Yapay grafit anot üretiminde, öğütme işlemi en erken ve en önemli adımlardan biridir. Son parçacık boyutu dağılımını, şeklini ve homojenliğini belirlemede kritik bir rol oynar; bu faktörler pil performansını doğrudan etkiler. İyi tasarlanmış bir öğütme işlemi, yüksek yoğunluklu öğütme, tutarlı morfoloji ve verimli sonraki işleme süreçlerini sağlar.
Öğütme Ekipmanlarının Türleri ve Uygulamaları
Hammaddenin özelliklerine ve üretim hattının özel gereksinimlerine bağlı olarak farklı öğütme teknolojileri kullanılır:
| Ekipman Türü | Uygun Malzeme | Tipik Uygulama |
| Jet Değirmeni | Saha | Zift tozlaştırma |
| Silindirli Değirmen | Kalsine Kok (yüksek sertlik) | Kalsine kok üretim hatları |
| Mekanik Değirmen | Yeşil Kola (orta sertlikte) | Yeşil kok üretim hatları |
Öğütme Prosesi Akışı
Öğütme işlemi tipik olarak çekiçli kırıcı kullanılarak kaba kırma ile başlar, ardından malzemeye bağlı olarak silindirli değirmen veya mekanik değirmen ile ultra ince öğütme yapılır. Öğütülmüş malzeme daha sonra istenen nihai özelliklere ulaşmak için şekillendirilir ve sınıflandırılır.
(1) Silindirli Değirmen İşlem Akışı
Besleme → Çekiçli Kırıcı (Kaba Kırma) → Silindirli Değirmen (Öğütme) → Küreleştirme → Sınıflandırma
(2) Mekanik Değirmen Proses Akışı
Besleme → Çekiçli Kırıcı (Kaba Kırma) → Döner Fırın (Kurutma) → Mekanik Değirmen (Öğütme) → Küreleştirme → Sınıflandırma
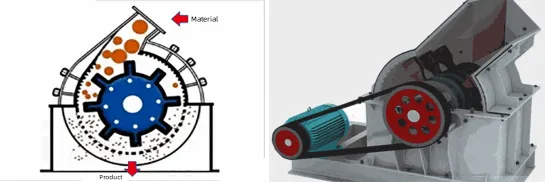
Çekiçli Kırıcı (Kaba Kırma)
Çekiçli kırıcı, büyük ham madde bloklarını genellikle yaklaşık 10 mm boyutunda daha küçük parçalara ayırmak için tasarlanmıştır. Bu, malzemenin kurutma ve ince öğütme aşamalarında işlenmesini kolaylaştırarak genel işlem verimliliğini artırır.
Kırma işlemi, malzemeye çarpan yüksek hızlı dönen çekiçler aracılığıyla gerçekleşir. Malzeme darbe aldığında, diğer parçacıklar ve iç astarlarla da çarpışarak birden fazla darbe noktası oluşturur. Gerekli boyuta ulaşan parçacıklar elek çubuklarından dışarı atılırken, daha büyük parçalar daha fazla kırma işlemi için tekrar dolaşıma sokulur.
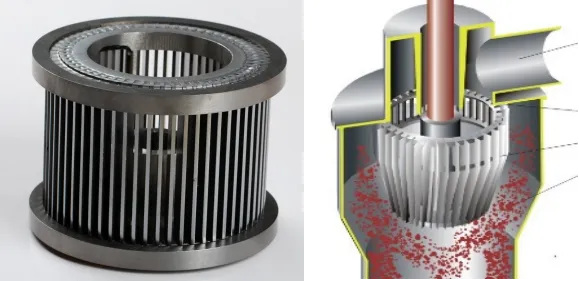
Silindirli Değirmen (İnce Öğütme)
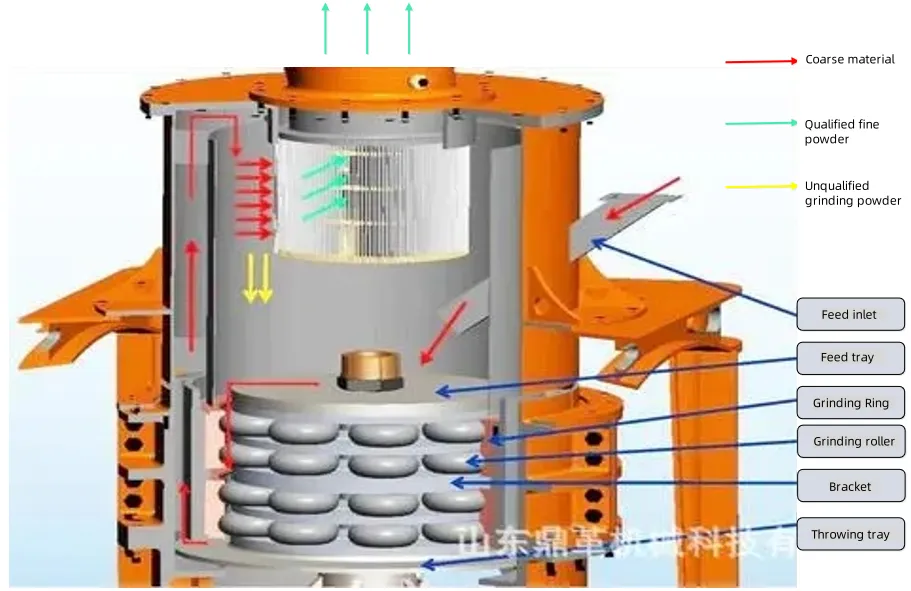
Silindirli değirmenler genellikle kalsine kok gibi sert malzemeleri mikron boyutlu tozlara öğütmek için kullanılır. Bu değirmenler yüksek basınçlı öğütme ve iç sınıflandırmayı tek bir ünitede birleştirir.
Ana mil, öğütme tekerleklerinin dönmesini ve devir yapmasını sağlayarak güçlü bir merkezkaç kuvveti oluşturur. Bu kuvvet, malzemeyi bir öğütme halkasına doğru sıkıştırarak yoğun basınçla parçalar. İnce öğütülmüş malzeme, hava akımıyla sınıflandırma bölgesine taşınır; burada kabul edilebilir parçacıklar toplama sistemine geçer. Büyük boyutlu parçacıklar ise daha fazla küçültülmek üzere öğütme alanına geri düşer.
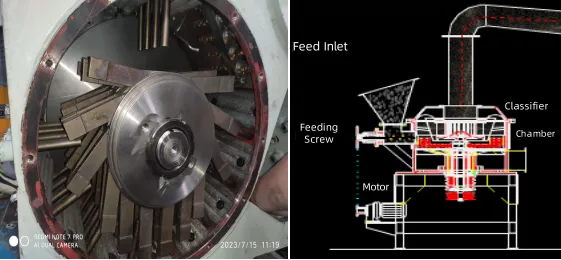
Mekanik Değirmen (İnce Öğütme)
Mekanik değirmenler, ham kok ve diğer orta sertlikteki malzemeler için idealdir. Bu değirmenler, güçlü kesme kuvvetleri ve yüksek hızlı darbeler oluşturmak için yüksek hızlı bir rotor ve sabit bir stator kullanır. Malzeme dar aralıktan geçerken, tekrar tekrar vurulur ve kırılır.
Öğütme haznesinin içinde türbülanslı bir akış alanı oluşur ve bu durum parçacıkları dalgalanan basınca ve tekrarlanan çarpışmalara maruz bırakır. Bu çarpışmalardan kaynaklanan enerji malzemenin kırılma eşiğini aştığında, parçacıklar verimli bir şekilde ince toz haline getirilir.

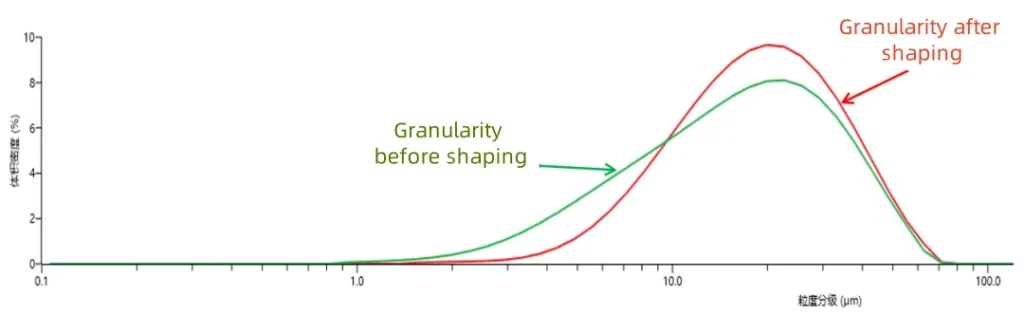
Sferozör (Şekillendirici)
Öğütme işleminden sonra, toz, parçacıkların yuvarlaklığını iyileştirmek için bir şekillendirme işlemine tabi tutulur. Amaç, keskin kenarları düzeltmek ve daha küresel bir şekil elde etmektir. Bu adım, anot malzemesinin yoğunluğunu ve paketleme verimliliğini artırarak, nihai pil hücresinde daha iyi elektriksel iletkenliğe ve mekanik kararlılığa katkıda bulunur.
Sınıflandırıcı (Hava Sınıflandırması)
Son aşamada, öğütülmüş ve şekillendirilmiş toz, hassas parçacık boyutu dağılımını sağlamak için sınıflandırılır. İnce toz, hava akımıyla yukarı doğru sınıflandırma odasına taşınır. Orada, iki zıt kuvvetle karşılaşır: yukarı doğru hava akımı ve dönen yüzeyin oluşturduğu merkezkaç kuvveti. sınıflandırıcı teker.
Daha ağır olan iri parçacıklar, hazne duvarına doğru dışarı atılır ve öğütme bölümüne geri gönderilir. Santrifüj kuvvetini aşacak kadar hafif olan ince parçacıklar ise sınıflandırıcı aralığından geçer ve aşağı akışta toplanır.
Bu dikkatli sınıflandırma, üretim sürecinde yalnızca hedef boyut aralığındaki parçacıkların ilerlemesini sağlayarak tutarlı kalite ve performansı garanti eder.