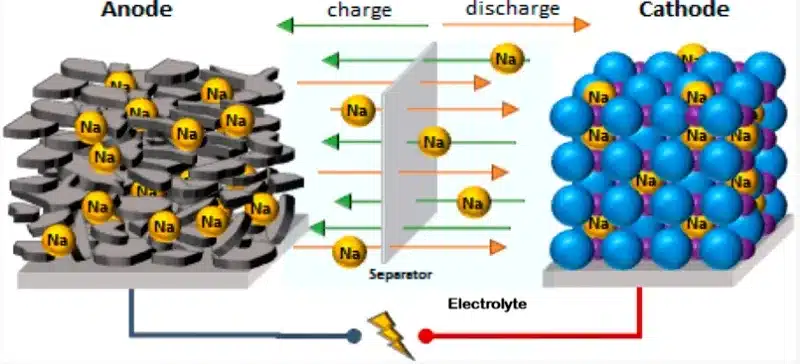
O método de estado sólido é atualmente um dos processos mais consolidados e amplamente adotados para a fabricação. materiais catódicos de fosfato de ferro-lítio (LiFePO4). Utilizando fosfato de ferro e carbonato de lítio como matérias-primas principais, este processo permite a produção em larga escala através de dosagem precisa, moagem úmida, sinterização redutiva em alta temperatura e posterior pós-processamento. O fluxo de trabalho de fabricação detalhado e os principais pontos de controle para cada etapa são descritos abaixo:

Mistura e loteamento
Após inspeção e armazenamento, matérias-primas como fosfato de ferro, carbonato de lítio, glicose e aditivos (agentes condutores) são armazenadas temporariamente no depósito de matérias-primas. O fosfato de ferro e o carbonato de lítio são fornecidos em big bags. Primeiramente, os big bags de fosfato de ferro e carbonato de lítio são colocados no topo do silo. Utilizando ferramentas internas de corte do silo, o fundo do big bag é cortado para permitir que o material caia no silo. Os materiais armazenados temporariamente no silo são pesados de acordo com a fórmula em um tanque de dosagem. A glicose e os agentes condutores são adicionados diretamente no tanque de dosagem.
Durante o descarregamento de materiais como fosfato de ferro e carbonato de lítio, é gerada poeira. Na alimentação, a porta de exaustão é ativada para coletar a poeira gerada na saída do material. A poeira coletada retorna ao processo de dosagem, e o gás de exaustão purificado se deposita na oficina.
Moinho de agitação e Moagem
Um processo úmido é utilizado para misturar os materiais. Após a dosagem de fosfato de ferro, carbonato de lítio, glicose, água pura e agentes condutores no tanque de dosagem, os materiais formam uma pasta, que é bombeada para um moinho de agitação. Esferas de zircônia oxidada são utilizadas para moagem e mistura, reduzindo o tamanho das partículas para menos de 50 mesh. A pasta é então transferida para um moinho de areia para moagem adicional até que o tamanho das partículas seja inferior a 100 mesh.
Durante a produção, utiliza-se água gelada para resfriar o moinho de agitação e o moinho de areia, mantendo o material em baixa temperatura. A água gelada retorna a um reservatório de água de resfriamento circulante e a uma torre de resfriamento, onde é resfriada e reutilizada sem descarte. Para sua reutilização, a água gelada é resfriada ainda mais por um sistema de refrigeração. Como o moinho de agitação e o moinho de areia operam em um sistema fechado com materiais úmidos, não há geração de poeira. No entanto, as operações de agitação, moagem e resfriamento na torre produzem algum ruído.
Secagem por Aspersão
A pasta moída é bombeada para um secador por pulverização. No topo da torre, um atomizador centrífugo de alta velocidade pulveriza a pasta em gotículas finas, que entram em contato com ar quente em um curto período de tempo, secando e se transformando em um pó semiacabado. O secador utiliza gás natural como fonte de calor. O ar quente é aquecido no secador e entra no distribuidor de ar no topo da câmara de secagem. O ar quente entra na câmara de secagem em um padrão espiral para atingir uma temperatura de 320 °C.
Todos os materiais semiacabados são descarregados continuamente da parte inferior da torre de secagem e do coletor de pó ciclônico. O gás de exaustão é conduzido por um ventilador até um filtro de mangas para remoção do pó. O pó coletado pelo filtro de mangas retorna ao processo de secagem. O gás de exaustão purificado é descarregado através de uma chaminé de 25 m de altura. O filtro de mangas possui poros com tamanho inferior a 0,1 μm. A temperatura de entrada e saída do gás de exaustão é de aproximadamente 100 °C; o vapor de água não se condensa em gotículas e não afeta o filtro de mangas. O secador por aspersão gera ruído durante a operação.
Sinterização
O material coletado pelo coletor de pó da secagem por aspersão é transportado por um tubo selado para o processo de sinterização por meio de alimentação a vácuo, sem gerar poeira. O material é sinterizado em um forno de rolos selado. As temperaturas de sinterização são definidas em diferentes zonas de acordo com o processo de sinterização, tipicamente entre 700 e 800 °C (o forno de rolos utiliza aquecimento elétrico). Os materiais são carregados em cadinhos de grafite (sem geração de poeira) sobre o rolo. A rotação do rolo move os cadinhos para a frente, completando a sinterização.
Durante a sinterização, o ferro trivalente é reduzido a ferro ferroso. Nitrogênio de alta pureza, preparado por um gerador de nitrogênio, é introduzido no forno de sinterização para fornecer uma atmosfera inerte. O LiFePO₄ é sintetizado em alta temperatura com uma conversão de reação de 99,9% (com base no LiFePO₄), e o rendimento de LiFePO₄ é de 99,5%.
O principal mecanismo de reação é o seguinte:
- Decomposição do carbonato de lítio liberando CO₂:
Li₂CO₃ → Li₂O + CO₂ - A glicose se decompõe em carbono e água sob atmosfera inerte:
C₆H₁₂O₆ → 6C + 6H₂O - O fosfato de ferro reage com o lítio na presença de carbono para sintetizar LiFePO₄:
2FePO₄ + Li₂O + 6C → 2LiFePO₄ + 5C + CO
Reação geral:
2FePO₄ + Li₂CO₃ + C₆H₁₂O₆ → 2LiFePO₄ + 5C + CO₂ + CO + 6H₂O
Após a sinterização, o material é resfriado e enviado para a britagem e classificação A seção de pós-sinterização do forno de rolos utiliza uma camisa de circulação de água e resfriamento a ar. A água de circulação é resfriada por uma torre de resfriamento de fibra de vidro e reutilizada.
Durante a sinterização, ocorrem reações secundárias devido à decomposição da glicose:
C₆H₁₂O₆ → 6C + 6H₂O
C + CO₂ → 2CO
O gerador de nitrogênio utiliza tecnologia de separação de ar, tomando o ar como matéria-prima e peneiras moleculares de carbono como adsorventes. Ele opera por meio de adsorção por oscilação de pressão, adsorvendo seletivamente oxigênio e nitrogênio para separá-los. Ruído é gerado durante a operação do gerador de nitrogênio.
As reações de sinterização produzem grandes quantidades de vapor de água, CO, CO₂ e produtos voláteis minoritários provenientes da decomposição incompleta da glicose, que entram no sistema de incineração dos gases de escape da sinterização. Os gases de escape são inflamados com gás natural e expelidos através de uma chaminé de 15 m de altura. Os poluentes dos gases de escape da combustão incluem poeira, SO₂ e NOx. O calor residual da combustão é recuperado para o pré-aquecimento do ar no processo de secagem por aspersão.
Fresagem a jato

O material pós-sinterizado é encaminhado para o processo de moagem por jato para pulverização. Utiliza-se um moinho de jato de leito fluidizado. O ar comprimido é acelerado através de quatro bicos Laval que circundam a câmara de moagem, formando um fluxo de ar supersônico. Na zona de moagem, as partículas colidem nos pontos de interseção dos bicos, resultando na pulverização.
O material do solo é transportado pelo fluxo de ar ascendente para a zona de classificação. Uma alta velocidade classificador A roda separa as partículas finas, que são coletadas por separadores ciclônicos e filtros de mangas. As partículas grossas retornam à zona de moagem para posterior moagem. Os gases de exaustão são filtrados e recirculados através da turbina do ventilador para o moinho; os gases são reutilizados e não descartados. O material coletado pelos filtros ciclônicos e de mangas é transportado para o próximo processo. O processo de moagem por jato opera em circuito fechado, não produzindo emissões de poeira.
Separação e blindagem magnética
Separadores e peneiras eletromagnéticas para pó seco são instalados abaixo do moinho de jato. O material coletado pelos filtros ciclônicos e de mangas cai nesses dispositivos para remoção de ferro e peneiramento, eliminando impurezas magnéticas. O recipiente de remoção de ferro é selado. Após o peneiramento e a remoção de ferro, o material entra em uma máquina de embalagem a vácuo. Esse processo é totalmente fechado, não produzindo poeira, exceto por pequenas quantidades de escória de ferro, que são coletadas e recicladas.
Embalagem a vácuo
O produto em pó é alimentado automaticamente em uma máquina de embalagem a vácuo para selagem. O ar dentro da embalagem é removido, carregando consigo uma pequena quantidade de pó. A poeira gerada durante a embalagem a vácuo é coletada pelo filtro de saco integrado na sala de embalagem fechada. Após o tratamento, o ar expelido se deposita na área de produção.
Conclusão
Em resumo, desde a dosagem e mistura precisas até a embalagem final a vácuo, cada etapa da produção de fosfato de ferro-lítio em estado sólido é intimamente interligada e rigorosamente controlada. Ao gerenciar com precisão pontos críticos, como o tamanho das partículas de moagem, a atmosfera de sinterização e a remoção magnética do ferro, a qualidade e a pureza do material catódico final são efetivamente garantidas.

“Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode entrar em contato com o suporte online da Zelda para quaisquer outras dúvidas.
— Publicado por Emily Chen
“