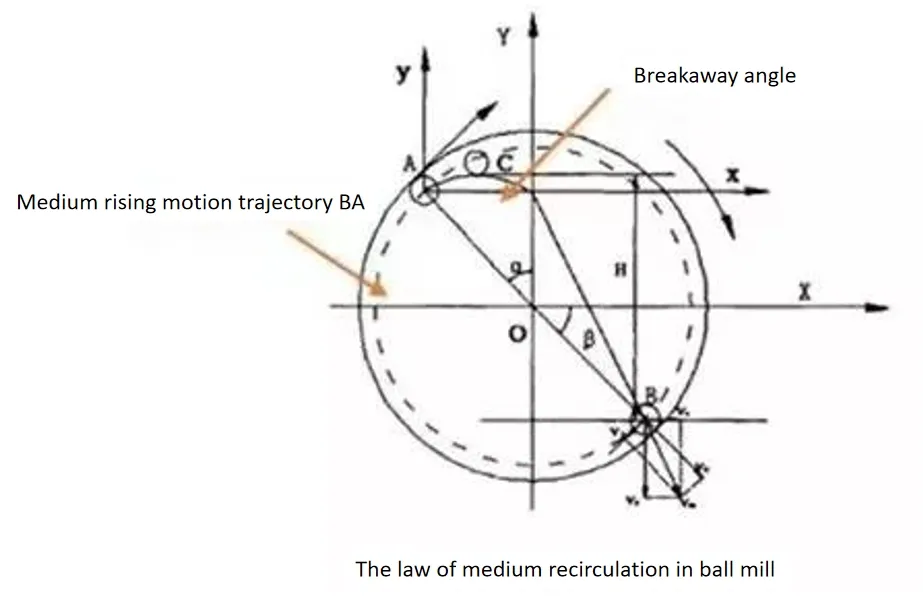
3. Normal darbe enerjisi, ezilme etkisini etkileyen birincil faktördür.. Dönme hızı 79%-82%'nin altında olduğunda, normal darbe enerjisi taşlama etkisini etkileyen ana faktördür. Bu aralığın üzerinde ise, teğetsel taşlama enerjisi taşlama etkisini etkileyen birincil faktör haline gelir.
4. Olarak Dolum oranı artıyor, Bilyalı değirmen ortamının düşme mesafesi azalır ve taşıdığı enerji de azalır. Yüksek dolum oranlarında böbrek şeklindeki peristaltik bölge, düşük dolum oranlarına göre daha büyüktür. Aynı hızda, kırma ve öğütme etkileri, yüksek dolum oranına kıyasla düşük dolum oranında daha iyidir.
IV. Endüstriyel Deneysel Sonuçlar ve Bulgular
Deney, Guangdong'daki bir şirkette bulunan büyük bir değirmende frekans dönüştürmeli hız kontrolü kullanılarak gerçekleştirildi. Kurulum, açık devre bilyalı değirmenle birleştirilmiş bir silindirli pres yarı son öğütme sisteminden oluşuyordu. Büyük ölçekli öğütme ekipmanlarında önemli titreşim sorunları nedeniyle, hız düşürme için sadece bu makine kullanıldı. Toplamda üç deney yapıldı.
Şirketin #5 çimento öğütme sisteminin konfigürasyonu şu şekildedir: Φ1,7×1,1m silindirli pres (1800 kW konfigürasyonlu güç) + V1000 tipi toz seçici yarı son öğütme sistemi + açık devre bilyalı değirmen (3550 kW konfigürasyonlu güç). Bilyalı değirmenin etkin iç çapı 4,08 m, baş haznesinin etkin uzunluğu 3,5 m ve kuyruk haznesinin etkin uzunluğu 8,6 m'dir.
İlk endüstriyel test verileri (aşağıda gösterildiği gibi):
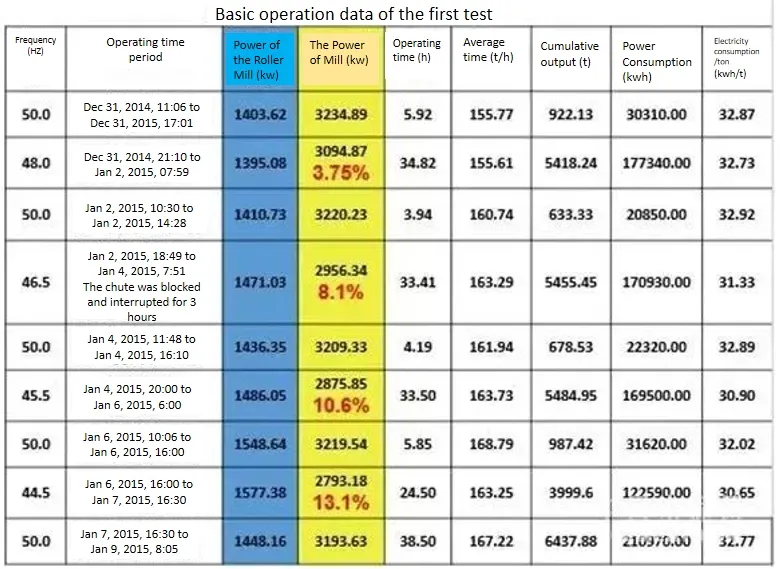
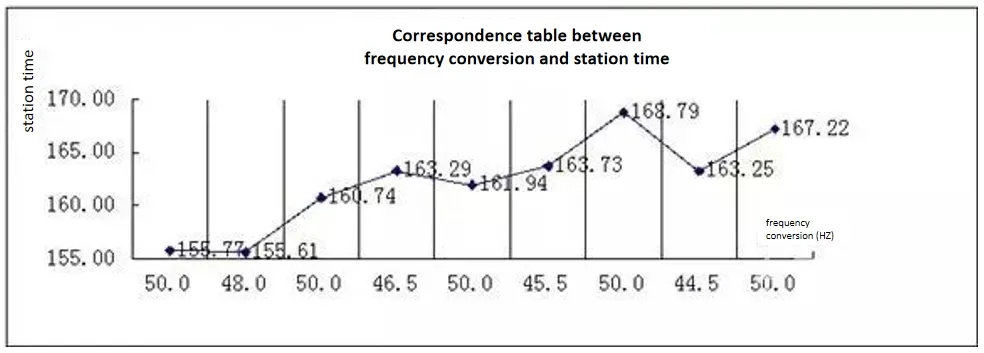
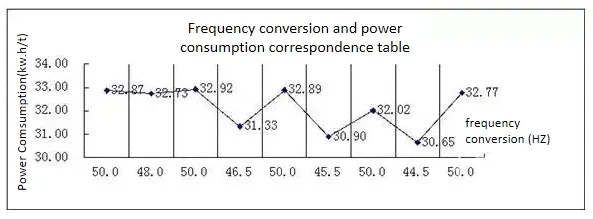
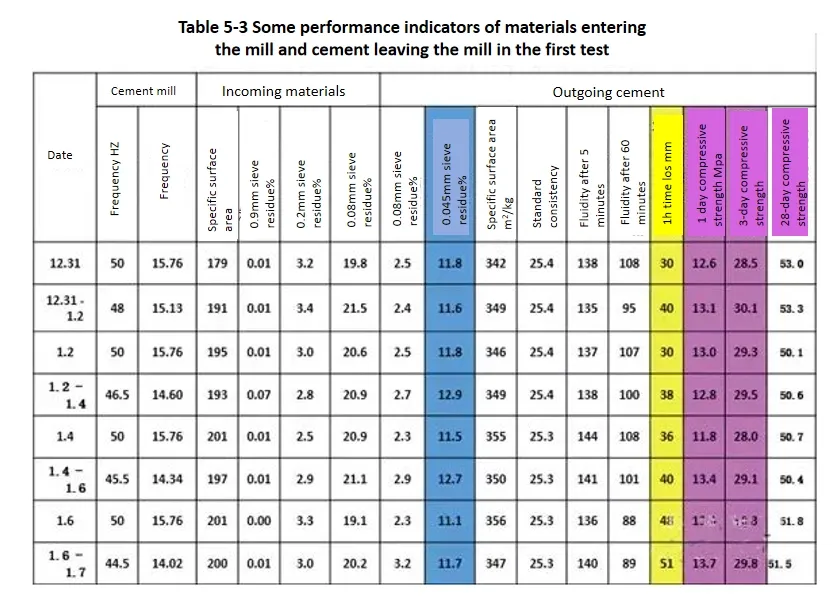
Silindirli presli yarı işlenmiş öğütme + açık devre bilyalı değirmenin birleşik öğütme sistemine ilişkin endüstriyel denemelerin özeti
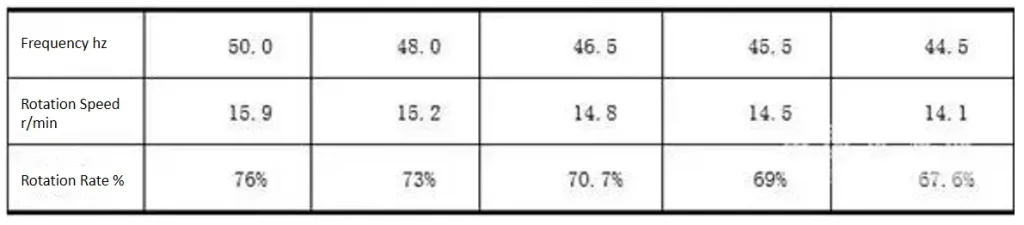
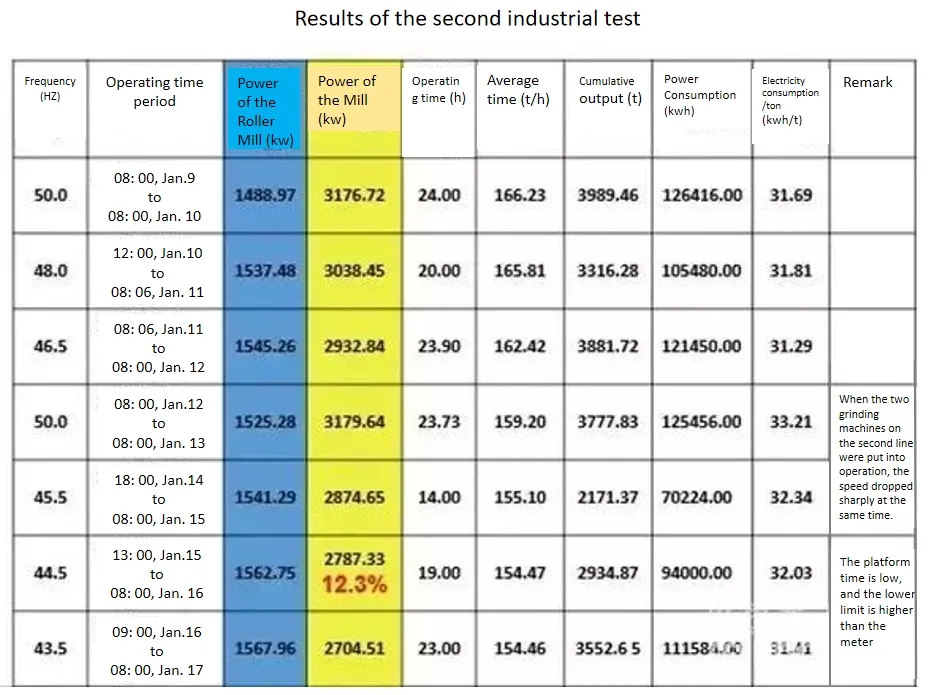
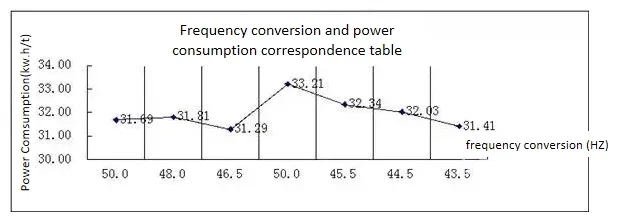
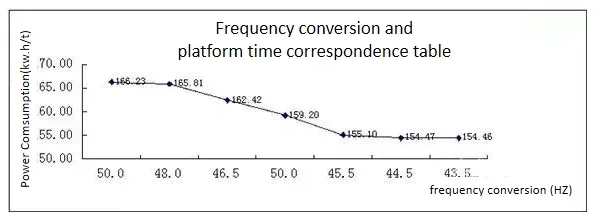
1. Mevcut silindirli pres yarı son öğütme + açık devre bilyalı değirmen kombine öğütme sisteminde, çimento değirmeninde frekans dönüştürme ve hız düşürme işleminin uygulanması, çalışma gücünü önemli ölçüde azaltmaktadır. Bu ayarlama, silindirli presin bilyalı değirmene göre çalışma gücü oranını artırarak kayda değer enerji tasarrufu sağlamaktadır. Çimento değirmeni hızı 50 Hz'den 44,5 Hz'ye düşürülerek, bilyalı değirmenin çalışma gücünde 12% azalma, ton başına çimento enerji tüketiminde 3,5%-6,2% azalma ve ton başına çimento enerjisinde 1-1,5 kWh azalma elde edilmiştir. Birim çıktı hafifçe azalmış olsa da, ürün partikül dağılımında genişleme eğilimi görülmüş, erken mukavemet hafifçe artmış ve fiziksel özellikler büyük ölçüde değişmeden kalmış, işletmenin kalite kontrol gereksinimlerini karşılamıştır.
2. Endüstriyel Çimento Öğütme Sistemi İçin Yol Gösterici Önem: En iyi öğütme etkisi için optimum hız, en iyi kırma etkisi için olan hızdan daha yüksektir. Endüstriyel değirmen, en iyi kırma etkisi için 76% hız oranına ayarlanmıştır. Bilyalı değirmen hızını artırmak, bilyalı değirmen dolum oranını azaltmak veya öğütme ortamını daha düşük yoğunluklu seçeneklerle değiştirmek için frekans dönüştürme teknolojisinin kullanılması düşünülebilir. Bu yaklaşım, genel öğütme enerjisi kullanımını iyileştirebilir ve enerji tasarrufu etkisini artırabilir. Öğütme ortamı olarak seramik bilyelerin çimento değirmeni frekans dönüştürme ile birleştirilmesi üzerine yapılacak daha fazla araştırma da faydalı olabilir.
Bilyalı frezeleme hakkında daha fazla sorunuz varsa lütfen iletişime geçin. Destansı Daha fazla bilgi için teknik ekiple iletişime geçin.







