En la ola de materiales de construcción ecológicos modernos y la economía circular, la tasa de utilización de recursos de escoria de alto horno Se ha convertido en un indicador clave. Mide la sostenibilidad de las industrias del cemento y el hormigón. Sin embargo, la escoria cruda sin tratar suele permanecer en un estado inerte, latente. Esto se debe a su singular estructura vítrea interna. Como resultado, presenta tasas de hidratación extremadamente lentas cuando se utiliza directamente como material cementante.
Para despertar la actividad latente de la escoria, la molienda mecánica se ha convertido en el método de modificación más utilizado. Específicamente, los operadores industriales dependen en gran medida de la escoria. Molino de bolas proceso. Muchos perciben este proceso de molienda simplemente desde una perspectiva física. Lo ven como una forma sencilla de reducir el tamaño de las partículas y aumentar la superficie específica. En realidad, sin embargo, la transformación de una escoria Molino de bolas Los daños que inflige la escoria son mucho más profundos.
Este artículo explora cómo un molino de bolas activa la escoria mediante un doble efecto de mecanismos físicos y químicos. Asimismo, integra investigaciones modernas sobre la distribución del tamaño de partícula (DTP). Esto revela cómo la granulometría determina el rendimiento final de hidratación de la escoria.

I. El mecanismo profundo de activación de la escoria a través de la escoria Molino de bolas
Durante el funcionamiento de un molino de bolas de escoria, las bolas internas de acero o cerámica generan intensos impactos y colisiones. También crean poderosas fuerzas de abrasión y cizallamiento. El aporte continuo de esta energía mecánica a las partículas de escoria desencadena una cascada de cambios que se producen desde la macroescala hasta la microescala.
1. Aumento de la superficie específica y de los sitios de activación
La modificación más directa es la fragmentación de las partículas de escoria. A medida que disminuye el tamaño de las partículas, la superficie específica total de la escoria aumenta exponencialmente.
- Significado físico: La expansión de la superficie específica implica que el área de contacto entre la escoria y el agua crece exponencialmente. Lo mismo ocurre con su contacto con activadores como el hidróxido de calcio o el silicato de sodio.
- Formación de sitios de activación: Durante la fracturación, las partículas de escoria desarrollan grietas bajo la acción de fuerzas externas y, finalmente, se rompen. En estas superficies recién fracturadas, los enlaces químicos se rompen violentamente. Estos enlaces, originalmente equilibrados en el interior, generan una gran cantidad de enlaces rotos e insaturados. Estos sitios son termodinámicamente muy inestables y poseen una inmensa energía superficial. Actúan como puntos de activación inicial para la reacción de hidratación.
2. Activación mecanoquímica
Cuando el proceso de molienda alcanza cierto umbral, la energía mecánica cambia su función. Ya no se consume únicamente para crear nuevas superficies, sino que comienza a penetrar en el interior de las partículas. Este proceso induce la distorsión de la red cristalina y la amorfización de la microestructura de la escoria.
- Distorsión y defectos de la red cristalina: La escoria se compone principalmente de estructuras reticulares vítreas, que incluyen silicatos y aluminatos. Bajo una intensa cizalladura y compresión dentro del molino de bolas de escoria, las redes tetraédricas internas de SiO4 y AlO4 se retuercen. Esta acción modifica los ángulos y las longitudes de enlace, lo que genera una proliferación de defectos reticulares.
- Efecto de almacenamiento de energía: Esta destrucción y distorsión de la microestructura almacena la energía mecánica dentro de las partículas de escoria. Permanece allí en forma de “energía de defecto estructural”. La escoria en este estado de alta energía (metaestable) presenta enlaces químicos que se rompen con mucha más facilidad al entrar en contacto con moléculas de agua. Esto aumenta fundamentalmente su reactividad química.
Conclusión principal: Un molino de bolas para escoria no solo tritura las partículas para expandir el frente de reacción, sino que también deforma y retuerce la microestructura para disminuir la energía de activación de la reacción. Precisamente por eso, el proceso de molienda logra simultáneamente los efectos duales de reducción de tamaño y activación química.

II. Análisis en profundidad de cuestiones clave (Parte I)
En el estudio exhaustivo de la activación de la escoria, investigadores e ingenieros suelen encontrarse con fenómenos aparentemente contradictorios. A continuación, se ofrecen respuestas detalladas a dos de las preguntas prácticas más importantes.
Pregunta 1: ¿Aumentará la resistencia del cemento de forma lineal e indefinida con tiempos de molienda más prolongados y partículas de escoria más finas? ¿Por qué?
Respuesta:
No, no lo hará. Si bien prolongar el tiempo de molienda mejora la resistencia del cemento, especialmente la resistencia inicial, esta mejora está sujeta a la ley de rendimientos decrecientes. Una molienda excesiva puede incluso provocar una degradación del rendimiento.
Podemos analizar este fenómeno a través de tres dimensiones:
1. La “barrera límite” de la eficiencia de molienda
A medida que aumenta el tiempo de molienda, la finura de la escoria mejora. Sin embargo, la tasa de mejora disminuye notablemente con el tiempo.
Esto ocurre porque, a medida que las partículas se hacen más pequeñas, aumenta su resistencia relativa a la destrucción. De forma aún más perjudicial, los polvos extremadamente finos experimentan un fenómeno de molienda inversa bajo compresión continua. Las partículas finas se reaglomeran y se agrupan debido a las fuerzas electrostáticas y de Van der Waals. Incluso se adhieren a los revestimientos del molino y a los medios de molienda, formando una capa amortiguadora. En este punto, la mayor parte de la energía mecánica aplicada es absorbida por los aglomerados. También puede convertirse en energía térmica. Por lo tanto, el molino no logra reducir aún más el tamaño de las partículas.
2. El “equilibrio óptimo” de la resistencia de la pasta de cemento
Las investigaciones indican claramente que una finura inadecuada de la escoria perjudica el desarrollo de la resistencia de la pasta de cemento. Esto se aplica tanto a la escoria demasiado gruesa como a la demasiado fina.
- Finura demasiado baja: La activación es insuficiente. La escoria actúa principalmente como un relleno inerte en la pasta de cemento. Esto da como resultado una resistencia inicial extremadamente baja.
- Demasiado fino: La hidratación inicial se acelera considerablemente, lo que genera una intensa liberación de calor en poco tiempo. Además, el polvo ultrafino consume agua con demasiada rapidez, provocando numerosas fisuras por retracción durante el secado de la pasta de cemento. Asimismo, las partículas excesivamente finas incrementan drásticamente la demanda de agua del sistema. Para mantener la misma trabajabilidad, es necesario añadir más agua, lo que reduce la compacidad y la resistencia a largo plazo de la pasta de cemento endurecida.
3. La “Proporción Áurea” a 600 m²/kg
Numerosos experimentos y prácticas de ingeniería a largo plazo han demostrado una clara tendencia. La resistencia de la pasta de cemento alcanza su máximo solo cuando la superficie específica de la escoria llega a aproximadamente 600 m²/kg. Este valor representa el equilibrio óptimo, ya que equilibra eficazmente la actividad de hidratación, la densidad de la pasta, la estabilidad volumétrica (retracción) y el consumo de energía de molienda. Superar este umbral conlleva consecuencias negativas. Las escasas mejoras en la actividad obtenidas al consumir más energía se ven totalmente contrarrestadas por la elevada retracción y la alta demanda de agua.

III. La influencia decisiva de la distribución del tamaño de partícula en el rendimiento de hidratación
Gracias a los avances en la investigación, los científicos de materiales cementicios modernos han cambiado su perspectiva. Cada vez son más conscientes de que basarse únicamente en la "superficie específica" o la "finura media" es insuficiente para medir la actividad mecánica. Dos polvos de escoria con superficies específicas idénticas pueden presentar actividades muy diferentes. Pueden dar lugar a resistencias finales del cemento totalmente distintas si sus distribuciones de tamaño de partícula (DTP) divergen.
1. La “división del trabajo” y los efectos del tamaño de las partículas de escoria
En condiciones experimentales y de ingeniería típicas, las partículas de escoria de diferentes tamaños desempeñan funciones claramente distintas dentro de la pasta de cemento:
| Rango de tamaño de partículas | Velocidad de reacción | Función principal y mecanismo |
| > 60micras | Extremadamente lento (casi inerte) | Efecto de los microagregados: Estas partículas gruesas solo experimentan una ligera hidratación en sus superficies. Sus núcleos permanecen duros. Actúan principalmente como un esqueleto de soporte estructural, con una contribución insignificante a la actividad química. |
| 3 ~30 micras | Moderado y sostenido | Componente activo principal: Este es el pilar fundamental del material cementicio. Su velocidad de reacción moderada les permite liberar continuamente el calor de hidratación, lo que proporciona una resistencia estable a medio y largo plazo. |
| < 10micras | Extremadamente rápido (ráfaga instantánea) | Polvo ultraactivo: Al entrar en contacto con el agua, estas partículas se disuelven rápidamente. Participan en la hidratación y generan un gran volumen de productos de hidratación que llenan los poros capilares. Son la principal fuente de resistencia inicial (1d, 3d). |
2. El Molienda “Punto ciego” para partículas ultrafinas en la molienda mecánica
Aquí reside una enorme paradoja técnica. Si bien las partículas de menos de 10 μm poseen la mayor actividad, rara vez reciben una acción de molienda eficaz en un molino de bolas de escoria convencional.
- Análisis de la causa: La dinámica de fluidos y los principios de la colisión mecánica determinan esta limitación. Cuando las partículas se vuelven lo suficientemente pequeñas, tienden a seguir la corriente. Se mueven junto con el medio de molienda y la turbulencia del flujo de aire. Es increíblemente difícil capturarlas con precisión. Rara vez quedan atrapadas entre dos bolas de acero que colisionan, donde reciben un fuerte impacto o cizallamiento. Estas partículas ultrafinas son principalmente fragmentos secundarios. Se desprenden de los bordes de partículas más gruesas durante su fractura.
- Conclusión: Prolongar indiscriminadamente el tiempo total de molienda no aumenta eficazmente la proporción de estas partículas activas ultrafinas. En cambio, provoca una molienda excesiva e ineficiente de las partículas de 30 a 60 μm, lo que resulta en una pérdida masiva de energía.
En consecuencia, los modernos procesos de activación de escoria de alta eficiencia ya no persiguen ciegamente la “finura de molienda general”. En cambio, buscan optimizar la distribución del tamaño de partícula. Utilizan precisión clasificación técnicas para maximizar la proporción de partículas en el rango de 3 a 30 μm, minimizando al mismo tiempo las partículas gruesas de más de 60 μm.
IV. Análisis en profundidad de cuestiones clave (Parte II)
Partiendo de la discusión anterior sobre la distribución del tamaño de partícula y los puntos ciegos de molienda, podemos plantear una segunda pregunta. Esta pregunta ofrece una guía práctica más valiosa para la producción industrial.
Pregunta 2: Dado que la molienda convencional produce una baja eficiencia para partículas menores de 10 μm, ¿cómo deberían las operaciones industriales mejorar de manera eficiente la actividad integral de la escoria tanto a corto como a largo plazo?
Respuesta:
Depender exclusivamente de un único molino de bolas para la molienda intensiva de escoria no solo consume mucha energía, sino que también resulta antieconómico. Además, no produce una distribución ideal del tamaño de partícula. En la práctica industrial, las soluciones de alta eficiencia más utilizadas actualmente emplean dos métodos: la activación sinérgica mecanoquímica y la tecnología combinada de molienda y clasificación en múltiples etapas.“
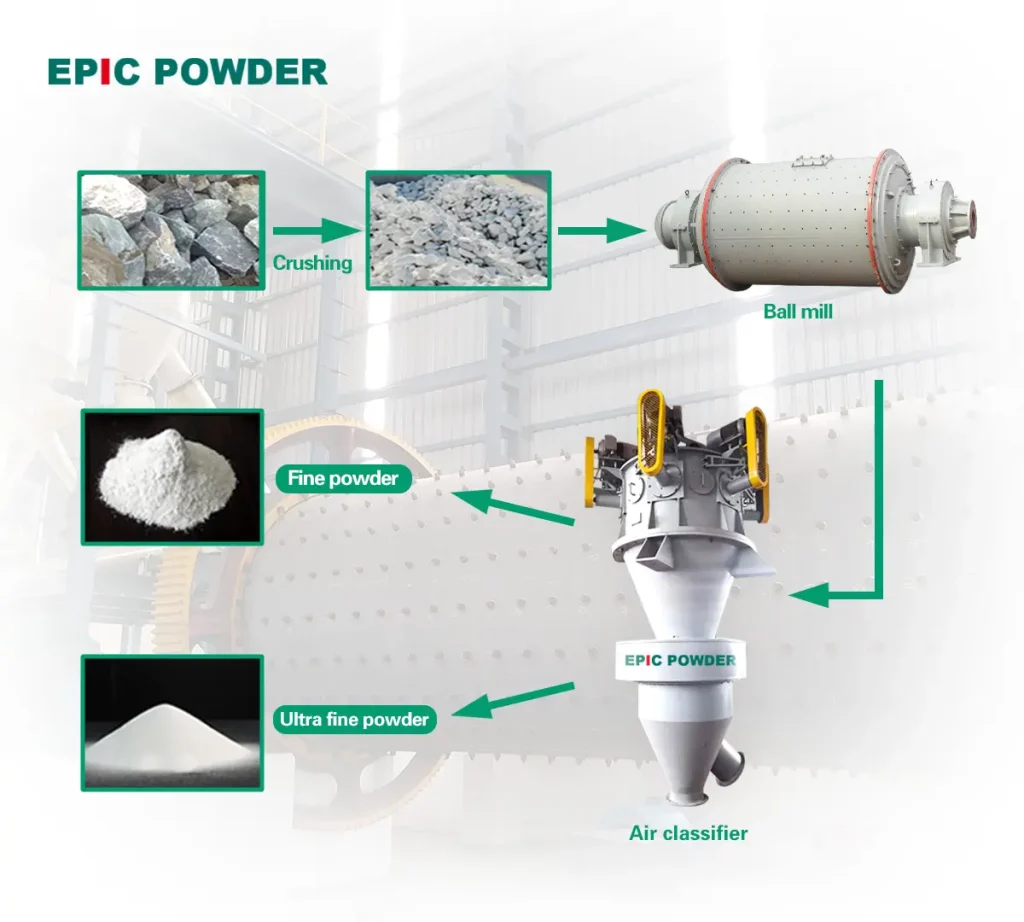
1. Presentación de clasificadores de aire de alta eficiencia para el rectificado en circuito cerrado.“
Las operaciones industriales desaconsejan encarecidamente el rectificado en circuito abierto de “una sola pasada”. Una alta eficiencia clasificador de aire Debe configurarse después del molino de bolas de escoria.
- Flujo de trabajo: Después de la molienda inicial dentro del molino, la escoria entra inmediatamente en el clasificador de aire. Las partículas activas aptas que alcanzan un tamaño de entre 3 y 30 μm se separan rápidamente y se envían para su envasado. Esto evita que permanezcan en el molino y se produzca una molienda excesiva o aglomeración de partículas. Mientras tanto, las partículas gruesas de más de 45 μm o 60 μm se devuelven al molino para su remolienda.
- Efecto: Esta configuración reduce artificialmente la distribución del tamaño de las partículas. Aumenta drásticamente la proporción de partículas dentro del rango activo efectivo, a la vez que disminuye significativamente el consumo de energía del sistema.
2. El “efecto sinérgico” de las fuerzas mecánicas y los activadores químicos.
El proceso de molienda convencional tiene dificultades para producir suficientes partículas ultrafinas que proporcionen la resistencia inicial necesaria. Para compensar esto, se pueden introducir activadores químicos durante el proceso de molienda o durante la mezcla del hormigón.
- Doble función como coadyuvantes y activadores de molienda: La introducción de pequeñas cantidades de aditivos químicos durante el funcionamiento de un molino de bolas para escoria resulta muy beneficiosa. Agentes como las alcanolaminas se adsorben en las superficies fracturadas de la escoria. Esto reduce la energía superficial de las partículas e impide que las partículas ultrafinas se reaglomeren dentro del molino. En consecuencia, se elimina el punto ciego que presentan los molinos convencionales con polvos ultrafinos.
- Activación compuesta de álcalis y sales: La escoria que ha sido sometida a una molienda optimizada ya presenta distorsión reticular interna. La introducción de pequeñas cantidades de sulfato de sodio o hidróxido de calcio en esta etapa puede destruir rápidamente la película protectora en la superficie del micropulvo de escoria. Esto induce a las partículas activas principales, en el rango de 3 a 30 μm, a participar prematuramente en la reacción. Este enfoque sinérgico resuelve perfectamente el problema de la baja resistencia inicial sin aumentar el consumo de energía de molienda.
3. Adopción de un sistema combinado de prensa de rodillos/molino de rodillos vertical y molino de bolas.
La escoria de alto horno tiene una molienda deficiente y una matriz vítrea muy dura. Por ello, las modernas plantas cementeras de gran escala utilizan ampliamente molinos de rodillos verticales (VRM) o prensas de rodillos para la premolienda.
- La prensa de rodillos utiliza el principio de trituración por lecho a alta presión. Esta acción induce una gran cantidad de microfisuras en las partículas de escoria, generando una energía de activación química excepcionalmente alta. Posteriormente, el material pasa al molino de bolas para optimizar la distribución del tamaño de partícula. Este proceso combinado ha demostrado ser la vía industrial más económica y eficiente disponible en la actualidad. Logra un equilibrio perfecto entre la microactividad y la distribución de macropartículas.
V. Conclusión
La activación de la escoria de alto horno representa una profunda revolución. En este proceso, coexisten la alteración morfológica física y la distorsión de la red microquímica.
- Crea sitios de activación de enlaces rotos no saturados al aumentar la superficie específica;
- Mediante acción mecanoquímica, provoca una distorsión de la red cristalina dentro de la estructura vítrea de la escoria. Esto almacena energía de defectos estructurales y, fundamentalmente, aumenta su reactividad química.
Sin embargo, la activación mecánica no es la solución definitiva. La actividad de la escoria depende no solo de su finura, sino, sobre todo, de una distribución granulométrica adecuada. En la práctica, prolongar indiscriminadamente el tiempo de molienda solo conlleva un desperdicio de energía y, además, aumenta el riesgo de agrietamiento de la pasta de cemento.
Solo controlando la superficie específica alrededor del punto de equilibrio óptimo de 600 m²/kg podemos lograr resultados ideales. Mediante procesos modernos, como los circuitos cerrados de clasificación de aire de alta eficiencia y la activación sinérgica mecanoquímica, podemos suprimir con precisión las partículas gruesas (>60 μm) y proteger el rango activo principal (3 ~ 30 μm). Este es el camino correcto para maximizar el valor latente de la escoria, la "joya verde" de los residuos industriales.

“Gracias por leer. Espero que mi artículo les sea útil. Dejen sus comentarios abajo. También pueden contactar al servicio de atención al cliente de Zelda para cualquier otra consulta.”
— Publicado por Emily Chen