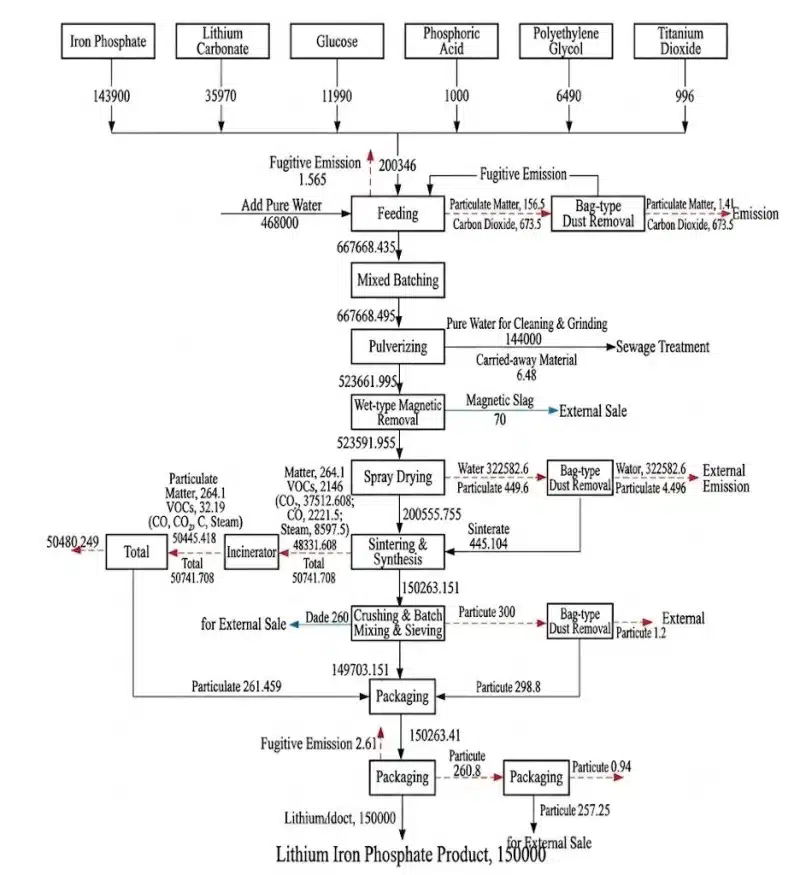
The Lithium Iron Phosphate (LFP) production plant uses iron phosphate, lithium carbonate, and glucose as primary raw weapons (materials). Phosphoric acid and titanium dioxide are used as additives. The plant produces LFP powder through a series of processes, including mixed batching, coarse and fine grinding, spray drying, sintering, pulverization, batch mixing and sieving, as well as magnetic removal and packaging.
The detailed production process is outlined below:

1. Batching and Dispersion
Six types of raw materials are used in this step: phosphorus source, iron source, lithium source, sugar source, phosphoric acid, polyethylene glycol, and titanium dioxide.
Electric hoists lift the raw materials in ton bags and connect them to the feeding station. The bags are opened at the feeding station, and materials are added into the batching tank according to a specific ratio. At the same time, a measured amount of high-purity water is added to the tank. The raw materials and water are mixed proportionally. Under the action of a disperser, the materials circulate and disperse inside the tank until the slurry is completely mixed.
- Environmental Impact / Pollution Node: A certain amount of dust-laden exhaust gas (G1) is generated during the unloading process. This gas is collected and treated by a bag filter to meet discharge standards, then discharged through a 32-meter chimney. All dust collected by the bag filter is returned to the batching stage. Additionally, waste packaging bags are generated during this process.
2. Coarse and 微粉砕
The Lithium Iron Phosphate (LFP) slurry is pumped by diaphragm pumps into closed coarse grinding bead mills (8 sets). The coarse grinding reduces the material particle size (D50) to less than 1–2 μm.
After coarse grinding, the slurry is pumped through filter cartridges for filtration and then through iron removers to eliminate iron impurities. The treated slurry is then transferred to closed fine grinding bead mills (16 sets) for fine grinding. This step reduces the particle size (D50) further to less than 0.3–0.5 μm. The residue from the coarse slurry filtration is returned to the coarse mills for re-grinding.
Both coarse and fine grinding processes require cooling water to maintain a low temperature for the mills. The used cooling water returns to the cooling water pool. It is cooled again by an ice-water refrigeration system before reuse. Because the coarse and fine grinding processes are completely enclosed and the materials are wet, no dust is generated. The finely ground slurry finally enters the LFP slurry tank.
- Environmental Impact / Pollution Node: Cleaning the grinding mills generates a certain amount of wastewater (W1). This wastewater is discharged after meeting standards at the factory’s wastewater treatment station. The iron removal process (using 8 sets of electromagnetic slurry iron removers) produces a small amount of metallic iron scrap (S1, S2), which is sold externally.

3. Wet Iron Removal
The ground slurry enters the electromagnetic dry powder iron remover to eliminate magnetic impurities from the product. The iron remover is completely sealed. After sieving and iron removal, the raw materials enter the spray dryer.
- Environmental Impact / Pollution Node: The magnetic removal process generates a small amount of magnetic substances (S2), which are primarily ferrous metals. These are sold externally.
4. Spray Drying
Hot flue gas generated by the hot blast stove enters the air distributor at the top of the spray drying tower (4 sets). The hot air enters the drying chamber uniformly in a spiral pattern, reaching a temperature of around 300°C.
The LFP slurry is pumped into the high-speed centrifugal atomizer at the top of the drying tower by a screw pump. The slurry is atomized into extremely fine mist droplets. These droplets make direct, co-current contact with the hot air, mix, and settle spirally. The moisture in the slurry evaporates instantly. Within a very short time, a dry powder consisting of pre-coated iron phosphate and lithium carbonate is formed. The semi-finished powder is collected by a bag filter at the bottom of the spray drying tower. The temperature of the exhaust gas entering the bag filter remains higher than the dew point of the water vapor.
- Environmental Impact / Pollution Node: The hot blast stove supporting the spray drying tower uses natural gas as fuel. The hot flue gas from natural gas combustion directly contacts the material for heating. The flue gas from the hot blast stove (G2-1) and the drying exhaust gas (G-2) are combined, treated by bag filters (4 sets), and then discharged through a chimney. The materials collected by the filters enter the next process through sealed pipes.
5. Sintering
The dried powder material is transported to the storage tank before sintering. It is automatically loaded into saggers and then sent into the sintering furnace. Protected by nitrogen gas, the material inside the saggers is heated electrically to over 600–700°C. The Lithium Iron Phosphate (LFP) is produced through constant-temperature calcination, with a single batch calcination time of 22 hours.
During this process, the sintering furnace is filled with nitrogen gas as a protective atmosphere. This prevents the reduced divalent iron (Fe²⁺) from being oxidized into trivalent iron (Fe³⁺). The sintering furnace features a completely sealed structure to prevent outside air from entering.
The primary chemical reactions during sintering are as follows:
- Lithium carbonate decomposes to release carbon dioxide and form lithium oxide: Li2CO3→Li2O+CO2
- Glucose decomposes into carbon and water under an inert atmosphere: C6H12O6→6C+6H2O
- Iron phosphate and lithium oxide synthesize LFP under carbon reduction. The overall reaction formula is: 2FePO4+Li2CO3+C6H12O6→2LiFePO4+5C+CO2↑+CO↑+6H2O,
- Side reactions of glucose decomposition also occur during sintering: C6H12O6→6C+6H2O,C+CO2→2CO
- The combustion reaction equation for CO is: 2CO+O2→2CO2
Sintering produces a large amount of water vapor, CO, CO2, carbon, and low-molecular volatile organic compounds (VOCs) from glucose decomposition. By controlling the heating rate and calcination temperature (above 600–700°C), the incomplete decomposition products of glucose are converted into volatile gases. These gases are incinerated before discharge.
After sintering is complete, the material is discharged at the end of the furnace. The discharge section is equipped with a circulating water cooling device to lower the temperature of the product. During high-temperature calcination, the molecules of each raw material restructure.
After sintering, the material is sent to the post-sintering storage silo via a sagger unloader. It is then screened by a straight-line sieve and sent via positive pressure to the jet milling process. The only purpose of the straight-line sieve is to prevent large lumps from damaging the equipment, so no screened-out waste is produced.
Environmental Impact / Pollution Node:
The exhaust gas (G3-1) generated during sintering passes through an incinerator (fueled by natural gas, generating exhaust gas G3-2) and a bag filter before being discharged through a chimney (DA006). Each atmosphere roller hearth kiln is equipped with one incinerator device, totaling 8 sets of incinerators. The exhaust gas from the loading area and the unloading area is collected in a sealed system, treated by bag filters (four sets for each area), and then discharged through the chimney (DA006).
6. ジェットミリング (Air Pulverization)

The sintered material enters the mechanical pulverization stage and is temporarily stored in the pre-pulverization silo. The powder material at the silo outlet is fed evenly into the ジェットミル through a rotary valve.
After pulverization, the material is carried to the 分類 zone by an ascending airflow. The classification wheel rotates at high speed. The qualified fine powder is sent into a bag filter for collection along with the airflow. Coarse powder that does not meet the fineness requirements returns to the pulverization zone for further milling. After being filtered by the dust collector, the gas returns to the pulverization air compressor for recycling and is not discharged externally. A bag filter is used for interception, and the intercepted product is sent to the batch mixing tank.
- Environmental Impact / Pollution Node: The jet milling exhaust gas (G4) is treated by a bag filter (one dust removal system is equipped for every 8 sets of jet mills) and then discharged through a chimney (DA007). The materials collected by the bag filter enter the next process through sealed pipes.
7. Batch Mixing, Sieving, and Iron Removal
The material collected by the jet milling bag filter directly enters the Lithium Iron Phosphate (LFP) finished material silo via a pneumatic conveying system. After being mixed uniformly, it enters ultrasonic vibrating sieves (32 sets). The sieved LFP then enters electromagnetic dry powder iron removers (32 sets) to eliminate magnetic impurities. The iron removers are completely sealed.
- Environmental Impact / Pollution Node: The ultrasonic vibrating sieve is a highly efficient, enclosed screening device. During the sieving process, dust exhaust gas is treated by a bag filter (one set of bag filter is installed) and then discharged through a chimney (DA007). The oversized material (S3) generated after sieving consists mainly of ferrous metals and is sold externally.
8. Packaging
After sieving and iron removal, the finished product enters the buffer silos (8 sets) of the vacuum packaging machines. Packaging is then carried out by the vacuum packaging machines (8 sets).
- Environmental Impact / Pollution Node: The dust-laden exhaust gas (G6) generated during the packaging process is treated by bag filters (8 sets of dust removal devices). It is then discharged through a single shared chimney (DA007) for all 8 dust removal systems.

“お読みいただきありがとうございます。この記事がお役に立てば幸いです。ご意見・ご感想は下のコメント欄にお寄せください。その他ご質問がございましたら、ゼルダのオンラインカスタマーサポートまでお問い合わせください。”
— 投稿者 エミリー・チェン





