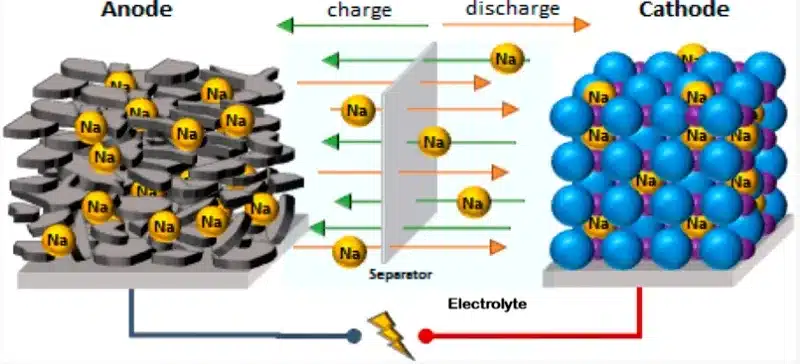
Em alta densidade de energia sistemas de baterias de íon-lítio, Os materiais catódicos ternários (NCM/NCA) tornaram-se uma das principais escolhas para baterias de alta potência devido à sua alta capacidade e vantagens estruturais ajustáveis. No entanto, um fato frequentemente negligenciado é que o desempenho do material catódico ternário não depende apenas da composição química. Em vez disso, é altamente determinado pelo nível de engenharia do pó, especialmente pela estrutura das partículas moldada pela moagem e... classificação processos.
Em outras palavras, os materiais ternários não são simplesmente “sintetizados e finalizados” — eles são verdadeiramente “moldados dentro do sistema de moagem”.”

1. Mecanismo completo de preparação de material catódico ternário via método de estado sólido em alta temperatura
Os materiais ternários convencionais da indústria são tipicamente preparados por meio de um processo de quatro etapas: síntese de precursores por coprecipitação → mistura do pó com lítio → calcinação em estado sólido em alta temperatura → moagem e classificação pós-tratamento. O mecanismo químico central consiste em duas fases: precipitação em fase líquida e transformação em estado sólido em alta temperatura.
(1) Mecanismo de co-precipitação do precursor
Utilizando soluções mistas de sulfato de níquel, cobalto e manganês como fontes metálicas, hidróxido de sódio como agente precipitante e água amoniacal como agente complexante, ocorre uma reação de co-precipitação sob condições controladas de pH, temperatura e agitação:
xNi²⁺ + yCo²⁺ + (1 − x − y)Mn²⁺ + 2OH⁻ = NiₓCoᵧMn₁₋ₓ₋ᵧ(OH)₂↓
Os íons metálicos são liberados lentamente por meio da complexação com amônia, e os hidróxidos precipitam uniformemente para formar partículas precursoras secundárias esféricas. O tamanho do cristal primário, a esfericidade e a uniformidade elementar microscópica dessas partículas determinam a integridade final do cristal do cátodo.
Se as partículas precursoras forem grosseiras ou estiverem fortemente aglomeradas, e ocorrer segregação de elementos, defeitos como a mistura de lítio e níquel e a deficiência local de lítio se formarão após a calcinação, reduzindo significativamente a capacidade e a vida útil do ciclo.
(2) Mecanismo de ativação em estado sólido da moagem do precursor e mistura de lítio
Após lavagem e secagem, o precursor é misturado com fontes de lítio (Li₂CO₃ para NCM com baixo teor de níquel, LiOH·H₂O para NCM811/NCA com alto teor de níquel) numa proporção molar de lítio de 1,02–1,08. Equipamentos de moagem são utilizados para realizar a ativação mecânica e a mistura.
As forças de cisalhamento e impacto geradas durante a moagem quebram os aglomerados do precursor, reduzem o tamanho das partículas e aumentam a área superficial específica. Ao mesmo tempo, os sais de lítio são revestidos uniformemente na superfície do precursor, encurtando a distância de difusão dos íons de lítio durante a reação em alta temperatura e diminuindo a energia de ativação para reações no estado sólido.
Os efeitos mecânico-químicos podem romper as camadas de passivação superficial das partículas, permitindo o contato uniforme entre Li⁺, Ni²⁺, Co³⁺ e Mn⁴⁺ em microescala, proporcionando assim uma interface de reação uniforme para o crescimento de cristais em camadas.
(3) Calcinação em Alta Temperatura e Mecanismo de Transformação Cristalina
O pó misturado entra em um forno de rolos e passa por um processo de três etapas: aquecimento, manutenção da temperatura e resfriamento, completando a reconstrução por oxidação em estado sólido:
NiₓCoᵧMn₁₋ₓ₋ᵧ(OH)₂ + LiOH/Li₂CO₃ → LiNiₓCoᵧMn₁₋ₓ₋ᵧO₂ + H₂O/CO₂↑ (alta temperatura, atmosfera de oxigênio)
Durante a etapa de aquecimento, os hidróxidos desidratam e se decompõem, enquanto os sais de lítio fundem e penetram nos espaços intersticiais da rede precursora. Durante a etapa de manutenção da temperatura, ocorre difusão iônica e reconstrução cristalina em camadas, formando uma estrutura hexagonal bem ordenada do tipo α-NaFeO₂. Durante o resfriamento, a ordenação cristalina melhora ainda mais e os cristais primários se unem formando blocos calcinados aglomerados e rígidos.
Dentro dos blocos calcinados, os monocristais primários estão fortemente ligados, formando uma massa sinterizada macroscópica. Estes devem ser quebrados e remodelados através de moagem em múltiplos estágios antes de poderem ser usados como materiais de revestimento de eletrodos.
(4) Pós-calcinação Moagem e Modificação Mecanismo
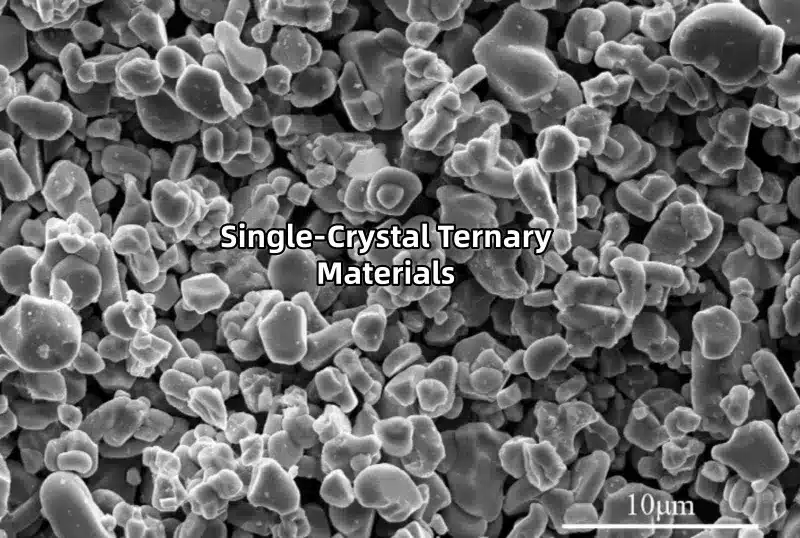
Os materiais calcinados apresentam aglomeração severa, ampla distribuição granulométrica e alcalinidade residual superficial irregular. A britagem grosseira é utilizada para quebrar agregados grandes, enquanto a moagem por jato ultrafino desaglomera suavemente as partículas sem contato com o meio de moagem, preservando a integridade do monocristal.
O sistema de classificação controla com precisão o D50 entre 1,5 e 3 μm, alcançando uma distribuição granulométrica estreita que equilibra alta densidade aparente e eficiência no transporte de íons de lítio. Ao mesmo tempo, os processos de remoção magnética eliminam impurezas metálicas introduzidas durante a moagem, prevenindo riscos de microcurto-circuito dentro das baterias.
2. Princípios de funcionamento e valor do processo dos equipamentos de moagem em cada etapa de preparação
Todo o processo de preparação ternária inclui quatro operações principais de moagem: moagem úmida do precursor, mistura a seco e moagem de lítio, britagem grosseira do material calcinado e moagem ultrafina final. Estas correspondem a quatro tipos de equipamentos principais que formam um sistema completo de controle de pó.
(1) Moinho de areia horizontal: Moagem ultrafina úmida de precursores
Na etapa de coprecipitação do precursor, utiliza-se um moinho de areia de zircônia horizontal. Dentro da câmara de moagem, esferas de zircônia de 0,2 a 0,3 mm giram em alta velocidade com o disco de agitação, gerando cisalhamento e impacto de alta frequência.
O meio líquido impede a aglomeração secundária, reduzindo o D50 do precursor de 10 μm para 1–2 μm. A moagem em areia quebra aglomerados duros e elimina o enriquecimento elementar local. Após a secagem por aspersão, obtém-se um pó precursor com maior esfericidade e distribuição elementar mais uniforme.
Em comparação com os moinhos de bolas, os moinhos de areia oferecem operação contínua, maior rendimento e distribuição de tamanho de partículas mais estreita, tornando-os um dispositivo padrão para homogeneização de precursores úmidos.
(2) Moinho de bolas planetário: Ativação por mistura a seco em laboratório/pequenos lotes
Em linhas de P&D e em escala piloto, são utilizados moinhos de bolas planetários revestidos com zircônia. A combinação de rotação e revolução gera forças centrífugas até 20 vezes superiores à gravidade. Os meios de moagem realizam a mistura e fragmentação de alta energia dos pós precursores e de sais de lítio.
A moagem a seco proporciona ativação mecânica, melhorando a reatividade da superfície e resolvendo o problema do contato deficiente na interface entre os sais de lítio e os precursores. Revestimentos totalmente cerâmicos previnem a contaminação por ferro e cromo, tornando o processo adequado para materiais NCA com alto teor de níquel, que são extremamente sensíveis a impurezas.
No entanto, devido às limitações da operação em lote, é utilizado principalmente para desenvolvimento em escala laboratorial e piloto, em vez de produção em massa.
(3) Britadores de rolos duplos / Moinhos de rolos anularesTrituração grosseira de blocos calcinados
O material calcinado é obtido na forma de blocos duros com dimensões na ordem de centímetros. Britadores de rolos duplos revestidos de cerâmica são utilizados para a britagem primária, reduzindo o tamanho do material para menos de 2 mm e quebrando grandes aglomerados.
Os novos moinhos de rolos anulares utilizam placas de moagem de zircônia para uma desaglomeração suave. Comparados aos britadores de mandíbulas tradicionais, causam menos danos aos monocristais e reduzem a introdução de impurezas magnéticas pelo método 60%, solucionando problemas de trincas e excesso de finos em materiais monocristalinos com alto teor de níquel. Isso proporciona matéria-prima qualificada para a subsequente moagem por jato ultrafino.
(4) Moinho de jato de leito fluidizado: Moagem ultrafina final e Classificação

Este é o principal equipamento de moagem ultrafina para produção industrial. Nitrogênio de alta pressão (0,6–1,2 MPa) acelera as partículas através de bicos, causando colisões entre elas sem contato com o meio de moagem.
Isso preserva ao máximo a estrutura monocristalina em camadas e evita a distorção da rede cristalina e a mistura de lítio-níquel causadas pelo cisalhamento da moagem de bolas. A turbina integrada classificador Realiza triagem em tempo real, controlando precisamente o D50 e mantendo o Span < 1,2.
O pó resultante apresenta densidade aparente e densidade de compactação estáveis, tornando-o adequado para revestimento de eletrodos em baterias de alta potência. É o equipamento fundamental para o processamento final do material catódico ternário.
3. Perguntas Frequentes (FAQ)
P1: Por que o material catódico ternário precisa passar por moagem fina em vez de usar diretamente os produtos calcinados?
Materiais ternários calcinados tipicamente exibem aglomeração secundária severa e distribuição granulométrica irregular. Sem moagem, isso leva a:
- Revestimento de eletrodo não uniforme
- Pontos críticos localizados de alta densidade de corrente
- Rachaduras estruturais durante a ciclagem
A essência da moagem não é simplesmente a "redução do tamanho", mas sim a reconstrução de um sistema de arquitetura de partículas utilizável, garantindo a consistência eletroquímica.
Q2: A fresagem a jato é sempre melhor que moagem de bolas para materiais ternários?
Não necessariamente. Os dois são complementares:
- Moagem de bolas: adequada para mistura, pré-processamento e desaglomeração (baixo custo)
- Moagem por jato: adequada para alta pureza e controle preciso (alto desempenho)
Os materiais ternários de alta qualidade normalmente adotam um processo combinado:
👉 “Pré-processamento em moinho de bolas + moagem fina por jato + controle de classificação”
Um único tipo de equipamento não consegue atender simultaneamente aos requisitos de custo, pureza e controle do tamanho das partículas.
Conclusão
A competição de desempenho de materiais catódicos ternários não é meramente uma competição de sistemas químicos; fundamentalmente, é uma competição de engenharia de pós e capacidade de equipamentos de moagem.
Desde a coprecipitação que forma o precursor, passando pela calcinação que constrói a estrutura cristalina, até os sistemas de moagem que reconstroem a arquitetura das partículas, todo o processo é uma otimização sinérgica em múltiplas escalas, da química à física e à engenharia de partículas.
Quem conseguir controlar com precisão o processo de moagem estará mais perto do núcleo dos materiais de baterias de alta densidade energética da próxima geração.

“Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode entrar em contato com o suporte online da Zelda para quaisquer outras dúvidas.”
— Publicado por Emily Chen