O controle de impurezas durante a moagem de bolas é um dos desafios mais importantes e subestimados na produção de pós de alta pureza. Traços de contaminação introduzidos durante a moagem podem alterar a perda dielétrica em uma ordem de magnitude, causando falhas por citotoxicidade. Também podem reduzir a atividade de sinterização a ponto de os componentes acabados não atenderem às especificações. Esses são problemas urgentes para fabricantes de cerâmicas eletrônicas, biocerâmicas e materiais funcionais avançados.
O problema é sistemático: toda vez que um moinho de bolas Ocorrem irregularidades, o desgaste dos meios de moagem, o desgaste do revestimento e a interação dos gases do processo com a superfície do pó. Cada uma dessas vias introduz potenciais contaminantes, e seu gerenciamento exige uma abordagem coordenada que abrange a seleção de equipamentos, a engenharia de processos e o tratamento pós-moagem.
No Maquinário de pó EPIC, Trabalhamos com fabricantes dos setores eletrônico, farmacêutico e de materiais avançados para configurar sistemas de moagem de bolas que minimizem a contaminação. Este artigo fornece um guia estruturado e prático para o controle de impurezas. Ele aborda a seleção de meios de moagem, a compatibilidade do revestimento, os parâmetros do equipamento, o gerenciamento da atmosfera e a purificação pós-processamento.

Por que o controle de impurezas na moagem de bolas é uma questão de desempenho, e não apenas de pureza?
É tentador tratar a contaminação como uma questão de qualidade separada do desempenho do produto. Na produção de pó cerâmico de alta pureza, essa distinção não existe. Considere alguns exemplos concretos:
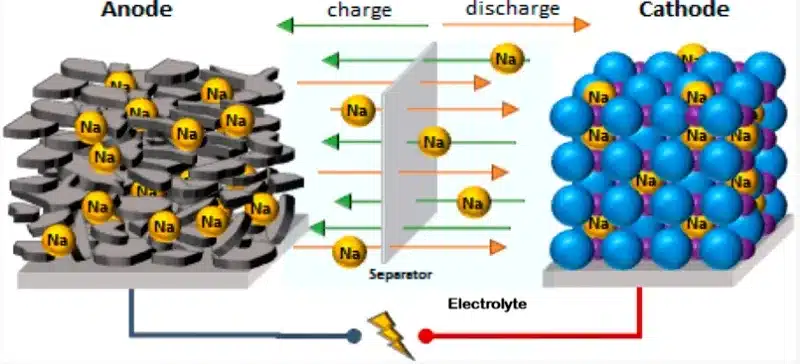
- Em cerâmicas dielétricas MLCC, a contaminação por Na⁺ e K⁺ acima de 5 ppm proveniente dos meios de moagem degrada a resistência do contorno de grão, elevando a perda dielétrica (tanδ) acima do limite de 1×10⁻⁴ que define os materiais de capacitores de alta qualidade.
- Em biocerâmicas para implantes ortopédicos, a contaminação por Fe³⁺ acima de 0,1 ppm desencadeia respostas de citotoxicidade em testes de cultura celular. Isso faz com que o material não obtenha a certificação de biocompatibilidade, independentemente de suas propriedades estruturais.
- Em cerâmicas dielétricas para micro-ondas, a contaminação por W acima de 0,01% em peso (%) proveniente de meios de moagem de carboneto de tungstênio reduz o valor Q×f — o principal fator de qualidade — em mais de 5%, comprometendo a adequação do material para aplicações de filtros 5G.
As consequências não são hipotéticas. A contaminação por impurezas provenientes de sistemas de moagem mal especificados é uma das principais causas de rejeição de lotes na produção de cerâmica técnica. Uma abordagem sistemática para o controle de impurezas representa, na prática, um investimento direto no rendimento e na qualidade do produto.
Etapa 1: Seleção dos Meios de Moagem e Revestimentos — Bloqueio da Contaminação na Origem

Os meios de moagem e o revestimento são as principais vias de contaminação na moagem de bolas. Cada impacto entre os meios de moagem e o pó, e entre os meios de moagem e o revestimento, gera partículas de desgaste que entram no produto. O objetivo da seleção de materiais é garantir que quaisquer partículas de desgaste introduzidas sejam quimicamente compatíveis com o produto ou estejam presentes em concentrações suficientemente baixas para serem aceitáveis.
Selecionando o meio de moagem correto para o seu sistema de pólvora
Não existe uma especificação universal para meios de moagem — a escolha correta depende da natureza química do pó a ser processado, dos limites de impurezas desejados e do ambiente de processamento (seco, úmido, ácido, alcalino). As orientações a seguir abrangem as aplicações de alta pureza mais comuns:
- Esferas de alumina com pureza ≥ 99,99% são a escolha padrão. O teor total de impurezas de metais alcalinos e de transição (Na, K, Fe, Ca) é tipicamente inferior a 10 ppm. A taxa de desgaste é aproximadamente um sétimo daquela das mídias de alumina padrão, o que reduz a contaminação proporcionalmente ao longo de longos ciclos de moagem. Para aplicações em MLCCs sensíveis à radiação, o teor de urânio e tório deve ser controlado adicionalmente abaixo de 0,1 ppb — um requisito que elimina muitas mídias disponíveis comercialmente. Sistemas cerâmicos eletrônicos (MLCCs, piezoelétricos, dielétricos de micro-ondas)
- Os meios de moagem de carboneto de tungstênio oferecem a dureza necessária para moer esses materiais com eficácia, mas a contaminação por tungstênio deve ser monitorada de perto. Os meios de carboneto de silício são uma alternativa para a moagem de pó de SiC, onde a composição química do meio e do produto são compatíveis. Pós de alta dureza (carboneto de boro, carboneto de silício, carboneto de tungstênio)
- esferas de moagem de zircônia (ZrO₂) combinadas com comidaRevestimentos de poliuretano de grau α proporcionam um ambiente de processamento com migração zero de íons metálicos. Os meios de zircônia também oferecem excelente resistência à corrosão em sistemas aquosos, tornando-os adequados para moagem úmida de pós de hidroxiapatita e biovidro. Biocerâmicas e materiais de grau médico
- Os meios de moagem de zircônia (densidade aparente ≥ 3,7 g/cm³) são significativamente mais resistentes à corrosão do que a alumina em ambientes ácidos, onde a dissolução de Al³⁺ pode ser substancial. A seleção de meios de moagem de zircônia para moagem úmida ácida reduz a contaminação iônica, mantendo a eficiência da moagem.
Principais parâmetros de impurezas por aplicação
• Cerâmicas dielétricas MLCC: Na⁺/K⁺ < 5 ppm | Fe < 1 ppm | U/Th < 0,1 ppb | Taxa de desgaste < 0,05‰ por ciclo
• Biocerâmicas: Fe³⁺ < 0,1 ppm | Migração de íons metálicos nula | Citotoxicidade: em conformidade com a norma ISO 10993
• Cerâmicas dielétricas para micro-ondas: Impureza W < 0,01% em peso % | Retenção do valor Q×f > 95 %
• Cerâmicas piezoelétricas: Metais de transição < 10 ppm no total | Sem contaminação orgânica proveniente do revestimento
Compatibilidade do material do forro
O revestimento do moinho contribui para a contaminação independentemente dos meios de moagem, especialmente quando os impactos entre o revestimento e os meios de moagem são de alta energia. A seleção do revestimento deve ser feita em conjunto com a seleção dos meios de moagem — uma combinação inadequada pode introduzir contaminação mesmo quando a especificação dos meios de moagem estiver correta.
• Adequado para a maioria das aplicações com pó cerâmico. Os revestimentos de alumina são compatíveis com esferas de moagem de alumina e não introduzem contaminação cruzada. Revestimentos de zircônia combinados com esferas de zircônia atingem níveis extremamente baixos de impurezas de ferro: dados controlados de laboratório mostram que um teor de ferro abaixo de 0,001% em peso é alcançável com essa combinação. Revestimentos cerâmicos de alumina e zircônia
• Essencial para aplicações sensíveis a qualquer íon metálico, particularmente cerâmicas piezoelétricas e biocerâmicas. O poliuretano é resistente à hidrólise, prevenindo reações químicas entre os dispersantes orgânicos usados na moagem úmida e a superfície do revestimento. Não introduz íons metálicos e produz um mínimo de detritos de desgaste em condições normais de operação do moinho. Revestimentos de poliuretano de grau alimentício
• Adequado para fresagem de materiais abrasivos com mídias de carboneto de tungstênio, onde o revestimento deve corresponder à dureza da mídia para evitar desgaste preferencial: Revestimentos de carboneto de silício
Como regra geral: sempre que possível, combine o material do revestimento com a composição química do meio filtrante e valide a combinação com um pequeno teste antes de iniciar a produção em larga escala.
Etapa 2: Otimização dos parâmetros do equipamento — Reduzindo o desgaste sem sacrificar a produtividade
Mesmo com meios filtrantes e revestimentos especificados corretamente, configurações inadequadas dos parâmetros do equipamento aceleram o desgaste e aumentam a contaminação. A relação entre os parâmetros operacionais e a taxa de desgaste é bem estabelecida — e controlável.
Tamanho dos meios de moagem e taxa de enchimento
Para partículas-alvo submicrométricas (D50 < 1 μm) em moinhos de bolas com agitação, o diâmetro do meio filtrante deve estar na faixa de 0,5 a 3 mm. Meios filtrantes menores proporcionam mais pontos de contato por unidade de volume e geram menos energia de impacto por colisão, reduzindo a fratura do meio e os picos de contaminação associados introduzidos por meios fraturados. Uma taxa de enchimento de 70 a 80% maximiza o número de colisões produtivas, minimizando o contato improdutivo entre os meios filtrantes, que acelera o desgaste sem contribuir para a cominuição.
Para tintas de esmalte coloridas e aplicações similares processadas em moinhos de bolas convencionais com esferas maiores (esferas de alumina prensadas isostaticamente de 10 a 35 mm), a perda por desgaste pode ser mantida em até 0,1‰ por ciclo de moagem com a otimização correta da velocidade e da taxa de enchimento. As esferas prensadas isostaticamente possuem uma microestrutura mais densa e uniforme do que as esferas fundidas, o que reduz a porosidade superficial e a taxa de desgaste associada.
Em moinhos de bolas planetários, a relação entre a velocidade de revolução e a velocidade de rotação é o principal parâmetro de controle da energia de impacto. Uma relação de 1:2 é geralmente ideal para equilibrar a eficiência da moagem com a quebra excessiva do meio de moagem. Projetos planetários duplos — com quatro recipientes de moagem funcionando simultaneamente em fase defasada — melhoram a distribuição do desgaste na carga de meio de moagem em aproximadamente 40%, reduzindo os pontos críticos de contaminação no produto.
Controle da atmosfera durante a moagem
Para sistemas de pó sensíveis à oxidação durante a moagem de alta energia, o controle da atmosfera não é opcional — é um requisito fundamental do processo. Os pós de carbeto de silício (SiC) e nitreto de alumínio (AlN), em particular, formam camadas de óxido na superfície rapidamente durante a moagem em atmosfera de ar, o que altera a química da superfície e reduz a reatividade de sinterização.
A purga com gás inerte utilizando argônio (Ar) é a abordagem preferida para sistemas sensíveis à oxidação. O argônio é mais pesado que o ar e proporciona um deslocamento confiável do oxigênio dentro da câmara de moagem. O nitrogênio (N₂) é aceitável para a maioria das aplicações, mas reage com alguns sistemas de nitreto. As configurações de moinho de bolas com gás inerte em circuito fechado da EPIC Powder Machinery mantêm as concentrações de oxigênio abaixo de 100 ppm durante todo o ciclo de moagem.
Para sistemas particularmente reativos ou ciclos de moagem muito longos, a moagem assistida por plasma (moagem P) oferece uma alternativa avançada. O bombardeio com elétrons de alta energia reduz a força mecânica necessária para a cominuição, diminuindo o tempo de nanocristalização de materiais como pó de W e Fe de 30 horas com moagem convencional para 3 a 15 horas — uma redução indireta, porém substancial, no desgaste cumulativo do meio de moagem e na contaminação associada.
Etapa 3: Aperfeiçoamento do Fluxo de Processo — Pré-tratamento e Purificação Pós-Moagem

O controle de impurezas não começa na entrada do moinho e termina na saída. O preparo pré-moagem e a purificação pós-moagem são componentes essenciais de uma estratégia completa de gerenciamento de contaminação.
Pré-tratamento de pré-moagem
• Os óxidos de lantanídeos e outras matérias-primas hidratadas devem ser calcinados antes da moagem para remover a água de cristalização e os grupos hidroxila da superfície. Sem essa etapa, a umidade presente na matéria-prima reage durante a moagem, formando fases de impurezas de hidróxido que são quimicamente distintas do material alvo e difíceis de remover posteriormente. Uma temperatura de calcinação de 800 °C é adequada para a maioria dos sistemas de óxidos de lantanídeos.
• Os novos meios de moagem devem ser limpos por ultrassom com etanol anidro por no mínimo 30 minutos antes do primeiro uso. Isso remove a contaminação superficial proveniente do processo de fabricação — resíduos de aditivos de sinterização, lubrificantes de usinagem e detritos de manuseio — que, de outra forma, seriam transferidos para o primeiro lote de produção. Essa etapa é frequentemente omitida e geralmente é responsável pela elevada contaminação no primeiro lote produzido com os novos meios de moagem.
• para equipamentos novos ou após manutenção, Execute um pequeno lote de teste usando o mesmo material da produção para passivar quaisquer superfícies expostas antes de iniciar a produção monitorada.: Passivação da câmara de moagem
Purificação pós-moagem
Mesmo com a seleção ideal de meios filtrantes, revestimento e parâmetros de processo, alguma contaminação é inevitável em longos ciclos de moagem. Etapas de purificação pós-moagem removem essa contaminação antes que ela chegue ao produto final.
• Para pastas de moagem úmida em moinho de bolas, a separação centrífuga a 8.000 rpm remove os detritos de desgaste de partículas grandes gerados por eventos de fratura do meio. Essas partículas contaminantes grosseiras são mais densas que o produto e se sedimentam eficientemente em velocidades de centrifugação moderadas.
• Para aplicações com nanopós, a filtração através de uma membrana cerâmica de 0,22 μm retém partículas de desgaste submicrométricas que a centrifugação não remove. A eficácia desta etapa depende do material: as partículas de desgaste devem ser distinguíveis do produto em tamanho ou densidade.
• Em alguns sistemas cerâmicos eletrônicos, uma lavagem com ácido diluído após a moagem pode dissolver seletivamente a contaminação metálica sem atacar o pó cerâmico. As condições do processo devem ser cuidadosamente validadas para evitar a introdução de novas espécies iônicas ou a alteração da química da superfície. Lixiviação química
Especificações de controle de impurezas por aplicação cerâmica
A estratégia ideal para o controle de impurezas varia de acordo com a aplicação. A tabela abaixo resume as configurações recomendadas e os principais objetivos de controle para os sistemas de pó cerâmico de alta pureza mais comuns:
| Tipo Cerâmico | Mídia recomendada + forro | Limites de impurezas principais | Impacto no desempenho |
| Cerâmicas dielétricas MLCC | Esferas de alumina ≥99,99% + revestimento de alumina | Na⁺/K⁺ < 5 ppm | Desgaste < 0,05‰ | tanδ < 1×10⁻⁴ (grau de capacitor premium) |
| Biocerâmicas (ortopédicas/odontológicas) | Esferas de zircônia + revestimento de poliuretano de qualidade alimentar | Fe³⁺ < 0,1 ppm | Migração de metal zero | Conformidade com a norma ISO 10993 para citotoxicidade |
| Cerâmicas dielétricas para micro-ondas (5G) | Bolas de WC + revestimento de carbeto de silício | Contaminação por W < 0,01 wt% | Retenção do valor Q×f > 95% |
| Cerâmicas piezoelétricas (PZT, BNBT) | Esferas de alumina ≥99,99% + revestimento de poliuretano | Metais de transição < 10 ppm no total | d33 consistente / coeficiente piezoelétrico |
| Pós fotocatalíticos (TiO₂, ZnO) | Esferas de zircônia + revestimento de zircônia | Fe < 0,001% em peso % | Sem contaminação orgânica | retenção da atividade fotocatalítica |
Tecnologias emergentes: Monitoramento de impurezas em tempo real durante a moagem de bolas
O controle tradicional de impurezas baseia-se em análises pós-processamento — medições por ICP-MS ou XRF em lotes de pó acabados. A limitação dessa abordagem é que a contaminação é detectada após sua ocorrência, e o lote pode já estar inaceitável. A próxima geração de controle de processos caminha para o monitoramento in situ, que permite intervenções em tempo real.
A espectrometria de massa com plasma acoplado indutivamente (ICP-MS) online, integrada ao circuito de moagem, permite a medição contínua da contaminação elementar na corrente de descarga da pasta, proporcionando detecção em sub-ppm em escalas de tempo de produção. Quando a contaminação apresenta tendência de aumento — indicando desgaste acelerado do meio filtrante — o sistema pode acionar ajustes automáticos de parâmetros (reduzindo a velocidade do moinho, ajustando a taxa de enchimento) ou alertar o operador antes que o lote seja comprometido.
O monitoramento da emissão acústica é uma tecnologia complementar: a assinatura acústica de um moinho de bolas muda de forma mensurável à medida que o meio filtrante se degrada. A análise espectral automatizada do sinal acústico correlaciona-se com a taxa de desgaste do meio filtrante, fornecendo um alerta precoce não invasivo de risco elevado de contaminação.
Essas tecnologias estão passando da fase de pesquisa para a implantação industrial em instalações avançadas de produção de cerâmica e representam a direção para a qual o gerenciamento de contaminação está caminhando — do controle de qualidade reativo para o controle preditivo de processos.
| Discuta seu processo de moagem de bolas com a EPIC Powder Machinery. O controle de impurezas na moagem de bolas é um problema de engenharia, não apenas um problema de seleção de materiais — e acertá-lo exige uma abordagem sistêmica. Nossa equipe na Maquinário de pó EPIC Possui vasta experiência na especificação e configuração de sistemas de moagem de bolas para aplicações em pós cerâmicos, eletrônicos e biomédicos de alta pureza. Seja para desenvolver uma nova fórmula, expandir a produção do laboratório para a escala industrial ou solucionar problemas de contaminação em um processo existente, podemos ajudar. Oferecemos consultoria gratuita sobre processos e recomendações de equipamentos específicos para cada aplicação. → Solicite uma consulta gratuita: www.epic-powder.com/contact → Explore nossos equipamentos de moagem de bolas: www.epic-powder.com |
Perguntas frequentes
Qual é a maneira mais eficaz de prevenir a contaminação metálica durante a moagem de bolas?
A abordagem mais eficaz é uma combinação de meios de moagem de alta pureza, materiais de revestimento compatíveis e parâmetros operacionais otimizados. Para a maioria das aplicações com cerâmica de alta pureza, esferas de moagem de alumina ≥99,99% com revestimentos de alumina ou poliuretano proporcionam o melhor perfil de contaminação. Reduzir a velocidade do moinho, otimizar a relação meio-produto e executar ciclos de pré-limpeza em meios novos reduzem ainda mais a contaminação. Para aplicações com requisitos de impurezas abaixo de ppm, a separação centrífuga pós-moagem e a filtração por membrana também são normalmente necessárias.
Como escolher entre esferas de moagem de alumina e zircônia?
A principal consideração é a compatibilidade química com o seu sistema de moagem em pó. Os meios de alumina (particularmente com grau de pureza ≥99,99%) são a escolha padrão para cerâmicas eletrônicas processadas em pH neutro. Os meios de zircônia são preferidos para moagem úmida em suspensões ácidas ou alcalinas, onde a alumina se dissolve e contribui para a contaminação por Al³⁺. A zircônia também é a escolha preferida para biocerâmicas, onde se exige migração zero de íons metálicos. Os meios de zircônia custam aproximadamente 3 a 5 vezes mais do que os meios de alumina de tamanho equivalente, portanto, a troca deve ser justificada por dados de contaminação confirmados.
A moagem em atmosfera de gás inerte pode prevenir toda a contaminação?
A moagem em atmosfera de gás inerte, utilizando argônio ou nitrogênio, previne a oxidação da superfície do pó durante a moagem. Isso é particularmente importante para pós de SiC, AlN e metais. No entanto, não impede a contaminação por desgaste mecânico proveniente dos meios de moagem e dos revestimentos. Essas são vias de contaminação distintas que requerem estratégias de controle separadas. Para máxima pureza, a moagem em atmosfera de gás inerte deve ser combinada com a seleção de meios de moagem de alta pureza, parâmetros operacionais otimizados e purificação pós-moagem.

Obrigado pela leitura. Espero que meu artigo tenha ajudado. Deixe um comentário abaixo. Você também pode entrar em contato com o representante de atendimento ao cliente da EPIC Powder online. Zelda Para quaisquer outras dúvidas.”
— Jason Wang, Sênior Engenheiro