Na onda dos materiais de construção ecológicos modernos e da economia circular, a taxa de utilização de recursos escória de alto-forno tornou-se uma métrica fundamental. Ela mede a sustentabilidade das indústrias de cimento e concreto. No entanto, a escória bruta não tratada normalmente permanece em um estado "dormente", inerte. Isso se deve à sua estrutura vítrea interna singular. Como resultado, ela apresenta taxas de hidratação extremamente lentas quando usada diretamente como material cimentício.
Para despertar a atividade latente da escória, a moagem mecânica tornou-se o método de modificação mais amplamente adotado. Especificamente, os operadores industriais dependem fortemente da escória. moinho de bolas Muitos percebem esse processo de moagem apenas sob uma ótica física, vendo-o como uma simples maneira de reduzir o tamanho das partículas e aumentar a área superficial específica. Na realidade, porém, a transformação de uma escória em uma escória é um processo complexo. moinho de bolas Os efeitos na escória são muito mais profundos.
Este artigo explora como um moinho de bolas para escória ativa a escória por meio de um "efeito duplo" de mecanismos físicos e químicos. Também integra pesquisas modernas sobre distribuição granulométrica (DG). Isso revela como a granulometria determina o desempenho final da hidratação da escória.

I. O Mecanismo Profundo de Ativação da Escória via Escória Moinho de bolas
Durante a operação de um moinho de bolas para escória, as esferas internas de aço ou cerâmica geram impactos e colisões intensas. Elas também criam poderosas forças de atrito e cisalhamento. A entrada contínua dessa energia mecânica nas partículas de escória desencadeia uma série de mudanças, desde a escala macroscópica até a microscópica.
1. Aumento da área de superfície específica e dos locais de ativação
A modificação mais direta é a fragmentação das partículas de escória. À medida que o tamanho das partículas diminui, a área superficial específica total da escória aumenta exponencialmente.
- Significado físico: A expansão da área superficial específica significa que a área de contato entre a escória e a água cresce a uma taxa exponencial. O mesmo se aplica ao seu contato com ativadores como hidróxido de cálcio ou silicato de sódio.
- Formação de sítios de ativação: Durante a fraturação, as partículas de escória desenvolvem fissuras sob a ação de forças externas. Eventualmente, elas se rompem. Nessas superfícies recém-fraturadas, as ligações químicas são forçadas a se romper. Essas ligações, originalmente equilibradas em seu interior, são rompidas. Esse cisalhamento cria um grande número de ligações insaturadas e rompidas. Esses sítios são termodinamicamente muito instáveis e possuem imensa energia superficial. Eles servem como os "sítios de ativação inicial" para a reação de hidratação.
2. Ativação Mecanocímica
Quando a moagem atinge um certo limite, a energia mecânica muda de função. Ela deixa de ser consumida exclusivamente para criar novas superfícies e passa a penetrar no interior das partículas. Esse processo induz a “distorção da rede cristalina” e a “amorfização” da microestrutura da escória.
- Distorção e defeitos da rede cristalina: A escória é composta principalmente por estruturas de rede vítrea, incluindo silicatos e aluminatos. Sob intenso cisalhamento e compressão dentro do moinho de bolas de escória, as redes tetraédricas internas de SiO4 e AlO4 sofrem torção. Essa ação altera os ângulos e comprimentos das ligações, introduzindo, consequentemente, uma proliferação de defeitos na rede cristalina.
- Efeito de armazenamento de energia: Essa destruição e distorção da microestrutura armazenam a energia mecânica dentro das partículas de escória. Ela permanece ali na forma de “energia de defeito estrutural”. A escória nesse estado de alta energia (metaestável) apresenta ligações químicas que se rompem com muito mais facilidade quando expostas a moléculas de água. Isso eleva fundamentalmente sua reatividade química.
Conclusão principal: Um moinho de bolas para escória não apenas "pica" partículas para expandir a frente de reação. Ele dobra e torce a microestrutura para diminuir a energia de ativação da reação. É precisamente por isso que o processo de moagem alcança simultaneamente os efeitos duplos de redução de tamanho e ativação química.

II. Análise detalhada das principais questões (Parte I)
No estudo aprofundado da ativação da escória, pesquisadores e engenheiros frequentemente se deparam com fenômenos aparentemente contraditórios. Abaixo, apresentamos respostas detalhadas para duas das questões práticas mais críticas.
Pergunta 1: A resistência do cimento aumentará linear e indefinidamente com tempos de moagem mais longos e partículas de escória mais finas? Por quê?
Responder:
Não, não vai. Aumentar o tempo de moagem melhora a resistência do cimento, principalmente a resistência inicial. No entanto, essa melhoria está sujeita a uma clara lei de rendimentos decrescentes. A moagem excessiva pode até levar à degradação do desempenho.
Podemos analisar esse fenômeno por meio de três dimensões:
1. A “Barreira Limite” da Eficiência de Moagem
Com o aumento do tempo de moagem, a finura da escória melhora. No entanto, a taxa de melhoria diminui consideravelmente ao longo do tempo.
Isso ocorre porque, à medida que as partículas diminuem de tamanho, sua resistência relativa à destruição aumenta. Mais grave ainda, pós extremamente finos sofrem um "fenômeno de moagem reversa" sob compressão contínua. As partículas finas se reaglomeram e se agrupam devido às forças eletrostáticas e de Van der Waals. Elas chegam a aderir aos revestimentos do moinho e aos meios de moagem, formando uma camada de amortecimento. Nesse ponto, a maior parte da energia mecânica aplicada é absorvida pelos aglomerados. Essa energia também pode ser convertida em energia térmica. Assim, o moinho não consegue reduzir ainda mais o tamanho das partículas.
2. O “Equilíbrio Ideal” da Resistência da Pasta de Cimento
Pesquisas indicam claramente que a granulometria inadequada da escória prejudica o desenvolvimento da resistência da pasta de cimento. Isso se aplica tanto à escória muito grossa quanto à muito fina.
- Finura insuficiente: A ativação é insuficiente. A escória atua principalmente como um material de enchimento inerte na pasta de cimento. Isso resulta em uma resistência inicial extremamente baixa.
- Nível de finura muito alto: A taxa de hidratação inicial torna-se extremamente rápida. No entanto, isso desencadeia uma intensa liberação de calor em um curto período. Além disso, o pó ultrafino consome água muito rapidamente. Isso leva facilmente a um grande número de fissuras de retração por secagem na pasta de cimento. Adicionalmente, partículas excessivamente finas aumentam drasticamente a demanda de água do sistema. Manter a mesma trabalhabilidade exige a adição de mais água. Isso, em última análise, reduz a compactação e a resistência a longo prazo da pasta de cimento endurecida.
3. A “Proporção Áurea” em 600 m²/kg
Numerosos experimentos e práticas de engenharia de longo prazo demonstraram uma tendência clara. A resistência da pasta de cimento atinge o pico somente quando a área superficial específica da escória alcança aproximadamente 600 m²/kg. Esse valor representa o equilíbrio ideal, que balanceia com sucesso a atividade de hidratação, a densidade da pasta, a estabilidade volumétrica (retração) e o consumo de energia de moagem. Ultrapassar esse limite acarreta impactos negativos. Os pequenos ganhos de atividade obtidos com o maior consumo de energia serão totalmente anulados pela alta retração e pela alta demanda de água.

III. A influência decisiva da distribuição do tamanho das partículas no desempenho da hidratação
Com o avanço das pesquisas, os cientistas de materiais cimentícios modernos mudaram sua perspectiva. Eles percebem cada vez mais que confiar apenas na “área superficial específica” ou na “finura média” é insuficiente para medir a atividade mecânica. Dois pós de escória com áreas superficiais específicas idênticas podem apresentar atividades muito diferentes. Eles podem resultar em resistências finais do cimento completamente distintas se suas distribuições granulométricas (DG) divergirem.
1. A “Divisão do Trabalho” e os Efeitos do Tamanho das Partículas de Escória
Em condições experimentais e de engenharia típicas, partículas de escória de diferentes faixas de tamanho desempenham funções distintas dentro da pasta de cimento:
| Faixa de tamanho de partícula | Taxa de reação | Função principal e mecanismo |
| > 60μm | Extremamente lento (quase inerte) | Efeito de microagregados: Essas partículas grosseiras sofrem apenas uma leve hidratação em suas superfícies. Seus núcleos permanecem duros. Elas atuam principalmente como um esqueleto de suporte estrutural, com contribuição insignificante para a atividade química. |
| 3 ~30 μm | Moderado e sustentado | Componente ativo principal: Este é o princípio fundamental do material cimentício. Sua taxa de reação moderada permite a liberação contínua de calor de hidratação. Isso proporciona suporte de resistência estável a médio e longo prazo. |
| < 10μm | Extremamente rápido (explosão instantânea) | Pó ultraativo: Ao entrar em contato com a água, essas partículas se dissolvem rapidamente. Elas participam da hidratação e geram um grande volume de produtos de hidratação para preencher os poros capilares. Elas são a principal fonte de resistência inicial (1d, 3d). |
2. O Moagem “Ponto cego” para partículas ultrafinas na moagem mecânica
Aqui reside um enorme paradoxo técnico. Embora as partículas <10 μm possuam a maior atividade, as partículas abaixo de 10 μm raramente recebem uma ação de moagem eficaz em um moinho de bolas de escória convencional.
- Análise de Causas: A dinâmica dos fluidos e os princípios da colisão mecânica ditam essa limitação. Quando as partículas se tornam suficientemente pequenas, elas tendem a "seguir o fluxo". Elas se movem junto com o meio de moagem e a turbulência do fluxo de ar. É incrivelmente difícil capturá-las com precisão. Raramente são comprimidas entre duas esferas de aço em colisão para receber um forte impacto ou cisalhamento. Essas partículas ultrafinas são, em sua maioria, fragmentos secundários. Elas são lascadas das bordas de partículas mais grossas durante sua fratura.
- Conclusão: Aumentar indiscriminadamente o tempo total de moagem não incrementa efetivamente a proporção dessas partículas ativas ultrafinas. Em vez disso, causa uma moagem excessiva e dispendiosa das partículas de 30 a 60 μm, resultando em uma enorme perda de energia.
Consequentemente, os modernos processos de ativação de escória de alta eficiência não buscam mais cegamente a "finura geral da moagem". Em vez disso, visam otimizar a distribuição do tamanho das partículas. Utilizam precisão classificação Técnicas para maximizar a proporção de partículas na faixa de 3 a 30 μm, minimizando as partículas grossas com tamanho superior a 60 μm.
IV. Análise Detalhada das Questões-Chave (Parte II)
Dando continuidade à discussão anterior sobre a distribuição do tamanho das partículas e os pontos cegos da moagem, podemos formular uma segunda questão. Esta questão oferece uma orientação prática mais abrangente para a produção industrial.
Pergunta 2: Visto que a moagem convencional apresenta baixa eficiência para partículas com menos de 10 μm, como as operações industriais podem melhorar de forma eficiente a atividade abrangente da escória, tanto a curto como a longo prazo?
Responder:
Depender exclusivamente de um único moinho de bolas para moagem por força bruta não é energeticamente eficiente nem economicamente viável. Além disso, não produz uma distribuição granulométrica ideal. Na prática industrial, as soluções de alta eficiência mais comuns atualmente envolvem dois métodos. Os operadores empregam a “ativação sinérgica mecanoquímica” juntamente com a “tecnologia combinada de moagem e classificação em múltiplos estágios”.”
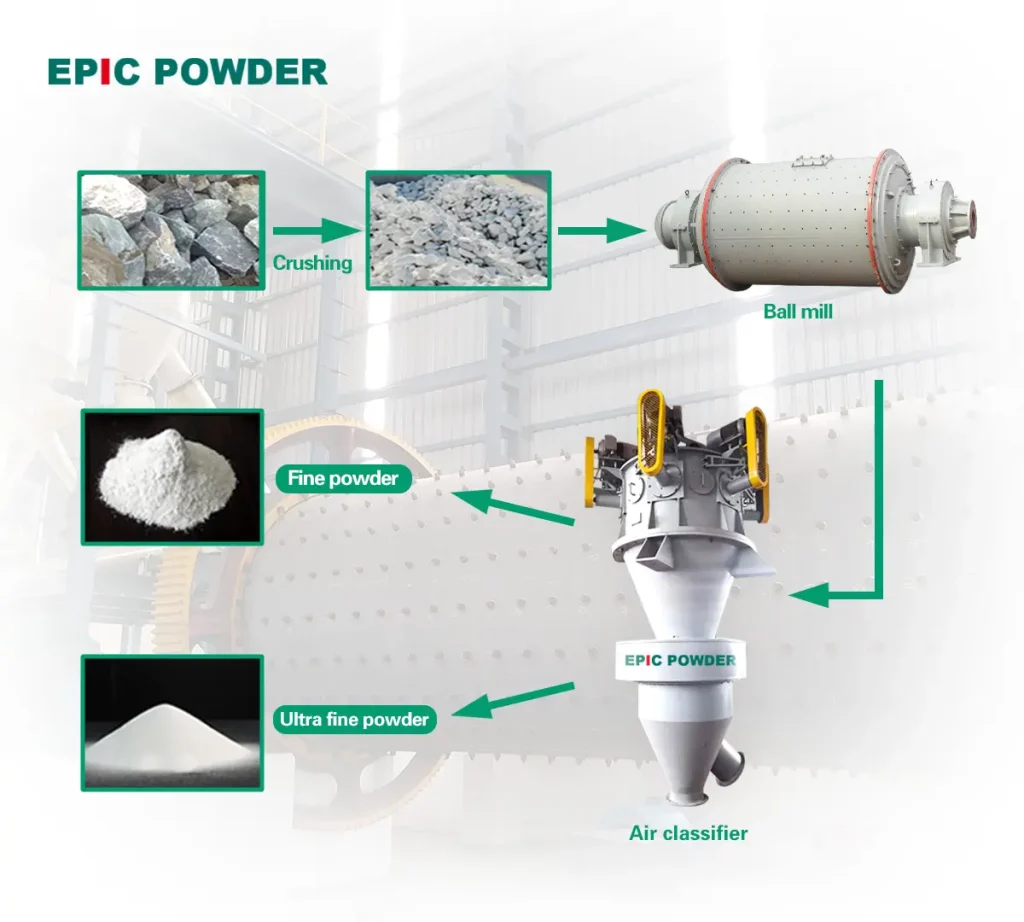
1. Apresentando classificadores de ar de alta eficiência para “moagem em circuito fechado”
As operações industriais desencorajam fortemente a retificação em circuito aberto "em uma única passagem". Uma alta eficiência classificador de ar deve ser configurado a jusante do moinho de bolas de escória.
- Fluxo de trabalho: Após a moagem inicial dentro do moinho, a escória entra imediatamente no classificador de ar. As partículas ativas qualificadas que atingiram 3 a 30 μm são rapidamente separadas. Em seguida, são enviadas para embalagem. Isso evita que permaneçam no moinho, sofrendo moagem excessiva e aglomeração de partículas. Enquanto isso, as partículas grossas maiores que 45 μm ou 60 μm retornam ao moinho para serem remoidas.
- Efeito: Essa configuração reduz artificialmente a distribuição do tamanho das partículas. Ela aumenta drasticamente a proporção de partículas dentro da faixa ativa efetiva, ao mesmo tempo que reduz significativamente o consumo de energia do sistema.
2. O “Efeito Sinérgico” das Forças Mecânicas e dos Ativadores Químicos
A moagem convencional tem dificuldade em produzir partículas ultrafinas em quantidade suficiente para proporcionar resistência inicial. Para compensar essa dificuldade, ativadores químicos podem ser adicionados durante o processo de moagem ou durante a mistura do concreto.
- Dupla identidade como auxiliares e ativadores de moagem: A introdução de quantidades mínimas de aditivos químicos de moagem durante a operação de um moinho de bolas de escória contribui significativamente para o processo. Agentes como alcanolaminas adsorvem-se nas superfícies fraturadas da escória. Isso reduz a energia superficial das partículas e impede que partículas ultrafinas se reaglomerem dentro do moinho. Consequentemente, elimina-se o "ponto cego" das faces de moagem convencionais com pós ultrafinos.
- Ativação composta de álcalis/sais: A escória que passou por moagem otimizada já apresenta distorção da estrutura cristalina interna. A introdução de pequenas quantidades de sulfato de sódio ou hidróxido de cálcio nessa etapa pode destruir rapidamente a película protetora na superfície do micropó de escória. Isso faz com que as principais partículas ativas na faixa de 3 a 30 μm participem da reação prematuramente. Essa abordagem sinérgica resolve perfeitamente o problema da baixa resistência inicial sem aumentar o consumo de energia da moagem.
3. Adoção de um sistema combinado de prensa de rolos/moinho de rolos vertical e moinho de bolas
A escória de alto-forno apresenta baixa moabilidade e alta dureza da matriz vítrea. Devido a esse fato, as modernas fábricas de cimento de grande porte utilizam amplamente moinhos verticais de rolos (VRM) ou prensas de rolos para a pré-moagem.
- A prensa de rolos utiliza o princípio de britagem em leito de alta pressão. Essa ação induz um grande número de microfissuras nas partículas de escória, gerando uma energia de ativação química excepcionalmente alta. Posteriormente, o material entra no moinho de bolas para o ajuste da distribuição granulométrica. Esse processo combinado comprovou ser a via industrial mais econômica e eficiente disponível atualmente. Ele equilibra perfeitamente a microatividade com a distribuição macroscópica das partículas.
V. Conclusão
A ativação da escória de alto-forno representa uma profunda revolução. Nesse processo, coexistem alterações morfológicas físicas e distorções microquímicas da estrutura cristalina.
- Cria sítios de ativação de ligações quebradas insaturadas, aumentando a área de superfície específica;
- Isso desencadeia a distorção da estrutura cristalina dentro da rede vítrea da escória por meio de ação mecanoquímica. Isso armazena energia de defeitos estruturais e aumenta fundamentalmente sua reatividade química.
No entanto, a ativação mecânica não é uma solução mágica. A atividade da escória depende não apenas de sua finura, mas, principalmente, de uma distribuição granulométrica adequada. Em aplicações práticas, prolongar indiscriminadamente o tempo de moagem apenas resulta em desperdício de energia. Além disso, cria riscos de fissuras na pasta de cimento.
Somente controlando a área superficial específica em torno do ponto de equilíbrio ideal de 600 m²/kg podemos alcançar resultados ótimos. Ao aproveitar processos modernos, como circuitos fechados de classificadores de ar de alta eficiência e ativação sinérgica mecanoquímica, podemos suprimir com precisão partículas grossas (>60 μm) e proteger a faixa ativa principal (3 ~ 30 μm). Este é o verdadeiro caminho para maximizar o valor latente da escória, a “joia verde” dos resíduos industriais.

“Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode entrar em contato com o suporte online da Zelda para quaisquer outras dúvidas.”
— Publicado por Emily Chen