Ekonominin ve toplumun çeşitli sektörlerinde metalik olmayan mineral kaynaklarının kullanımının yaygınlaşmasıyla birlikte, bu kaynakların kullanımı da önemli ölçüde yoğunlaşmıştır. Bu metalik olmayan minerallerin birçoğu toz halinde kullanıldığından, endüstri özellikle ultra ince kaliteler elde etmek için daha gelişmiş işleme teknolojilerine ihtiyaç duymaktadır. Bu makalede, ultra ince tozlar hazırlamak için kullanılan çeşitli öğütme makinelerini inceleyeceğiz.
1. Ultra İnce Metalik Olmayan Mineral Tozları
Ultra ince tozlar Mikron ile nanometre ölçeği arasında değişen parçacık boyutlarına sahip bir dizi süper ince malzemeyi ifade eder. Metalik olmayan mineral tozlarının modern yüksek teknolojili yeni malzemelerde yaygın olarak kullanılması, benzersiz işlevselliklerine dayanmaktadır. Metalik olmayan minerallerin çoğu işlevinin performansı, parçacık boyutuna, boyut dağılımına ve parçacık şekline bağlıdır.

Ultra ince tozlar mükemmel fiziksel ve kimyasal özelliklere sahiptir. Bunlar arasında geniş özgül yüzey alanı, yüksek yüzey aktivitesi, hızlı kimyasal reaksiyon hızı, yüksek sinterlenmiş gövde mukavemeti ile düşük sinterleme sıcaklığı, iyi dolgu ve takviye performansı ve yüksek örtme gücü bulunur. Sonuç olarak, birçok uygulama alanı, metalik olmayan mineral hammaddelerin çok ince parçacık boyutlarına (mikron veya mikron altı) sahip olmasını gerektirir.
Şu anda Çin'in mineral işleme endüstrisindeki genel görüşe göre, ultra ince toz, 30 μm'den küçük parçacıklardan oluşan toz olarak tanımlanmaktadır. Parçacık boyutuna göre ultra ince tozlar şu kategorilere ayrılabilir: mikron sınıfı (1–30 μm), alt mikron sınıfı (0,1–1 μm) ve nano sınıfı (0,001–0,1 μm). Ultra ince metalik olmayan mineral tozları, optik, manyetik, akustik, elektriksel ve mekanik özelliklerde önemli avantajlar sergiler ve tıp, kimya, elektronik, enerji ve diğer alanlarda yaygın olarak kullanılmaktadır.
2. Ultra İnce Metal Olmayan Mineral Tozlarının İşlenmesi
Ultra ince tozların hazırlanması için çok sayıda yöntem bulunmaktadır. Oluşturulma ortamına bağlı olarak, bunlar üç kategoriye ayrılabilir: gaz fazı, sıvı fazı ve katı faz yöntemleri. Gaz fazı yöntemleri arasında yüksek frekanslı indüksiyon ısıtma ve plazma hazırlama teknikleri bulunur; bu teknikler yüksek saflıkta, dar parçacık boyutu dağılımına, küçük boyuta ve homojen dağılıma sahip ultra ince tozlar üretmek için uygundur. Sıvı fazı yöntemleri esas olarak kimyasal sıvı indirgeme, sol-jel, ultrasonik atomizasyon ve hidrotermal yöntemleri içerir. Katı fazı yöntemleri ise öncelikle mekanik kırma yöntemini kullanır.
Hazırlanış prensibine göre yöntemler kimyasal ve fiziksel yöntemler olmak üzere ikiye ayrılabilir.
Kimyasal yöntemler
Kimyasal yöntemler, iyonlardan veya atomlardan çekirdeklenme ve büyüme yoluyla istenen ultra ince tozu oluşturan kimyasal reaksiyonları içerir. Avantajları, yüksek saflıkta, küçük parçacık boyutunda, dar boyut dağılımında ve iyi morfolojide toz üretme yeteneğidir. Dezavantajları arasında düşük verim, yüksek maliyet ve karmaşık süreçler yer alır.
Fiziksel yöntemler
Fiziksel yöntemler, malzemelerin mekanik kuvvet yoluyla ezilmesini içerir. Avantajları arasında düşük maliyet, nispeten basit işlemler, yüksek verim ve büyük ölçekli endüstriyel üretime uygunluk yer alır. Ayrıca, ezme sırasında oluşan mekanokimyasal etkiler, tozun aktivitesini artırabilir.
Günümüzde, ultra ince metalik olmayan mineral tozlarının işlenmesinde, fiziksel yöntemler birincil hazırlama tekniği olarak kullanılmaktadır. Genel olarak, ham maddelerin ultra ince toza dönüştürülmesi süreci esas olarak iki aşamadan oluşur: kırma ve öğütme. sınıflandırma. Malzeme öncelikle kırma işlemi için ultra ince öğütme ekipmanına girer. Parçacık yapısındaki farklılıklar nedeniyle, kırma için gereken enerji farklıdır ve ekipman içindeki kuvvetler eşit değildir. Bu nedenle, ortaya çıkan ince parçacıklar şekil ve boyut bakımından farklılık gösterir ve yalnızca bir kısmı boyut gereksinimlerini karşılar. Pratik üretimde, standartları karşılamak için parçacık boyutunun tamamen küçültülmesini sağlamak amacıyla kırma süresinin uzatılması sıklıkla kullanılır. Ancak bu, yalnızca enerji tüketimini artırmakla kalmaz, aynı zamanda aşırı öğütmeye de yol açabilir. Bu nedenle, boyut spesifikasyonunu karşılayan parçacıkları derhal ayırmak çok önemlidir; bu da ultra ince toz hazırlama sürecinde ultra ince sınıflandırma teknolojisini son derece önemli kılmaktadır.
3. Ultra İnce Öğütme Ekipmanlarının Araştırma Durumu
Günümüzde yaygın olarak kullanılan ultra ince öğütme ekipmanları arasında darbeli değirmenler, karıştırmalı değirmenler, jet değirmenler ve titreşimli değirmenler bulunmaktadır.

3.1 Darbeli Freze
Darbeli öğütücüler, malzemeye yoğun darbe ve kesme kuvvetleri uygulamak için yatay veya dikey bir eksen etrafında yüksek hızlı dönen bir rotor (çubuklar, çekiçler, bıçaklar vb. ile) kullanan ultra ince öğütme cihazlarıdır. Bu, malzeme ile öğütücü duvarı/sabit parçalar arasında güçlü darbe çarpışmalarına neden olur. Ayrıca parçacıklar arasında çarpışmaya ve parçacık kırılmasına da yol açabilir. Talk, mermer ve kalsit gibi orta sertlikteki malzemeler için uygundurlar. Besleme boyutu genellikle 8 mm'nin altındadır ve ürün inceliği 3-74 μm'ye ulaşabilir.

Darbeli değirmenlerin başlıca avantajları arasında ayarlanabilir incelik, basit yapı, kompakt kurulum, kolay kullanım, küçük alan kaplama ve yüksek verimlilik yer almaktadır. Bir dezavantajı ise yüksek hızda çalışma sırasında aşırı ısınma potansiyelidir. Bu nedenle, ekipman iyileştirmelerinde soğutma yöntemleri dikkate alınabilir. Ayrıca, önemli parça aşınmasını önlemek için iyi basınç ve aşınma direnci özelliklerine sahip malzemelerin kullanılması tavsiye edilir.
3.2 Karıştırmalı Değirmen
Karıştırıcılı değirmenler, çeşitli şekillerde bulunan, gelecek vadeden ultra ince öğütme ekipmanı türlerinden biridir. Kurulum şekline göre dikey, yatay veya diskli karıştırıcılı değirmenler olabilirler. İşleme göre ise spiral, partili, sirkülasyonlu ve sürekli karıştırıcılı değirmenler olarak sınıflandırılırlar.
Genel olarak, karıştırmalı değirmenler esas olarak, öğütme ortamını (çelik bilyeler, zirkonya bilyeler, seramik bilyeler, korundum bilyeler, çakıl vb.) ve haznenin içine doldurulmuş malzemeyi karıştırmak için bir karıştırıcı milini döndürerek çalışır ve bu da malzemelerin hareket etmesine neden olur. Genellikle metalik olmayan minerallerin derinlemesine işlenmesi ve pigment hazırlanması için kullanılırlar. Besleme boyutu tipik olarak 3 mm'nin altındadır ve ürün inceliği 0,1 ila 45 μm arasında değişir. Öğütme verimliliğini etkileyen temel işlem parametreleri arasında karıştırıcı hızı, bulamaç konsantrasyonu, malzeme-bilye oranı, ortam özellikleri ve bekleme süresi bulunur.
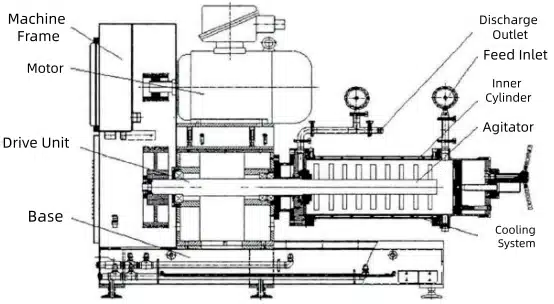
Geleneksel bilyalı değirmenlere kıyasla, karıştırmalı değirmenler önemli avantajlar sunar: ① Değirmen haznesi sabit kalırken karıştırıcı döner, bu da geleneksel bilyalı değirmenlerin dönen tamburunun neden olduğu yüksek enerji kaybı sorununu çözer. bilyalı değirmen. ② Darbe ve öğütmeyi birleştiren bilyalı değirmenlerin aksine, karıştırmalı değirmenler esas olarak minimum darbe ile desteklenen öğütmeye dayanır; bu da gürültü, ısı ve titreşimden kaynaklanan enerji tüketimini azaltarak ince öğütme verimliliğini artırır. ③ Karıştırmalı değirmen ekipmanları genellikle nispeten küçük bir alana, basit bir yapıya ve kolay kuruluma sahiptir.
3.3 Titreşimli Değirmen
Titreşimli değirmenler, öğütme ortamı olarak bilye veya çubuk kullanır ve ürünleri birkaç mikrona kadar işleyebilir. Yüksek frekanslı titreşimli bir odanın içindeki öğütme ortamını kullanarak malzemeye darbe, öğütme ve kesme kuvvetleri uygulayarak hızlı partikül boyutu küçültmesi sağlarlar. Kimya, metalurji, inşaat malzemeleri, seramik, refrakter ve metalik olmayan minerallerde ultra ince toz işleme için yaygın olarak kullanılırlar. Besleme boyutu genellikle 6 mm'nin altındadır ve ürün inceliği 1 ila 74 μm arasında değişir. Titreşimli değirmenler, küçük boyut, düşük enerji tüketimi, yüksek verim, kompakt yapı, basit kullanım ve kolay kullanım gibi avantajlar sunar. Bakım, Avantajları arasında yüksek gürültü seviyeleri ve zorlu parça gereksinimleri yer almaktadır.
3.4 Jet Değirmeni
Jet değirmenleri, sıkıştırılmış havayı nozullardan hızlandırarak çalışır; ortaya çıkan jetler, parçacıkları yüksek hızda iterek çarpışmalarına, sürtünme etkileşimine ve kesme kuvvetine neden olur ve böylece öğütme gerçekleşir. Çoğunlukla mermer, kaolin ve talk gibi orta veya daha düşük sertlikteki metalik olmayan minerallerin ultra ince öğütülmesinde, ayrıca sağlık gıdalarında, nadir toprak elementlerinde ve kimyasal hammaddelerde kullanılırlar. Besleme boyutu genellikle 1 mm'nin altında kontrol edilir ve ürün inceliği 1 ila 30 μm arasında değişir, ancak üretim kapasitesi nispeten küçüktür.
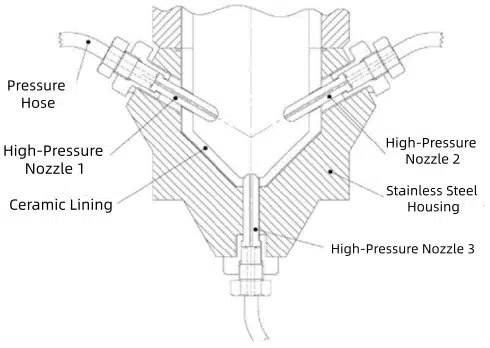
Jet değirmenleri, yüksek otomasyon ve büyük kapasite gibi avantajlar sunar. Dezavantajları arasında yüksek ekipman maliyeti, büyük alan kaplama, yüksek enerji tüketimi, çok yüksek incelikte ürünlerin sınırlı bulunabilirliği, önemli parça aşınması ve bağımsız yenilikçi modellerin eksikliği yer almaktadır. Jet değirmenleri, Çin'de en çok araştırılan, en kapsamlı model yelpazesine sahip ve nispeten olgun teknolojiye sahip tür olduğu için piyasada çok popülerdir. Şu anda yapı veya çalışma prensiplerine göre yatay disk (düz) jet değirmenleri, sirkülasyonlu tüp jet değirmenleri, karşılıklı jet değirmenleri, hedef jet değirmenleri ve akışkan yataklı jet değirmenleri olarak sınıflandırılabilirler.
3.5 Diğer Ekipmanlar
Gezegensel Bilyalı DeğirmenYapılar esas olarak dikey ve yataydır. Bireysel öğütme kapları, sıradan bilyalı değirmenlerinkine geometrik olarak benzerdir, ancak temel fark, gezegen tipi değirmendeki her bir kabın kendi ekseni etrafında dönerken aynı anda merkezi bir eksen etrafında da dönmesidir. Gezegen tipi bilyalı değirmenlerin yüksek öğütme kapasitesi ve enerji kullanım verimliliği, onları ultra ince toz hazırlama, mekanokimya ve mekanik alaşımlama alanlarında yaygın olarak kullanılmasını sağlar. Yüksek sertlikteki malzemeler için uygundur ve incelik 0,1 μm'ye kadar ulaşabilir. Özellikleri arasında öğütme ortamının aşınmaya yatkınlığı ve küçük ölçekli üretime uygunluğu yer alır.
- Yüzük-Silindirli DeğirmenEsasen küçük ila orta ölçekli ultra ince öğütme ekipmanıdır. Yıllar süren geliştirme sürecinde uygulama alanı giderek genişlemiş ve giderek daha belirgin avantajlar göstermiştir. Spesifik uygulama etkileri açısından, işlem operasyonu nispeten basittir, kırma oranı nispeten yüksektir ve işlem sırasında birim enerji tüketimi düşüktür; bu da enerji tasarrufu ve çevre koruma gereksinimlerini karşılar. Metalik olmayan mineral işleme alanındaki mevcut uygulamalara dayanarak, besleme boyutu 20 mm'yi geçmemelidir. Dahili sınıflandırma cihazları, işlem sırasında standartlara göre ürün inceliğinin etkin bir şekilde ayarlanmasına olanak tanır.
Toz endüstrisindeki gelişmelere rağmen, ultra ince metalik olmayan mineral tozlarının elde edilmesinin temel yöntemi mekanik kırma olmaya devam etmektedir. "Bir zanaatkar, işini iyi yapmak için aletlerini bilemelidir." Gelecekte, temel teorik araştırmaların güçlendirilmesi, teknolojik yatırımların artırılması, mevcut ekipmanlara dayalı proses akışlarının optimize edilmesi, inovasyon yeteneğinin sürekli olarak geliştirilmesi ve yüksek katma değerli, yüksek teknolojili, yeşil, ekonomik, düşük enerji tüketimli, düşük emisyonlu ultra ince öğütme ekipmanlarının geliştirilmesi şarttır.
4. Ultra İnce Sınıflandırma Cihazlarının Araştırma Durumu

Ultra ince toz sınıflandırması, ortamdaki farklı boyutlardaki parçacıklar üzerinde etkili olan merkezkaç kuvveti, yerçekimi ve atalet kuvveti gibi kuvvetlerin neden olduğu farklı hareket yörüngelerine dayanarak parçacıkları ayırır ve onları ilgili toplama cihazlarına yönlendirir.
Kullanılan ortama bağlı olarak, ultra ince sınıflandırma genellikle kuru ve ıslak yöntemler olarak ikiye ayrılır. Islak sınıflandırma, dağıtım ortamı olarak sıvı kullanır ve yüksek sınıflandırma hassasiyeti ve iyi homojenlik sunar. Bununla birlikte, kurutma ve atık su arıtma gibi sonraki adımlar gelişimini sınırlamaktadır.
Üç tip Hava Sınıflandırıcısı
Farklı sınıflandırma prensiplerine göre, kuru sınıflandırma ekipmanları üç tipe ayrılabilir: ataletli, jetli ve santrifüjlü.
- Atalet sınıflandırıcıları Uygulanan bir kuvvet altında farklı ataletlerinden yararlanarak parçacıkları birbirinden ayırır ve bu da onların farklı yönlere doğru hareket etmelerine neden olur.
Hava sınıflandırıcıları Coanda etkisi, atalet sınıflandırması ve hızlı sınıflandırma prensiplerini kapsamlı bir şekilde uygulamak.
Merkezkaç kuvveti Santrifüj kuvveti yerçekiminden daha güçlüdür, bu da santrifüj sınıflandırıcıları yaygın olarak geliştirilen bir tür haline getirir. Santrifüj kuvvet alanı içindeki akış alanına bağlı olarak, zorlamalı girdap ve serbest girdap tiplerine further ayrılabilirler.
Bazı dezavantajlarına rağmen, kuru sınıflandırmanın maliyet etkinliği ve basitliği, toz hazırlama alanında yaygın olarak kullanılmasına yol açmaktadır.
Günümüzde endüstriyel üretimde en yaygın kullanılan sınıflandırma ekipmanı turbo sınıflandırma ekipmanıdır. hava sınıflandırıcı. Sınıflandırma çarkının montaj şekline bağlı olarak, bunlar şu şekilde olabilir: dikey tekerlek tipi ve yatay tekerlek tipi.
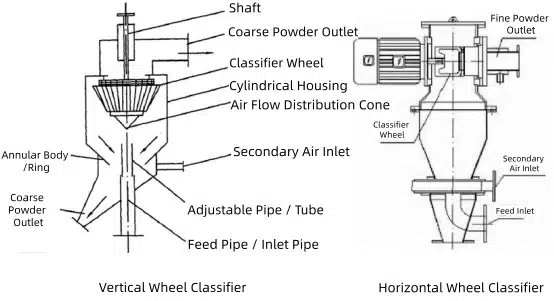
İçinde dikey tekerlekli sınıflandırıcılar, Sınıflandırma çarkı tipik olarak konsol tipi olarak monte edilir. Çalışma sırasında, daha büyük çark boyutlarında dengesizlik, ana milin ve yatakların aşırı yük altında kırılmaya yatkınlığı ve zayıf sızdırmazlık gibi sorunlarla karşılaşılabilir. yatay tekerlekli sınıflandırıcılar, Sınıflandırma çarkı yatay olarak monte edildiğinden, yüksek hızlarda bile istikrarlı çalışma ve önemli ölçüde iyileştirilmiş sızdırmazlık sağlanır. Aynı işleme kapasitesi için yatay sınıflandırıcılar daha kompakttır ve düşük titreşim ve uzun hizmet ömrü gibi avantajlar sunar.
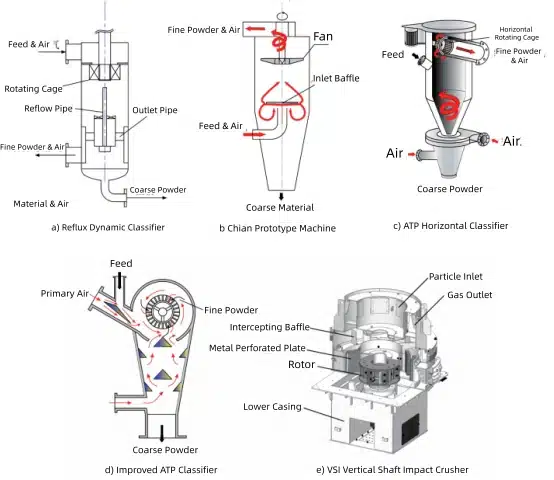
Girdaplı hava sınıflandırıcılarının geliştirilmesiyle birlikte, bilim insanları kapsamlı teorik ve pratik araştırmalar yoluyla iyileştirmeler yaparak sınıflandırma hassasiyetini ve verimliliğini etkili bir şekilde artırmışlardır. Örneğin, koni boyunca aşağı inen iri parçacıkları ayırmak için üçüncül hava akımlarının eklenmesi ayırma verimliliğini artırır.
Bazı araştırmacılar, mevcut rotor sınıflandırıcılarına dayalı yapısal boyutları ve operasyonel parametreleri optimize etmenin yanı sıra, iç bileşenler ekleyerek veya hava akışı giriş ve çıkışlarının yönünü değiştirerek yeni dinamik sınıflandırıcılar da geliştirmişlerdir.
Mevcut araştırmalara dayanarak, gelecekteki yönelimler üç alana odaklanacaktır: akış alanı düzenlemesinin sınıflandırılması, ayırma prosesi optimizasyonu ve hibrit akış tipi birleştirme. Giderek olgunlaşan teknolojiler ve ekipmanlar mevcut olduğundan, şirketler artık bu çözümleri dikkatlice seçmeli ve optimize etmelidir. Öncelik, proses parametrelerini kontrol etmek ve kapasiteyi ve karlılığı artırmak için iş akışlarını ayarlamaktır.
Destansı Toz
Destansı Toz Ekipman kurulumu ve devreye alınmasından işletme eğitimine, bakıma ve desteğe kadar her şeyi kapsayan eksiksiz bir satış sonrası servis sistemi sunuyoruz. Sektörde köklü bir marka olan Epic Powder Machinery, müşteri odaklılık, kalite ve yeniliğe kendini adamıştır. Uzun vadeli başarınız için güvenilir ortağınızız.
Verimli, enerji tasarruflu ve çevre dostu toz işleme çözümleri için Epic Powder'ı tercih edin! Ürünlerimiz hakkında daha fazla bilgi edinmek için bizimle iletişime geçin!

“Okuduğunuz için teşekkürler. Umarım makalem yardımcı olmuştur. Lütfen aşağıya yorum bırakın. Ayrıca EPIC Powder çevrimiçi müşteri temsilcisiyle de iletişime geçebilirsiniz. Zelda Daha fazla bilgi için lütfen iletişime geçin.”
— Jason Wang, Kıdemli Mühendis







