D50 5ミクロンの樹脂粉末を製造するのは、目標とする粒径だけでは想像できないほど難しい。樹脂は鉱物のように脆いわけではなく、ある程度の靭性と弾性を持ち、摩擦熱で軟化し、従来の衝撃ミルやハンマーミルで粉砕すると、丸みを帯びた粒子ではなく、不規則な角張った破片に砕けやすい。5ミクロンでは、これらの問題がさらに深刻化する。単位質量あたりの表面積が十分に大きいため、静電凝集が顕著になり、微粉砕中に発生する熱によって、製造しようとしている粒子自体が軟化してしまう可能性がある。.
の組み合わせ ターボミル そしてダイナミック 空気分級機 ターボミルの3つの問題すべてに対応します。ターボミルの渦流支配型の粉砕作用は、粒子を針状に粉砕するのではなく、粒子の縁を丸めます。制御されたローター速度により、摩擦熱は管理可能なレベルに制限され、必要に応じて冷却空気による補助が行われます。下流の空気分級機により、D50とD90の精度が向上し、空気力学的分離により、不規則な粒子よりも球状の粒子が優先的に選別されます。その結果、5ミクロンを中心とした狭い球状の粉末が得られ、粉体塗装、3Dプリンティング、および 電子カプセル化 アプリケーション。.
この記事では研削と 分類 メカニズム、D50 5ミクロンにおける樹脂の具体的なパラメータ設定、および最も一般的な製造上の問題を診断する方法。.

従来のミルが微細球状樹脂の製造に失敗する理由
他の技術で何が問題なのかを理解することで、ターボミルが解決しようとしている問題が明確になる。.
- ハンマーミルとピンミル: 回転するピンまたはハンマーと固定されたアンビルとの間の高速衝撃によって樹脂粉末を製造する。破壊機構は主に引張破壊であり、粒子は最長寸法に沿って破壊され、細長く角張った破片が生じる。球形度は低い。微細な粒子では、連続的な高エネルギー衝撃によって発生する熱により表面が軟化し、粒子が擦り切れたり、粉砕機に汚れが付着したりする。.
- ジェットミル: 熱を加えることなく微細な粒子サイズを実現できるものの、圧縮ガス粉砕機構は粒子の形状に関係なく粉砕するため、粒子を無差別に粉砕してしまう。また、エネルギー密度が高いため、ほとんどの樹脂用途には細かすぎるサブミクロン粒子がかなりの割合で含まれるなど、幅広い粒径分布が生じる。比エネルギー消費量も高く、通常1トンあたり80~150kWhである。.
- ボールミル: 樹脂用途において、粒度分布が広く、球形度が不十分で、研削媒体からの汚染が生じる可能性があります。D50 5ミクロンには適していません。.
ターボミルの最大の特徴は、切断、衝撃、高速渦流、高周波振動という4つの機構が同時に作動する粉砕動作です。渦流が丸みを帯びた形状を生み出す要因であり、渦流場の中で粒子が繰り返し回転し、互いに擦れ合うことで、鋭利なエッジや角が粉砕されるのではなく、徐々に削り取られていきます。これは、地質学的時間スケールで回転する樽が小石を削るのと機械的に類似しており、生産規模ではわずか数秒で実現されます。.
ターボミル:樹脂を5ミクロンまで粉砕する方法
ローター速度とギャップ:2つの主要な制御変数
ターボミルは、ステータハウジング内に複数のブレード層を備えた高速ローターで構成されています。ローターは先端速度100~120m/sで回転します。材料は上部から投入され、連続するブレード層を通過し、下部または側面から排出されます。出力の粒度は、次の2つの変数によって制御されます。
- ローター線速度: 回転速度が速いほど、粒子衝突あたりの衝撃エネルギーが大きくなり、粒子径の縮小速度が速くなります。ほとんどのエンジニアリング樹脂において、D50が5ミクロンの場合、回転速度は範囲の上限(110~120m/s)まで上げる必要があります。.
- 固定子-回転子ギャップ: ローターブレードの先端とステーター壁の間の隙間によって、せん断強度が決まります。隙間が狭いほど、粒子がローターとステーターの間を通過する際に大きなせん断力を受けるため、より細かい粒子が生成されます。D50が5ミクロンの場合、0.5~1.0mmの隙間が一般的です。隙間が広いほど、粗い粒子が生成されます。.
D50 5ミクロンの場合、ブレード層は6層が標準です。層数が多いほど、粒子が通過するたびに研削回数が増え、粒子サイズが小さくなるとともに、渦流に繰り返しさらされることで丸みが増します。より粗い粒子(D50 20~50ミクロン)の場合は、4層が一般的です。.
樹脂粉砕時の熱管理
樹脂の軟化は、微細樹脂粉砕において最も一般的な故障モードです。ほとんどのエンジニアリング樹脂(エポキシ樹脂、ポリエステル樹脂、アクリル粉体塗装樹脂など)のガラス転移温度は50~80℃の範囲です。粉砕ゾーンの温度が60~70℃を超えると、粒子表面が軟化して破断するのではなく変形し、部分的に溶融した粒子が互いに、ブレードに、そしてステータ壁に付着します。.
3つの対策が利用可能であり、組み合わせることもできます。
- 冷却空気噴射: 供給流または粉砕室に冷気を導入することで、粉砕ゾーンの温度を15~25℃低下させます。ほとんどのポリエステル樹脂およびアクリル樹脂に十分な効果を発揮します。.
- 給餌速度の低下: 供給速度を低くすると、研削ゾーン内の材料量が常に少なくなり、摩擦熱の発生率が低下します。ただし、温度制御のために処理能力は犠牲になります。.
- 液体窒素注入: 熱可塑性樹脂および軟質樹脂(ガラス転移温度40℃未満)の場合、液体窒素を供給流に導入し、樹脂粒子が粉砕ゾーンに入る前に脆化させる。空冷よりも効果的だが、運転コストが増加する。.
| モデル | モーター出力(kW) | ブレードレイヤー | D50 5μmの標準処理能力(kg/h) |
| ターボ300 | 22 | 4 | 10-30 |
| ターボ500 | 45 | 4-6 | 30-80 |
| ターボ750 | 75 | 6 | 60-150 |
| ターボ1000 | 110 | 6 | 120-280 |
| ターボ1250 | 132 | 6 | 200-400 |
処理能力の数値は、冷却空気使用時のD50値5ミクロンのエポキシ樹脂およびポリエステル樹脂粉体塗装用樹脂の場合のものです。より軟らかい樹脂またはより硬い樹脂の場合、処理能力は異なる場合があります。ご使用の材料で試し研削を行い、ご確認ください。.
空気分類器:D50の設定と球形度による選別
分類器がD50を制御する方法
空気分級機は、各粒子にかかる遠心力と空気抵抗のバランスによって、ターボミルからの出力粒子を分離します。分級機の回転速度は、D50値の主要な制御要素です。回転速度が速いほど遠心分離力が大きくなり、大きな粒子がターボミルに戻され、製品の分級点がより細かくなります。空気流量は二次的な変数です。空気流量が多いほど抵抗が大きくなり、回転速度が一定の場合、分級点が実質的に粗くなります。.
樹脂粉末のD50が5ミクロンの場合、分級ホイールは4,000~6,000rpmで動作します。正確な設定は、樹脂の密度(同じD50目標では、密度の高い樹脂ほど高速が必要)と分級機の物理的なサイズ(ホイール面での周速が同じ場合、大型の分級機ほど絶対回転数が低くなる)によって異なります。目標カットポイントは5.5~6.0ミクロンに設定されています。これはD50目標よりもわずかに粗い値です。これは、分級機がD97で分離し、合格した分画のD50がそれに応じて細かくなるためです。.
形状選択:分類器の第二の役割
これは、元の論文で正しく特定されていたものの、説明が不十分だったメカニズムです。粒子にかかる空気抵抗は、その投影面積と抗力係数に依存し、どちらも形状に依存します。平たく細長い粒子は、同体積の球形粒子よりも単位質量あたりの投影面積が大きくなります。そのため、遠心力に対してより大きな抗力を受け、本来であれば粗粒物として排出されるはずのサイズで、微細な製品の流れに流れ込むことになります。.
実用上の意味合いとしては、分級機は細長く不規則な形状の粒子を系統的に粉砕ゾーンに戻してさらに丸め、球形の粒子を製品の流れに送ります。これは主要な分級機構ではなく(D50制御が主要な機能です)、ターボミルの原料と比較して製品の球形度を高めるという、実際には二次的な効果です。.
| パラメータ | D50 5μm樹脂の標準設定 | 増加の影響 |
| 分類ホイールの速度 | 4,000~6,000rpm | 高速化=D50の微細化;スループットの低下 |
| 風量 | 200~400立方メートル/時(分級機のサイズによる) | 風量が多いほどD50値は粗くなり、処理能力が向上します。 |
| 二次空気(利用可能な場合) | 10-20%の一次空気流量 | 切れ味を鋭くする - D90/D10比を狭める |
| 分類機への供給速度 | ターボミルの出力に合わせる | 過負荷分類器はPSDを拡大します |
製造およびトラブルシューティングガイド
プロセスガイド
D50 5μm球状エポキシ樹脂の段階的なセットアップ手順
1. 飼料を事前に粉砕し乾燥させる
樹脂ペレットまたは粗いチップは、ターボミルに投入する前に500ミクロン以下に粉砕する必要があります。これにより、供給量の不均一を防ぎ、大きな供給片による衝撃からブレード層を保護します。供給物の水分含有量は0.3%以下である必要があります。樹脂が湿度の高い環境で保管されていた場合は、50~60℃のトレイオーブンで2~4時間乾燥させてこのレベルまで乾燥させてください。.
2. 控えめな設定から始める
ブレード層数6枚、ステータギャップ1.0~1.5mm、目標供給速度50%で、ローター回転速度100m/sから開始します。10分間運転し、レーザー回折法で出力PSDを測定します。ローター回転速度を上げるか、ステータギャップを下げることで、D50が5ミクロンに近づくように調整します。.
3. 分類器のカットポイントを設定する
分級機を4,000rpmで起動します。分級機の出力側(ターボミルの出力側ではない)で製品のD50を測定します。D50が5.0ミクロンに達するまで、分級機の回転速度を200rpmずつ上げていきます。各段階の回転速度変更後は、サンプリング前に5分間の安定化期間を設けてください。.
4. 球形性の検証
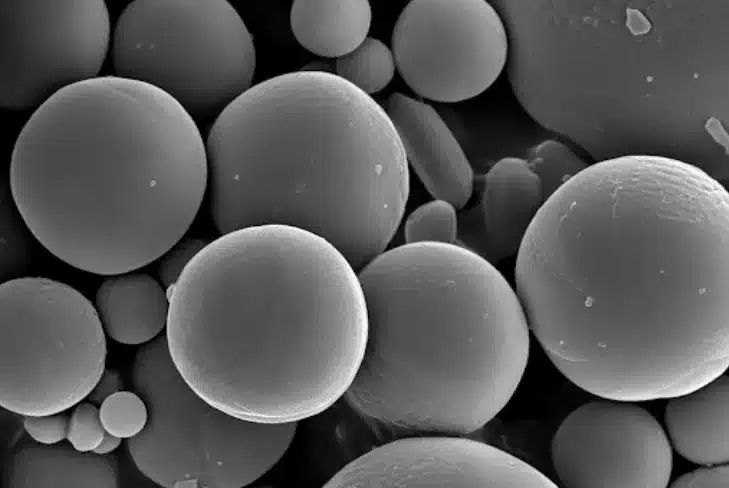
製品サンプルを採取し、SEMまたは光学顕微鏡で1,000~2,000倍の倍率で観察してください。ターボミルの生産物では、球形度が0.75以上であることが一般的です。空気分級後であれば、ほとんどのエンジニアリング樹脂で0.85以上を達成できます。球形度が目標値より低い場合は、ローター回転速度を5~10%上げて再測定してください。.
5. 生産歩留まりを最適化する
閉ループ回路(分級機がターボミルへの戻りを拒否する)により、全体の収率は100%に近づきます。粗すぎる材料は廃棄されるのではなく、再度粉砕されます。生産速度は、分級機ではなく、D50 5ミクロンにおけるターボミルの粉砕能力によって制限されます。生産速度が目標を下回る場合は、供給速度を上げる前に、ローター速度を(熱制限内で)上げてください。.
よくある問題とその解決策
| 問題 | 考えられる原因 | 解決 |
| ミル内の樹脂の付着または詰まり | 研削ゾーンの過熱 | 送り速度を30%減らし、冷却空気を追加し、ステータギャップを確認します。狭すぎる場合は1.0mmに広げます。 |
| D50が5ミクロン以上 | カットポイントの設定が粗すぎるか、ローターの回転速度が低すぎる。 | 分類ホイールの回転速度を200rpmずつ上げるか、またはステータギャップを0.2mmずつ減らす。 |
| D50が4ミクロン未満 | カットポイントが細かすぎる。製品中に超微粒子が過剰に含まれている。 | 分類機の回転速度を下げ、二次空気の過剰供給を確認する。 |
| ワイドPSD(D90/D10 > 2.5) | 供給速度が分級機に過負荷をかけている場合、または空気の流れが不均一な場合 | 分類機の供給速度を最大70%まで下げ、ガイドベーンが清潔で損傷がないことを確認してください。 |
| 球形度が低い(0.70未満) | 渦流作用が不十分。ブレード層が少なすぎる。 | ローター回転速度を115~120m/sに上げ、6枚羽根構成に切り替える。 |
| 粉末の流動性が悪い | 微細樹脂の静電凝集 | 帯電防止バッグフィルターライニングを追加する。乾燥表面処理(0.1~0.3%ナノシリカ)を検討する。 |
| 製品収率が60%未満 | 分類器のカットオフポイントがフィードPSDに対して厳しすぎる | ターボミルの出力PSDを再測定し、分級前にミル出力のD90が12ミクロン未満であることを確認してください。 |
この用途において、ターボミル+分級機がジェットミルよりも優れている理由
その ジェットミル ジェットミリングはD50が10ミクロン以下の場合によく用いられる代替手段であるため、この比較を直接検討する価値がある。.
- エネルギーコスト: ターボミルは、粉砕媒体として圧縮ガスではなく、電動モーターのエネルギーによる機械的衝撃を利用します。D50が5ミクロンの場合、ターボミルと分級機を組み合わせたシステムは、同じ製品仕様のジェットミルに比べて、1トンあたり30~50トン少ないエネルギーで済みます。.
- 罰金管理: ジェットミルは、短時間かつ高速な衝突によって粉砕エネルギーが加えられるため、目標サイズをはるかに下回る粒子まで粉砕でき、2ミクロン以下の粒子の割合が高くなります。一方、ターボミルの段階的なブレード層粉砕はより穏やかで、超微粒子の発生が少なく、粒度分布が狭いため、分級機での処理が容易になります。.
- 球形度: ジェットミル加工では、粒子が結晶面または非晶質面に沿って高速で衝突するため、角張った破断面が生じます。ターボミルの渦流成分は、これらの破断面を徐々に丸みを帯びさせます。球形度が求められる用途(粉体塗装、3Dプリンティングなど)では、ターボミル+分類器の組み合わせがジェットミル加工よりも優れた性能を発揮します。.
- 熱感受性: ジェットミルとターボミルはどちらも熱に弱い樹脂を処理できますが、ターボミルの冷却空気オプションは、極低温ジェットミルシステムよりも制御しやすく、運用コストも低く抑えられます。.
| 樹脂粉末をD50 5μmまで加工するには?EPIC Powder Machineryにご相談ください。. EPIC Powder Machineryのアプリケーションエンジニアは、エポキシ、ポリエステル、アクリル、熱可塑性樹脂粉末向けに、3~20ミクロンのD50ターゲットに対応したターボミルおよびエア分類システムを構成してきました。当社では無料の材料試用サービスを提供しています。お客様から樹脂サンプルと目標D50および球形度要件をお知らせいただければ、PSDデータ、SEM画像、推奨プロセス構成をお送りします。樹脂の種類、目標D50、生産量をお知らせいただければ、試用パラメータを設計いたします。. 無料の材料サンプルをお申し込みください:www.epic-powder.com/contact 当社のターボミル製品ラインナップをご覧ください:www.epic-powder.com |
よくある質問
ターボミルは、どのような樹脂をD50 5ミクロンまで加工できますか?
ターボミルは、エポキシ樹脂、ポリエステル樹脂、アクリル樹脂、ポリウレタン樹脂などのほとんどの熱硬化性樹脂を、極低温冷却なしで、標準的な冷却空気を用いてD50値5ミクロンで粉砕できます。これらの材料のガラス転移温度は通常50℃以上であるため、標準的な冷却空気によって粉砕ゾーンの温度は軟化閾値よりも十分に低い温度に保たれます。.
熱可塑性樹脂(ナイロン、ポリエチレン、ポリプロピレン)は、軟化点が低く靭性が高いため、加工がより困難です。D50 5ミクロンまで加工することは可能ですが、一般的には粉砕前に液体窒素を注入して粒子を脆化させる必要があります。熱可塑性樹脂の場合、軟化点と靭性はグレードによって大きく異なり、目標とする粒子サイズでのスループットに劇的な影響を与える可能性があるため、生産設備を指定する前に、特定のグレードで試し粉砕を行うことをお勧めします。.
樹脂粉末が適切な球形度を達成しているかどうかは、どのように確認すればよいですか?
標準的な測定方法は、目視確認のための走査型電子顕微鏡(SEM)と、定量的な球形度測定のための画像解析ソフトウェアです。1,000~2,000倍の倍率のSEMでは、粒子の形態がはっきりと観察でき、丸い粒子と角張った粒子や細長い粒子を視覚的に区別できます。定量的な測定では、画像解析ソフトウェアが、等価円(測定対象の粒子投影と同じ面積)の面積と粒子の実際の投影面積の比として球形度を計算します。完全な球体の場合は1.0になります。粉体塗装用途では、一般的に0.80以上の球形度があれば、良好な流動化と静電噴霧挙動が得られます。3Dプリンティングの粉末床プロセスでは、均一な粉末散布のために通常0.85以上の球形度が必要です。SEMを使用せずに生産バッチの球形度を確認する必要がある場合は、カー指数(安息角)が実用的な間接的指標となります。より球形の粉末は、より低い安息角で流動します。.
空気分級機はなぜターボミルの生産物の球形度を向上させるのでしょうか?
分類器は主に粒子をサイズに基づいて分離しますが、粒子の形状によって二次的な空力効果が生じ、分離の度合いが左右されます。粒子にかかる空気抵抗は、投影断面積を質量で割った値に比例します。体積が同じ粒子の場合、平らな粒子や細長い粒子は球状の粒子よりも投影面積対質量比が高くなるため、分類器の遠心力による分離力に対してより大きな抵抗を受けます。.
これは、平らで細長い粒子が、同じ体積の球体よりも大きな幾何学的直径で微細製品ストリームに流入する傾向があることを意味します。実際には、分級機は本来粗粒排出ストリームに流入するはずの細長い粒子の一部を通過し、それらの粒子はさらなる丸み付けのためにターボミルに再循環されます。そのため、製品ストリームは、ターボミルの原料出力に比べて球状粒子が多くなります。これは分級機の主要な機能ではありませんが、実際に測定可能な効果であり、特に分級機を目標D50付近の鋭角なカットに設定した場合に顕著になります。.
エピックパウダー
で エピックパウダー, 幅広い機器モデルを取り揃え、お客様のニーズに合わせたソリューションをご提案いたします。当社のチームは、様々な粉体処理において20年以上の経験を有しています。Epic Powderは、鉱業、化学産業、製薬業界向けの微粉体処理技術に特化しています。, 食べ物 業界、製薬業界など。.
無料のコンサルティングとカスタマイズされたソリューションについては、今すぐお問い合わせください。

読んでいただきありがとうございます。この記事が少しでもお役に立てれば幸いです。ぜひ下のコメント欄にご記入ください。また、EPIC Powderのオンラインカスタマーサポートまでご連絡ください。 ゼルダ ご質問等ございましたら、お気軽にお問い合わせください。」
— ジェイソン・ワン, エンジニア