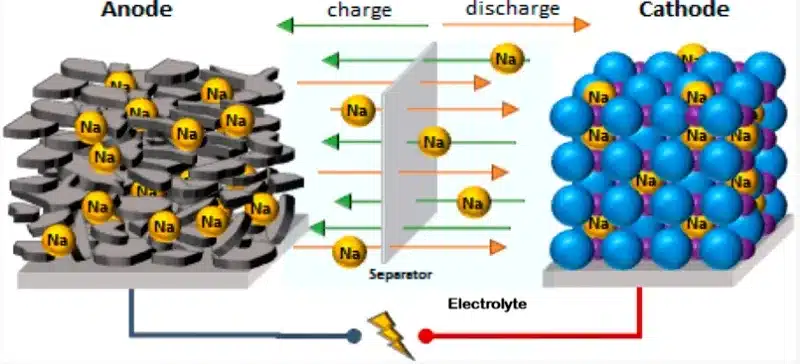
Le revêtement n'est pas un élément passif. Dans un broyeur à sec, il remplit simultanément trois fonctions : il protège l'enveloppe du broyeur contre l'usure abrasive, il génère le mouvement de levage qui détermine la trajectoire des billes de broyage et, point crucial pour toute application de haute pureté, il est en contact permanent avec le produit. Quelle que soit sa composition, une petite fraction du revêtement se retrouve dans la poudre.
Pour le broyage du ciment ou des minerais, cette fraction n'a pas d'importance. Pour les matériaux de cathode des batteries au lithium, les poudres céramiques électroniques, les intermédiaires pharmaceutiques, ou nourriture Le choix des ingrédients est primordial. Un revêtement mal choisi peut invalider les spécifications de pureté de votre produit, introduire des ions métalliques qui dégradent les performances de la batterie, ou, dans le pire des cas, entraîner un rappel de lot.
Ce guide compare les cinq matériaux de revêtement utilisés dans les broyeurs à sec — céramique d'alumine, céramique de zircone, carbure de silicium, nitrure de silicium et métal (fonte à haute teneur en chrome et acier au manganèse) — selon les propriétés qui déterminent le choix le plus adapté à votre application : dureté, ténacité, niveau de contamination, performance thermique et coût. Il vous fournit également une méthode de décision directe pour sélectionner le revêtement idéal sans tâtonnement.
Ce guide compare les cinq matériaux de revêtement utilisés dans les broyeurs à sec — céramique d'alumine, céramique de zircone, carbure de silicium, nitrure de silicium et métal (fonte à haute teneur en chrome et acier au manganèse) — selon les propriétés qui déterminent le choix le plus adapté à votre application : dureté, ténacité, niveau de contamination, performance thermique et coût. Il vous fournit également une méthode de décision directe pour sélectionner le revêtement idéal sans tâtonnement.
Pourquoi le matériau de doublure a-t-il un impact aussi important sur la qualité du produit ?
La voie de contamination
Dans un broyeur à sec, le revêtement et les billes de broyage sont les seules surfaces solides en contact avec le produit. Ces deux surfaces s'usent continuellement. Le taux d'usure dépend de la dureté du revêtement, de celle des billes, de l'abrasivité du matériau à broyer et de l'intensité du broyage. Même les revêtements en céramique très durs s'usent sensiblement au cours d'une production.
Les particules d'usure produites sont fines (généralement de 0,1 à 10 microns), ce qui signifie qu'elles se répartissent uniformément dans le produit et passent inaperçues lors de l'analyse par diffraction laser. Lorsque la contamination est détectée lors des analyses chimiques ultérieures (ICP-MS pour les ions métalliques, XRF pour la composition élémentaire), elle a déjà affecté l'ensemble du lot. Le choix du matériau de revêtement qui produit le moins de débris d'usure nocifs pour votre produit spécifique constitue le principal levier de contrôle de la contamination à votre disposition.
Le compromis dureté-ténacité
Les revêtements en céramique sont plus durs que les revêtements métalliques, ce qui réduit l'usure et la contamination. Cependant, cette dureté a un prix : les matériaux plus durs sont plus fragiles et plus susceptibles de se rompre sous l'effet d'un impact. Il en résulte une contrainte de conception fondamentale : les applications exigeant une faible contamination (matériaux de grande valeur et sensibles à la pureté) nécessitent généralement un broyage fin, qui utilise des billes de broyage plus petites et une énergie d'impact plus faible – conditions dans lesquelles les revêtements en céramique sont performants. Les applications de broyage grossier (minerais, ciment) utilisent des billes de broyage plus grosses et une énergie d'impact plus élevée – conditions dans lesquelles la ténacité des revêtements métalliques devient déterminante.
Comprendre où se situe votre application sur le spectre dureté-impact est la première étape du choix du revêtement.
Les cinq matériaux de revêtement : propriétés et applications
1. Céramique d'alumine (Al2O3) — Le matériau de prédilection
L'alumine est le matériau de revêtement céramique le plus utilisé pour le broyage à sec de haute pureté. Elle offre le meilleur compromis entre dureté, inertie chimique, coût et disponibilité parmi toutes les céramiques disponibles.
- Dureté: Dureté Mohs 9 (environ 1500-1800 HV). Nettement plus dur que l'acier (généralement 600-900 HV), ce qui signifie que le taux d'usure est considérablement plus faible lors du broyage de la plupart des poudres minérales et chimiques.
- Dureté: Ténacité à la rupture modérée (3-4 MPa m^0,5). Convient au broyage fin et moyen avec des billes en céramique (zircone ou alumine), mais ne convient pas au broyage grossier à fort impact.
- Contamination: L'aluminium et l'oxygène sont des produits d'usure. Dans la plupart des applications liées aux cathodes de batteries, à la céramique et aux produits pharmaceutiques, une contamination par l'aluminium inférieure à 100 ppm est acceptable. La contamination par le fer, éliminée par les revêtements en alumine, est souvent le principal problème.
- Résistance chimique : Résistant à la plupart des acides et des bases. Compatible avec les composés fluorés jusqu'à des concentrations modérées.
- Coût: Modéré. Généralement 2 à 3 fois plus cher que les inserts métalliques, mais 3 à 5 fois moins cher que la zircone.
L'alumine est le choix par défaut idéal pour le broyage des cathodes de batteries LFP et NMC, le quartz de haute pureté, les poudres céramiques électroniques (à base d'alumine) et les intermédiaires pharmaceutiques où la contamination métallique est la principale préoccupation.
2. Céramique de zircone (ZrO2, généralement Y-TZP) — L'option haute performance
La zircone polycristalline tétragonale stabilisée à l'yttrium (Y-TZP) offre une combinaison unique de dureté et de ténacité, inégalée par aucun autre matériau de revêtement céramique. Sa ténacité provient d'un mécanisme de transformation de phase induit par la contrainte : sous contrainte localisée, le cristal de zircone passe de la phase tétragonale à la phase monoclinique, absorbant l'énergie et résistant à la propagation des fissures.
• Dureté : environ 1200 HV — légèrement inférieure à celle de l'alumine.
• Ténacité : 6 à 10 MPa m^0,5 — nettement supérieure à celle de l’alumine. Cela rend la zircone adaptée aux conditions de rectification plus exigeantes, où des chocs importants peuvent survenir occasionnellement.
• Contamination : Le zirconium (Zr) et l’yttrium (Y) sont des produits d’usure. Pour la plupart des applications de haute pureté, une contamination par le Zr aux niveaux produits par l’usure du revêtement est acceptable. Les revêtements en zircone sont le choix idéal lorsque même une contamination par l’aluminium (Al), même à l’état de traces, est inacceptable, par exemple pour les céramiques électroniques à base de ZrO₂, les électrolytes de piles à combustible à oxyde solide (SOFC) ou les matériaux dentaires.
• Limitation thermique : le Y-TZP peut subir une transformation de phase irréversible tétragonale-métallique à des températures supérieures à 200-300 °C en cas d’exposition prolongée, ce qui entraîne des microfissures et une usure accélérée. Il ne convient pas aux applications à haute température.
• Coût : élevé. Généralement 3 à 5 fois supérieur à celui des revêtements en alumine.
Les revêtements en zircone sont justifiés pour le broyage ultra-fin (D50 inférieur à 1 micron), la préparation de nanopoudres, le broyage de principes actifs pharmaceutiques haut de gamme, la production de céramiques à base de ZrO2 et toute application où la spécification est la contamination métallique la plus faible possible à n'importe quelle intensité de broyage.
3. Carbure de silicium (SiC) — Le spécialiste thermique
La propriété déterminante du carbure de silicium est sa conductivité thermique, d'environ 120 W/m·K, contre 20 à 30 W/m·K pour l'alumine et moins de 50 W/m·K pour l'acier. Dans les applications de rectification à sec où l'accumulation de chaleur est un problème, le SiC est le seul matériau de revêtement qui dissipe activement la chaleur de la zone de rectification.
- Dureté: Dureté Mohs 9,5 — plus dur que l'alumine, deuxième seulement après le diamant parmi les matériaux de revêtement pratiques.
- Dureté: modéré (3-4 MPa m^0,5) — similaire à l'alumine.
- Contamination: Le silicium (Si) et le carbone (C) sont des produits d'usure. Dans la plupart des applications minérales et chimiques, la contamination par le silicium est acceptable. La contamination par le carbone peut être problématique dans certaines applications d'oxydes de haute pureté.
- Conductivité thermique : 120 W/m K — un atout décisif. Lors du broyage fin à haut débit de matériaux à base de carbone (graphite, noir de carbone) ou de matériaux organiques thermosensibles, les revêtements en SiC empêchent l'élévation de température qui altère la qualité du produit.
- Sensibilité à l'oxydation : Dans des atmosphères fortement oxydantes à des températures supérieures à 800 °C, le SiC forme une couche superficielle de SiO₂ susceptible de contaminer le produit. Ce phénomène ne se pose pas aux températures typiques de broyage à sec.
- Usinabilité : médiocre — Le SiC est difficile à usiner en formes complexes, ce qui limite les options de géométrie des revêtements.
- Coût: élevée — généralement similaire à la zircone ou légèrement inférieure.
Les revêtements en SiC sont le choix idéal pour le broyage de matériaux carbonés (anodes en graphite pour batteries, noir de carbone, précurseurs de graphène), de prémélanges de carbure cémenté (WC-Co) et de toute application où la gestion thermique est le principal défi du processus.
4. Nitrure de silicium (Si3N4) — Céramique résistante aux chocs
Le nitrure de silicium possède la plus haute ténacité à la rupture et la plus grande résistance à la flexion de toutes les céramiques de revêtement, combinées à une faible densité. Ces propriétés en font le choix idéal pour les applications de broyage fin les plus exigeantes mécaniquement : les broyeurs à haute énergie traitant des matériaux durs et abrasifs, là où d’autres céramiques s’écailleraient ou se fissureraient.
• Dureté : environ 1400-1600 HV — similaire à celle de l'alumine.
•Ténacité : 6-8 MPa m^0,5 — comparable à la zircone, et contrairement à la zircone, elle ne se dégrade pas à des températures élevées.
•Résistance à la flexion : 800-1000 MPa — la plus élevée de toutes les céramiques de revêtement courantes.
• Densité : 3,2 g/cm³ — inférieure à celle de l’alumine (3,9), de la zircone (6,0) ou du SiC (3,2). Une masse de revêtement plus faible réduit l’inertie de rotation de la coquille du broyeur et la charge mécanique sur les paliers.
•Contamination : Si et N sont les produits d'usure.
• Stabilité thermique : conserve sa pleine résistance et sa ténacité jusqu’à 1 200 °C en atmosphère non oxydante. En atmosphère oxydante, une lente oxydation superficielle se produit au-dessus de 800 °C.
• Coût : très élevé – généralement l’option de revêtement la plus coûteuse. Disponibilité limitée sur le marché en raison des exigences de frittage complexes.
Les revêtements en nitrure de silicium sont justifiés pour le broyage à sec ultra-fin à haute énergie des matériaux les plus durs : prémélanges de carbure cémenté WC-Co, micropoudres de SiC, nitrure de bore et précurseurs de céramiques structurales avancées où la résistance aux chocs et la pureté chimique sont toutes deux requises.
5. Revêtements métalliques (fonte à haute teneur en chrome, acier au manganèse) — Le choix par défaut pour le meulage grossier
Les revêtements métalliques sont la norme pour les applications où la pureté du produit n'est pas un problème et où la résistance aux chocs est la principale exigence : concassage de minerais, broyage de clinker de ciment et broyage grossier de minéraux industriels.
- Résistance aux chocs : très élevée — principal avantage par rapport à la céramique. L'acier au manganèse s'écrouit sous l'effet des chocs, augmentant ainsi sa dureté superficielle. service.
- Contamination: La contamination par le fer, le chrome et le manganèse due à l'usure est importante. Les chemises en fonte à haute teneur en chrome contribuent généralement à hauteur de 50 à 500 ppm de fer au produit par passe de traitement, selon l'abrasivité de la matière première et l'intensité du meulage. Ceci est incompatible avec toute application exigeant une grande pureté.
- Coût: faible — le coût initial le plus bas de toutes les options de revêtement, avec des pièces de rechange largement disponibles.
- Entretien: Plus simples que la céramique, les revêtements métalliques peuvent être soudés, réparés ou fabriqués localement.
Les revêtements métalliques ne doivent pas être utilisés pour les matériaux de batteries, les céramiques électroniques, les produits pharmaceutiques, les ingrédients alimentaires ou toute application où une contamination par Fe, Cr ou Mn affecterait la qualité du produit ou la conformité aux spécifications du client.
Comparaison côte à côte : Propriétés clés
| Propriété | Al2O3 | ZrO2 (Y-TZP) | SiC | Si3N4 | Métal (HiCr) |
| Dureté Mohs | 9 | 8.5 | 9.5 | 8.5-9 | 6-7 |
| Ténacité à la rupture (MPa m^0,5) | 3-4 | 6-10 | 3-4 | 6-8 | Très haut |
| Conductivité thermique (W/m K) | 20-30 | 2-3 | ~120 | 15-20 | 15-50 |
| risque de contamination par le fer | Aucun | Aucun | Aucun | Aucun | Élevé (50-500 ppm) |
| Produits d'usure | Al, O | Zr, Y | Si, C | Si, N | Fe, Cr, Mn |
| Convient au meulage à percussion ? | Limité | Oui | Limité | Oui | Oui |
| Stabilité à haute température (>500 °C) | Oui | Limité | Oui (non oxydant) | Oui (non oxydant) | Limité |
| Coût relatif | Moyen | Élevé (3-5x Al2O3) | Haut | Très haut | Faible |
| Durée de vie typique (relative) | Bien | Excellent | Excellent | Excellent | Bon (pour les métaux) |
Guide de décision pour l'application au revêtement
Le tableau ci-dessous associe les applications courantes de rectification à sec au matériau de revêtement recommandé et explique le raisonnement. Utilisez-le comme point de départ ; les propriétés spécifiques de votre matériau, l’intensité de rectification et les spécifications de contamination peuvent modifier la recommandation.
| Application | Doublure recommandée | Raison principale |
| meulage de la cathode des batteries LFP/NMC | Al2O3 (ou ZrO2 pour les spécifications les plus strictes) | Sans fer ; contamination en aluminium acceptable pour la plupart des spécifications de cathodes |
| Broyage d'anodes en graphite/carbone | SiC | La conductivité thermique empêche les dommages causés par la chaleur à la structure en graphite |
| Quartz de haute pureté / silice fondue | Al2O3 ou ZrO2 | Sans fer ; le choix dépend de la présence ou non d'une contamination à l'aluminium. |
| Céramiques à base de ZrO2 (SOFC, dentaire) | ZrO2 uniquement | Compatibilité chimique — Toute contamination par Al ou Fe provenant du revêtement est inacceptable |
| API pharmaceutique (forme orale solide) | Al2O3 ou ZrO2 | Sans métal requis ; l'Al2O3 est généralement acceptable selon la norme ICH Q3A. |
| Prémélange de carbure cémenté WC-Co | Si3N4 | Dureté et ténacité sont toutes deux nécessaires pour cet aliment hautement abrasif. |
| micropoudre de SiC | Si3N4 ou Al2O3 | Option de chimie adaptée (Si3N4) ou option économique sans fer (Al2O3) |
| Verre électronique / silice de remplissage CEM | Al2O3 | Sans fer ; l'aluminium est acceptable dans les formulations de verre ; économique |
| Clinker de ciment (sec) | Fonte à haute teneur en chrome | La pureté n'a pas d'importance ; la résistance aux chocs et le faible coût sont prioritaires. |
| broyage grossier de minéraux industriels | Acier au manganèse ou acier à haute teneur en chrome | La pureté n'est pas requise ; la résistance aux chocs et le coût de remplacement sont importants. |
Cinq questions à se poser avant de choisir une doublure
| Liste de vérification pour le choix de la doublure Quelle est la limite de contamination au fer de votre produit ? Si la teneur totale en fer doit rester inférieure à 10 ppm, il faut utiliser de la céramique. Si elle est inférieure à 1 ppm, privilégiez le ZrO2 ou le Si3N4 à l'Al2O3. Quelle est votre intensité de broyage ? Broyage fin (D50 inférieur à 20 microns) avec billes céramiques : toutes les céramiques conviennent. Broyage grossier ou par percussion : seul le Si3N4 est autorisé parmi les céramiques, sinon les métaux conviennent. La composition chimique de vos produits exclut-elle l'utilisation de produits d'usure pour les doublures ? Les matériaux à base de ZrO2 ne doivent pas entrer en contact avec les revêtements en Al2O3. Les matériaux organiques sensibles au Si ne doivent pas entrer en contact avec les revêtements en SiC. La chaleur pose-t-elle problème dans votre procédé ? Si votre produit est sensible à la chaleur ou si votre broyeur fonctionne à haute température, la conductivité thermique du SiC est la seule solution au niveau du revêtement pour limiter l'élévation de température. Quel est le coût du revêtement par rapport à la valeur de votre lot ? Pour les produits à haute valeur ajoutée (principes actifs pharmaceutiques, matériaux de batteries avancés), le coût du revêtement en ZrO2 ou Si3N4 représente une faible part de la valeur du lot. Pour les minéraux courants, l'utilisation d'un revêtement métallique constitue une optimisation pertinente en termes de coût. |
Compatibilité entre la doublure et le support : un détail crucial
Le choix du revêtement et celui des médias de broyage ne sont pas des décisions indépendantes. Le revêtement et les médias sont en contact permanent entre eux et avec le produit. Une association incompatible accélère l'usure des deux composants et peut engendrer une contamination des surfaces de contact, même si les deux matériaux sont individuellement adaptés au produit.
| Matériau de doublure | Médias compatibles | Médias incompatibles / problématiques | Notes |
| Al2O3 | Billes d'Al2O3, billes de ZrO2 | Billes d'acier, billes de fer à haute teneur en chrome | Le contact des matériaux en acier avec le revêtement en céramique provoque l'écaillage du revêtement et une contamination au fer. |
| ZrO2 | Billes de ZrO2, billes d'Al2O3 | billes d'acier | L'association ZrO2-ZrO2 présente la plus faible contamination pour les applications ultra-pures. |
| SiC | Billes en SiC, billes en Al2O3, billes en ZrO2 | billes d'acier | Le revêtement en SiC associé à un média en Al2O3 est couramment utilisé pour le broyage des matériaux carbonés. |
| Si3N4 | Billes en Si3N4, billes en ZrO2, billes en Al2O3 | billes d'acier | Revêtement Si3N4 + média ZrO2 constitue la combinaison standard haute performance. |
| Métal (HiCr) | Billes d'acier, billes de fer HiCr | Billes en céramique (provoquent l'écaillage de la céramique) | Les supports céramiques sur revêtement métallique provoquent une fracture prématurée de la céramique |
| Vous ne savez pas quel matériau de revêtement convient à votre application ? EPIC Powder Machinery fournit des broyeurs à sec et des ensembles de revêtements céramiques adaptés aux matériaux pour batteries, céramiques électroniques, produits pharmaceutiques et minéraux industriels. Indiquez-nous votre matériau, la finesse recherchée, le niveau de contamination souhaité et votre débit ; nous vous recommanderons le revêtement idéal, en nous appuyant sur des données d'application issues de procédés similaires. Nous proposons également des tests d'usure des revêtements sur votre matériau d'alimentation avant tout achat d'un ensemble complet. Demandez une consultation gratuite pour votre doublure : www.epic-powder.com/contact Découvrez notre gamme de moulins à poudre à sec : www.epic-powder.com |
Foire aux questions
Quel est le meilleur revêtement de broyeur pour le broyage des matériaux de cathode des batteries au lithium ?
Pour la plupart des applications de cathodes LFP et NMC, la céramique d'alumine (Al₂O₃) est recommandée. Elle élimine la contamination par le fer (Fe), principal problème pour la chimie des batteries, tout en offrant une bonne résistance à l'usure et une disponibilité dans les géométries de revêtement requises. Le principal risque de contamination des revêtements en alumine est la présence d'aluminium (Al), acceptable dans la plupart des spécifications de cathodes car l'Al est inactif électrochimiquement aux potentiels pertinents pour les batteries LFP et NMC. Si votre spécification de cathode exige une teneur totale en Al inférieure à 50 ppm ou si vous traitez un matériau où la contamination par l'Al affecte le frittage ou les performances électrochimiques, optez pour des revêtements en zircone Y-TZP. Pour le meulage d'anodes en graphite, les revêtements en SiC sont préférables car leur conductivité thermique prévient les dommages thermiques à la structure cristalline du graphite lors du meulage fin.
Quelle est la durée de vie des revêtements de broyeurs en céramique par rapport aux revêtements métalliques ?
La durée de vie dépend fortement de l'abrasivité du matériau d'alimentation et de l'intensité du broyage. Une comparaison directe nécessite donc de connaître votre application spécifique. De manière générale : pour le broyage fin de matériaux tendres à moyennement durs (dureté Mohs inférieure à 6), les revêtements en alumine durent généralement 3 à 5 fois plus longtemps que les revêtements métalliques (en termes de perte de volume). Les revêtements en zircone durent 5 à 8 fois plus longtemps que les revêtements métalliques dans des conditions équivalentes. Les revêtements en nitrure de silicium offrent la plus longue durée de vie de toutes les céramiques en conditions de forte sollicitation. Cependant, les revêtements en céramique présentent un mode de défaillance différent de celui des revêtements métalliques : ils ont tendance à se fracturer plutôt qu'à s'user progressivement, et un segment de revêtement fracturé peut contaminer le produit ou endommager d'autres composants internes du broyeur. Un contrôle visuel lors des opérations de maintenance régulières est essentiel. L'usure des revêtements métalliques est progressive et prévisible, ce qui est un avantage pour certains opérateurs dans la planification de la maintenance.
Est-il possible d'installer des revêtements en céramique sur un broyeur existant conçu pour des revêtements métalliques ?
Souvent, oui, mais en tenant compte de points importants. Les revêtements céramiques sont généralement plus denses que l'acier (alumine 3,9 g/cm³, zircone 6,0 g/cm³ contre acier 7,8 g/cm³), mais sont fabriqués en sections plus fines pour une même fonction de protection, en raison de leur dureté supérieure. L'impact sur le volume interne et l'équilibre du broyeur dépend de la conception du revêtement. Avant toute modernisation, assurez-vous que le fournisseur de revêtements céramiques peut fournir des revêtements usinés aux mêmes dimensions externes que vos revêtements métalliques (afin qu'ils s'adaptent aux points de fixation existants) et vérifiez que le système d'entraînement du broyeur peut supporter la nouvelle répartition du poids. La méthode de fixation doit également être examinée : les revêtements céramiques sont généralement boulonnés et non soudés, et le schéma de boulonnage peut nécessiter une adaptation. EPIC Powder Machinery peut évaluer la faisabilité de la modernisation pour des modèles de broyeurs spécifiques sur demande.
Pourquoi la zircone coûte-t-elle beaucoup plus cher que l'alumine pour les revêtements de fraises ?
Le surcoût des revêtements en zircone Y-TZP par rapport aux revêtements en alumine s'explique par trois facteurs. Premièrement, les matières premières : la zircone de haute pureté (ZrO2) stabilisée à l'oxyde d'yttrium (Y2O3) est plus onéreuse à produire que l'alumine. Deuxièmement, le frittage : le Y-TZP exige un contrôle très précis de la température ; un profil de frittage imprécis compromet la stabilisation à l'oxyde d'yttrium et confère au revêtement une faible ténacité. Ceci requiert un équipement de four plus sophistiqué et un contrôle de procédé plus rigoureux. Troisièmement, la compatibilité des billes de broyage : pour bénéficier pleinement des performances de contamination des revêtements en zircone, il est nécessaire d'utiliser des billes de broyage en zircone, dont le surcoût est similaire à celui des billes en alumine. Pour les applications à forte valeur ajoutée et aux exigences strictes en matière de contamination (principes actifs pharmaceutiques, matériaux de batteries de pointe, céramiques dentaires), le coût total d'un revêtement en ZrO2 et d'un ensemble de billes est faible par rapport à la valeur du lot, et le surcoût est justifié.
Comment savoir quand un revêtement en céramique doit être remplacé ?
L'usure des revêtements céramiques présente deux modes de défaillance : l'usure progressive et la rupture. L'usure progressive est surveillée par la mesure de l'épaisseur du revêtement lors des opérations de maintenance programmées, généralement toutes les 500 à 1 000 heures de fonctionnement pour les abrasifs et toutes les 2 000 à 4 000 heures pour les matériaux plus tendres. Il est recommandé de régler le seuil de remplacement à 25-30% de l'épaisseur initiale afin d'éviter l'usure jusqu'à la paroi du broyeur. La rupture est détectée par deux méthodes : des variations soudaines de la granulométrie du produit (un revêtement fracturé modifie la géométrie interne du broyeur et altère le broyage) et une inspection visuelle lors des arrêts de maintenance. Toute fissure, ébréchure ou zone d'écaillage visible à la surface du revêtement doit entraîner le remplacement immédiat de la section concernée. Une augmentation soudaine du nombre de particules céramiques dans le produit constitue un autre indicateur ; les gros fragments de céramique sont détectables par analyse granulométrique sur un échantillon prélevé. Pour les applications de haute pureté, il est recommandé de tenir un registre de l'épaisseur du revêtement et de le remplacer à intervalles réguliers plutôt que d'attendre l'apparition d'une usure visible, afin d'éviter tout risque de défaillance non détectée du revêtement susceptible d'affecter la qualité du produit.
Poudre épique
À Poudre épique, Nous proposons une vaste gamme d'équipements et des solutions sur mesure pour répondre à vos besoins spécifiques. Notre équipe possède plus de 20 ans d'expérience dans le traitement de diverses poudres. Epic Powder est spécialisée dans les technologies de traitement des poudres fines pour les industries minière, chimique, agroalimentaire, pharmaceutique, etc.
Contactez-nous dès aujourd'hui pour une consultation gratuite et des solutions personnalisées !

Merci de votre lecture. J'espère que cet article vous sera utile. N'hésitez pas à laisser un commentaire ci-dessous. Vous pouvez également contacter le service client en ligne d'EPIC Powder. Zelda pour toute autre question.
— Jason Wang, Ingénieur principal