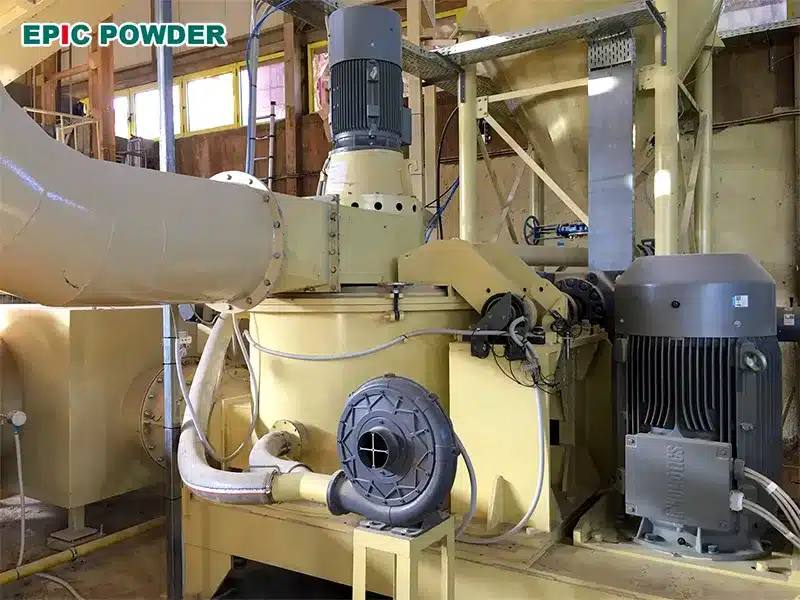
その レイモンドミル レイモンドミルは1世紀以上にわたり、継続的に生産に使用されてきました。中程度の粒度の鉱物を適度な処理量で必要とする多くの用途において、今でも有効です。問題は、レイモンドミルで粉末を製造できるかどうかではなく、特定の目標粒度、材料、および運用経済性にとって最適な選択肢であるかどうかです。.
D50が20ミクロン未満を目標とする生産者、熱に弱い材料、金属汚染を最小限に抑える必要がある高純度用途、および初期資本コストよりも1トンあたりの総コストが重要な操業においては、 空気分級ミル (ACM)は一貫して優れた経済性を提供します。この記事では、実際の運用性能を決定づけるパラメータに基づいて、両技術を比較します。.
EPIC Powder Machinery社は、鉱物、医薬品、化学薬品、バッテリー材料用途向けの空気式分級機を供給しています。この比較は、両方の技術を実際に運用している工場からの設置データに基づいています。.
各技術の仕組みと、その違いが重要な理由
レイモンドミル:圧縮とせん断
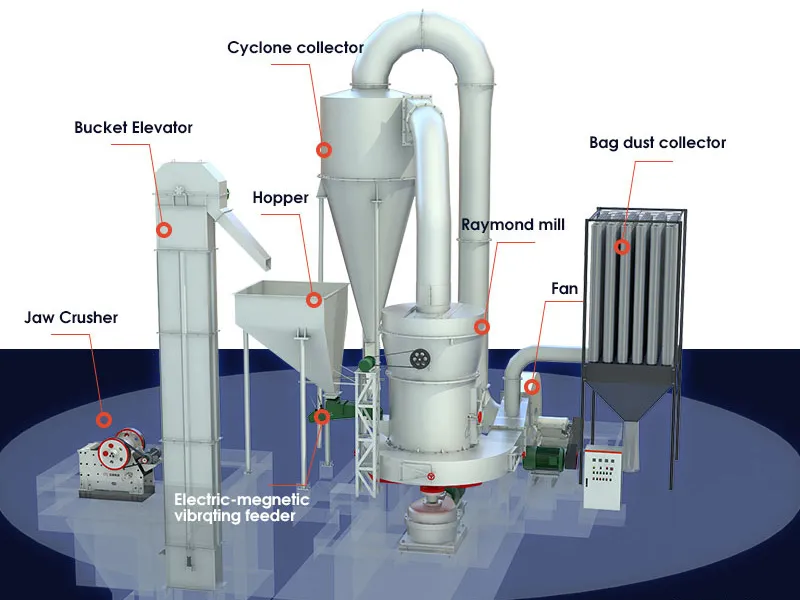
レイモンドミルは、回転する粉砕ローラーと固定された粉砕リングの間で材料を粉砕します。ローラーは遠心力またはばねの張力によってリングに押し付けられ、粉砕ゾーンに供給された材料は隙間に引き込まれ、圧縮とせん断によって破砕されます。粗い粒子と細かい粒子は両方とも粉砕ゾーン内に残ります。このミルには、目標サイズに達した粒子をすぐに除去する内蔵機構はありません。ほとんどのレイモンドミル設備では、細かい粒子と粗い粒子を分離するために下流にエア分級機を追加していますが、この外部分級機は 分類 回路に圧力損失、エネルギー消費、および複雑さを加える。.
圧縮とせん断による破壊メカニズムによって、平らで角張った粒子が生成されます。これは、ローラーリング研削が材料を平らな劈開面に沿って破砕する仕組みによるものです。多くの充填材用途では、これは問題になりません。しかし、粒子の形状が流動性、充填密度、または表面性能に影響を与える用途(電池材料、医薬品錠剤、コーティングなど)では、薄片状の粒子は大きな欠点となります。.
空気分級機ミル:統合分級によるインパクト
空気式分級ミルは、高速回転する粉砕ローターと一体型の動的分級ホイールを単一の筐体に組み込んだ構造になっています。原料は投入されると、ローターブレードとの衝突と摩擦によって粉砕され、生成された粒子は直ちに分級ホイールに送られます。目標サイズを満たす微粒子は分級ホイールを通過して回収されます。粗粒子は遠心分離によって粉砕ゾーンに戻されます。この閉ループ内部回路により、微粒子は規格サイズに達するとすぐに粉砕ゾーンから除去されるため、不必要に粉砕が続けられることがありません。.
この閉ループ式分級方式による衝撃主導型の粉砕は、ローラーリング式粉砕よりも等軸で丸みを帯びた粒子を多く生成します。また、分級ホイールの回転速度は(ミルを停止することなく可変周波数駆動によって)調整可能なので、製品のD50とD97をリアルタイムで変更できます。これは、レイモンドミルのスプリング圧力やギャップ調整に比べて、運用上の柔軟性において大きな利点となります。.
並べて比較
| パラメータ | レイモンドミル | 空気分級ミル(ACM) |
| 研削機構 | 圧縮+せん断(リング上のローラー) | 高速衝撃+摩耗 |
| 統合分類 | いいえ — 外部分類器が必要です | はい、分類ホイールが内蔵されています |
| 製品の粒度範囲 | 80~600メッシュ(180~25μm);400メッシュを超えると出力が急激に低下する | 5~300μm;5μmまで安定した出力 |
| 粒子の形状 | 薄片状/角張った(劈開面) | より等軸状/多面体状(衝撃破壊) |
| D50調整方法 | スプリング圧力またはローラーギャップ - 手動、不正確 | VFDによる分類機ホイール速度制御 ― 高精度、リアルタイム |
| 過剰研磨のリスク | 高 — 規格違反罰金の免除なし | なし — 罰金は分類器を介して即座に支払われます |
| D50における比エネルギー 15-20μm | 高(過度の研磨によるエネルギーペナルティ) | 25-35%はRaymond +外部分類器よりも低い |
| ウェアモード | ローラーリングと金属同士の接触(高摩耗) | ライニングプレートへの衝撃。金属同士の接触なし。 |
| 金属汚染リスク | 高(ローラー/リング摩耗粉) | 低; セラミックライニングオプションあり |
| 熱に敏感な材料 | 不向きです。研削部が高温になります。 | 適している — 連続冷却気流 |
| 自動化レベル | 手動(バネ/隙間調整) | 完全自動化(VFD、PLC対応) |
| システムフットプリント | 大型(ミル+外部分類機+複数のファン) | 40-50%は小型化され、部品点数も減少しました。 |
| 初期資本コスト | より低い | 適度 |
| 細粒度における総運営コスト | 高い | 低金利 — 通常6~18ヶ月で返済可能 |
空気選別機ミルが明確な優位性を持つ点

25ミクロン未満:微細度限界
レイモンドミルの実効的な粒度上限は約25ミクロン(600メッシュ)です。この粒度では、処理能力はミルの定格容量から大幅に低下しており、製品の粒度分布(PSD)も広く、下流に分級機を設置しても、通常はかなりの粗粒が残ります。レイモンドミルで25ミクロンよりも細かくすることは技術的には可能ですが、生産規模では経済的に非現実的です。.
空気式分級機ミルは、標準運転で5~20ミクロンの均一な製品を生産します。分級ホイールの回転速度がD50の主要な制御項目であり、その調整は連続的かつ精密です。空気式分級機ミルでD50 10ミクロンの炭酸カルシウムを生産するプラントは、D50 20ミクロンを生産するプラントとほぼ同じ1トン当たりのエネルギー消費量で稼働します。統合された分級機能により規格内の粒子が速やかに除去されるため、より細かい製品のためにミルが著しく負荷をかけることはありません。一方、D50 15ミクロンを生産するレイモンドミルは、既に規格を満たしている材料を粉砕するため、自ら負荷をかけていることになります。.
熱に弱い材料
レイモンドミルは、摩擦熱によって軟化または劣化する材料(樹脂、ワックス、一部のポリマー、硫黄、特定の農薬など)の粉砕には適していません。レイモンドミルの粉砕ゾーンは、ローラーリングの圧縮機構によって摩擦熱が継続的に発生し、効果的な放熱機構がないため、高温になります。.
空気分級ミルは、ミル内部を流れる大量の空気によって粉砕ゾーンから熱が継続的に除去されるため、熱に弱い材料の処理に適しています。また、軟化点が非常に低い材料向けに、冷気噴射機能を搭載することも可能です。この機能により、レイモンドミルでは不可能な幅広い用途に対応できるようになります。.
高純度用途
レイモンドミルのローラーとリングの摩耗による金属汚染は、白色鉱物(GCC、タルク、カオリン)、医薬品添加剤、, 食べ物 原料、および電池材料。加圧下でのローラーリングの金属同士の接触により、鉄やクロムの汚染が発生し、下流工程での除去が困難となり、製品の不良品となる可能性がある。.
セラミックライニング(アルミナ、ジルコニア、または炭化ケイ素)を備えたエアクラシファイアミルは、金属同士の接触を完全に排除します。摩耗メカニズムは材料とセラミックの衝突であり、発生する摩耗粒子はセラミックのみであるため、白色鉱物や医薬品用途では通常許容範囲内です。鉄分を50ppm以下に抑える必要があるバッテリー材料の処理においては、セラミック製エアクラシファイアミルが標準的な選択肢となります。.
レイモンドミルが今でも理にかなっている場合
レイモンドミルは時代遅れではなく、特定の状況においては依然として最適な選択肢である。
- 目標とする粒度は400メッシュ以上です。 D97が38ミクロンを超える場合、レイモンドミルの運転コストと設備投資コストは、中硬度材料にとって合理的な選択肢となる。
- 材料の硬度はモース硬度4未満です。 石膏、軟質石灰石、ベントナイトなどの非常に柔らかい材料の場合、レイモンドミルは、より硬い材料が引き起こす摩耗の問題なしに、効率的に処理します。
- 生産量が少ない、または断続的である。 小規模またはバッチ処理で、運転コストの差が絶対値で小さい場合、レイモンドミルの低い設備投資コストが決定的な要因となる可能性がある。
- 資本は極めて限られている。 初期投資が制約要因であり、総所有コストが二次的な懸念事項である場合、レイモンド製粉機の低い購入価格が必要となる可能性がある。
D50が20ミクロン未満を目標とする本格的な微粉末製造業者、熱に弱い材料や高純度材料を処理する業者、あるいは1トンあたりのエネルギーコストが重要な経営課題となるような処理量で操業する業者にとって、ACMは長期的に見てより優れた選択肢となる。.
実際のプラントデータ:2つの設置事例
ケーススタディ1
GCC充填工場 ― レイモンドミルからエアクラシファイアミルへのアップグレード
状況
下流に外部分級機を備えた2台のレイモンドミルを稼働させている炭酸カルシウム粉末製造業者は、プラスチック充填剤市場向けにD50 15ミクロンの粉末を生産していた。この粒度での比エネルギー消費量は1トンあたり約95kWhであった。ローラーとリングの交換はミルごとに2~3ヶ月ごとに必要で、交換には2~3日のダウンタイムを要した。両ミルにおける年間摩耗部品コストは、単一の要因としては最大であった。 メンテナンス 項目:ローラーの摩耗による金属汚染が、白色鉱物製品に時折光沢不良を引き起こしていた。.
スイッチ
工場では、レイモンドミル2基を、同じ処理能力を持つEPIC Powder社製の空気分級ミルに置き換えた。白色鉱物処理用途のため、ライニングにはセラミックが指定された。.
結果
・比エネルギー:1トンあたり68kWh — 同等のD50で28%の削減
・年間摩耗部品コスト:62%削減 — ローラーとリングの交換が不要になり、ACMライニングプレートの交換頻度が2~3ヶ月ごとから年1回に増加。
・計画外の操業停止:年間15日(レイモンド工場2ヶ所合計)から年間3日に削減
・製品D50の一貫性:改善 — レイモンドミルの出力はシフト間で±4ミクロンのばらつきがありましたが、ACMの出力はVFD制御の分類機で±1ミクロンのばらつきにとどまりました。
・明るさ:改善 ― セラミックライニングにより、時折発生していた明るさ低下の原因となっていた金属汚染が除去されました。
ケーススタディ2
医薬品添加剤の粉砕 ― 熱に弱い材料用ACM
状況
ある医薬品添加剤メーカーは、吸入薬送達のために、熱に弱い乳糖系材料をD50 12ミクロンまで粉砕する必要があった。実現可能性評価の段階で、レイモンドミルは粉砕ゾーンの温度が材料の軟化点を超え、粒子が融合して粒度分布が不均一になるという問題が生じたため、不採用となった。ジェットミルも検討されたが、必要な処理量に対してコストが高すぎた。.
解決策
EPIC Powder社は、GMP(医薬品製造管理基準)に準拠するため、冷却空気噴射機能と全面ステンレス鋼製の接触面を備えた空気式粉砕機を納入しました。冷却気流により粉砕ゾーンの温度は35℃以下に保たれ、材料の安定性範囲内に収まりました。.
結果
- D50: 12.1ミクロン、D97 28ミクロン ― すべての製造バッチで一貫しています
- 研削ゾーン温度: 製造工程全体を通して32~36℃で、物質融合現象は発生しない。
- PSDの一貫性: バッチ間のD50変動が0.8ミクロン未満であること ― 吸入薬の規制要件において許容範囲内
- エネルギー式ミリングとジェット式ミリングの比較: 68% 比エネルギーは ジェットミル 見積もりを受け取ったところ、ACMは却下されたレイモンドミルと仕様過剰のジェットミルの中間の、費用対効果の高い選択肢だった。
GMP準拠: 表面粗さRaが0.8ミクロン以下のステンレス鋼接触面は、施設の洗浄検証要件を満たしている。
材料用途:ACMがレイモンドミルに取って代わった分野
現代の微粉製造工場では、以下の材料カテゴリーは、レイモンドミルではなく、主にエアーセパレーターミルで処理されるようになっている。
- 粉末炭酸カルシウム(GCC): プラスチック、塗料、紙向けのD97 5~25ミクロン — 高級GCC生産におけるレイモンドからACMへの移行はほぼ完了
- タルク: 化粧品、プラスチック、紙などの用途において、D50が15ミクロン未満で血小板形態が制御されている必要がある。
- カオリン: D50が20ミクロン以下の紙コーティングおよび充填剤グレードの場合、レイモンドミルでは必要な白色度と繊度を達成できない。
- 医薬品原薬および添加剤: 汚染管理と熱感受性のため、レイモンドミルが適さない場合
- 電池材料: グラファイト、LFP、NMC ― レイモンドミルからの金属汚染は、バッテリー化学仕様に適合しません
- 食品およびスパイスの粉末: 衛生、温度管理、汚染に関する要件によりレイモンドミルが使用できない場合
- 顔料と染料: 20ミクロン以下の微細粉砕。色性能には狭い粒度分布と低汚染が求められる。
ACMをRaymond Millよりも選ぶべき時 ― クイックリファレンス
- 目標D50値は25ミクロン未満: レイモンドミルの生産量は400メッシュを超えると急激に減少するが、ACMは5ミクロンまで安定して稼働する。
- 熱に弱い素材(軟化点が80℃未満): レイモンドミルの粉砕ゾーンは温度制御できません。ACM冷却気流が温度を管理します。
- 金属汚染許容濃度100ppm未満: ローラーリングの摩耗によりレイモンドミルは不向きとなる。セラミックライニングを施したACMは金属の寄与をほぼゼロにする。
- 厳密なPSD仕様(スパンが1.5未満): レイモンドミルの粒度分布は広いが、ACM分類器は狭い範囲で鋭いカットを提供する。
レイモンドミルからエアクラシファイアミルへのアップグレードを検討中ですか?
EPIC Powder Machineryは、お客様の既存のレイモンドミル設備について、1トンあたりの比エネルギー、摩耗部品の消費量、製品の粒度分布などを測定する無料のプロセス監査を実施し、一般的な見積もりではなく、お客様の実際の運転データに基づいて、エアーセラフィアミルへのアップグレードの投資回収期間を算出します。.
また、弊社の研究開発施設では、お客様の原料を用いた試験的な粉砕も承っておりますので、機器の導入を決定する前に、達成可能なD50およびD97の粒度を確認することができます。.
無料のプロセス監査をご依頼ください: www.epic-powder.com/contact
当社の空気分級ミル製品ラインナップをご覧ください: www.epic-powder.com
よくある質問
微粉砕にレイモンドミルからエアクラシファイアミルに切り替えることで、どれくらいのエネルギーを節約できますか?
D50が15~20ミクロンの製品の場合、レイモンドミルと外部分級機からエア分級機ミルに切り替える工場では、製品1トンあたり25~35%のエネルギー節約が見込まれます。この節約は2つの要因によるものです。まず、ACMの統合分級機能により過剰粉砕が解消されます。粒子は目標サイズに達するとすぐに回路から排出されるため、不要な粉砕エネルギーを受け取り続ける必要がありません。次に、外部分級機、そのファン、サイクロン、ダクトが不要になるため、外部回路に伴う圧力損失とエネルギー損失がなくなります。節約効果は、より細かい製品サイズで大きくなります。D50が10ミクロンの場合、レイモンドミルと比較したエネルギー節約は通常30~40%です。これは、レイモンドミルは設計上の最適値から大きく外れた細かいサイズで過剰粉砕によるペナルティが大きくなるためです。.
空気分級機ミルは、下流工程を変更せずにレイモンドミルを置き換えることができるか?
ほとんどの場合 症例 はい、ACMは同じD50で同等以上の粉末を生成し、下流工程(コーティング、配合、錠剤成形など)を変更する必要はありません。注意すべき点が2つあります。1つ目は、粒子の形状です。ACM製品は、レイモンドミル製品よりも等軸状で薄片状が少ない傾向があり、スラリーのレオロジーと充填密度に影響を与える可能性があります。ほとんどの用途ではこれは改善ですが、薄片状の粒子形状が機能する用途(特定のバリアコーティングなど)では、形状の変化が配合に影響を与える可能性があります。完全な切り替えの前に、下流工程でACM製品を使用して小規模な試験を実施することをお勧めします。2つ目は、PSD幅です。ACM製品は、レイモンドミル製品よりもPSDが狭くなっています。下流工程がレイモンドミルの広い分布で調整されている場合、ACMの狭い分布では、配合の微調整が必要になる場合があります(錠剤の表面積とPSD幅が錠剤の硬度に影響する場合、錠剤のバインダー含有量など)。.
空気選別機ミルで処理できる材料で、レイモンドミルでは処理できないものは何ですか?
ACMがレイモンドミルでは処理できない材料を扱う主なカテゴリーは、熱に弱い材料と高純度用途の2つです。熱に弱い材料(樹脂、ワックス、ポリマー、一部の農薬、ガラス転移温度の低い医薬品有効成分など)の場合、レイモンドミルの高温の粉砕ゾーンでは、粒子が融合し、軟化し、粒度分布が広がります。ACMの連続冷却気流は粉砕ゾーンの温度を制御し、50~80℃で溶融または分解する材料の処理を可能にします。高純度用途の場合、セラミックライニングを備えたACMは、ローラーリングの摩耗による金属汚染を排除し、レイモンドミルが不向きになる原因を解消します。医薬品用途のタルクやGCCをレイモンドミルで処理すると、ICH Q3Aの制限値を超える鉄汚染が発生しますが、セラミックライニングのACMはこれらの制限値内で動作します。.
エピックパウダー
で エピックパウダー, 当社は幅広い機器モデルを取り揃え、お客様の特定のニーズに合わせてソリューションをカスタマイズいたします。当社のチームは、様々な粉体加工において20年以上の経験を有しています。Epic Powderは、鉱業、化学工業、食品産業、製薬産業など向けの微粉加工技術を専門としています。.
無料のコンサルティングとカスタマイズされたソリューションについては、今すぐお問い合わせください。

読んでいただきありがとうございます。この記事が少しでもお役に立てれば幸いです。ぜひ下のコメント欄にご記入ください。また、EPIC Powderのオンラインカスタマーサポートまでご連絡ください。 ゼルダ ご質問等ございましたら、お気軽にお問い合わせください。」
— ジェイソン・ワン, エンジニア







