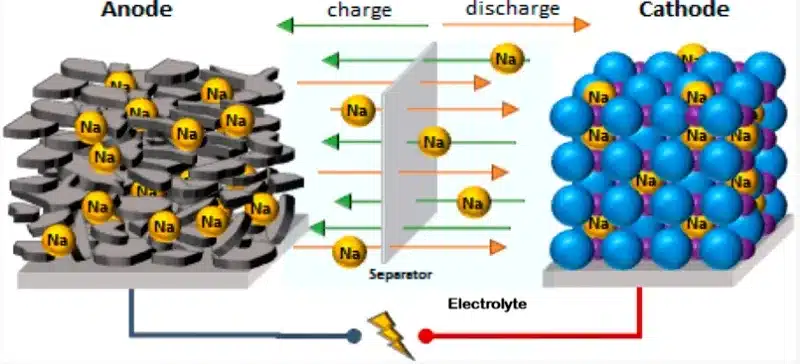
粉体塗料の光沢ムラ、予期せぬ脆さ、あるいはバッチ間で粒子径のばらつきが見られる場合、最も注意すべき箇所は粉砕工程です。粉砕中の過熱は、粉体塗料製造において最も一般的でありながら、最も診断が遅れている品質問題の一つです。.
ほとんどの粉体塗料配合の中核となる樹脂(ポリエステル、エポキシ、ポリエステルエポキシハイブリッド)は熱に弱いです。粉砕温度が軟化開始温度を超えると、ミル内での部分的な硬化、熱可塑性の喪失、早期架橋、そして下流工程での調整をどれだけ行っても改善できない粒度分布など、急速に問題が発生します。.
EPIC Powder Machineryでは、粉体塗料メーカーと協業し、品質問題の原因がミルの温度に直接起因していることを確認しました。この記事では、過熱が発生する理由、樹脂への影響、そしてその仕組みについて説明します。 空気分級機 工場は問題を解決します – 実際の生産例で、前後の結果を示します。.
従来の粉体塗装機で過熱が発生する理由
ハンマーミルとピンミルは、粉体塗料の粉砕において伝統的な主力機械です。チップを粉末に粉砕するのには効果的ですが、動作原理上、副産物として熱が発生します。そして、その熱管理は容易ではありません。.
従来の工場では、次の 3 つの要因によって温度が上昇します。
- 機械的衝撃と摩擦: ハンマーミルとピンミルは、粒子を高速で繰り返し衝突させることで粉砕します。衝突のたびに熱が発生します。処理能力が高い場合、熱は放散よりも蓄積される速度が速くなります。.
- 粗粒子の長い滞留時間: スクリーンを通過できない大きすぎる粒子は再粉砕する必要があります。粒子が粉砕ゾーンに長く留まるほど、吸収する熱量が増加します。再粉砕サイクルは問題をさらに悪化させます。.
- 空気の流れと冷却が制限される: 従来の粉砕機の多くは、粉砕ゾーンへの空気の流れが不十分です。熱は逃がされずに蓄積され、長時間運転時や高温環境下では粉砕ゾーンの温度が60~80℃に達することがあります。.
ほとんどの鉱物や化学粉末であれば、これは管理可能です。しかし、熱に弱い粉体塗料樹脂の場合はそうではありません。.
過熱が樹脂に与える影響
ポリエステル、エポキシ、ハイブリッド樹脂系はすべて、特有の軟化開始温度を有しており、配合に応じて通常50~70℃の範囲にあります。粉砕温度がこの範囲に近づいたり、超えたりすると、いくつかの問題が同時に発生する可能性があります。
- 工場内での部分硬化: 樹脂はオーブンに到達する前に架橋を開始します。その結果、塗布時に粉末が適切に溶融・流動できず、膜形成が不良となり、接着力が低下します。.
- 熱可塑性の喪失: 過熱された樹脂は、通常の塗布温度で軟化して流動する能力を失い、滑らかで光沢のある仕上がりが期待される箇所に、ざらざらした、オレンジピールのような、またはマットな仕上がりが生じます。.
- 一貫性のない粒子サイズ分布: 軟化した樹脂粒子は凝集したり、ミル表面に付着したりすることで、PSD(粒度分布)が広くなり、制御が困難になります。静電塗装では粒度分布が狭いことが求められます。粒度分布が広いと、膜厚の不均一や帯電の不均一が生じます。.
- 硬化剤の早期架橋: 配合物中の硬化剤と架橋剤は高温で樹脂と反応し、オーブン内での有効な硬化時間を減らし、粉末の保存期間を短くする可能性があります。.
熱による損傷の厄介な点は、すぐには明らかにならない場合があることです。部分的な硬化や熱可塑性の低下は、しばしば微妙な光沢の変化や接着の不均一性として現れますが、これはミリング工程ではなく、塗布条件に起因するものです。.
空気分級ミルが過熱問題を解決する方法

アン 空気分級ミル (ACM)は衝撃研削と連続ダイナミックエアーを組み合わせ 分類 単一ユニットで実現。この設計は、熱が蓄積された後に制御するのではなく、熱の発生源で熱の発生に対処するものです。.
連続大容量冷却風
ACMは、粉砕ゾーンに大量の空気を連続的に送り込みます。この空気流は、発生した熱を粉砕ゾーンから速やかに排出し、目標粒径に達した微粒子を分級機へと輸送するという2つの役割を果たします。適切に構成されたACMの粉砕ゾーン温度は、通常、同等の処理能力を持つハンマーミルと比較して15~30℃低くなります。.
短い滞在時間
微粒子は、規定のサイズに達するとすぐに粉砕ゾーンから除去されます。粉砕機内で蓄積したり、余分な熱を吸収したり、他の軟化粒子と凝集したりするリスクはありません。この短い滞留時間は、ACM設計における最も重要な熱制御メカニズムの一つです。.
精密な粒子サイズ制御
内蔵のダイナミック分級機は、ミルから排出される粒子の粒度上限を設定します。粗い粒子は粉砕ゾーンに戻され、さらに細かく粉砕されますが、分級機は調整可能なため、カットポイントを正確に調整できます。D50、D97、スパンはすべて制御可能なパラメータです。これにより、ハンマーミルの固定スクリーン方式を、連続的に調整可能なリアルタイム分級システムに置き換えることができます。.
| 特徴 | ハンマー / ピンミル | 空気分級ミル(ACM) |
| 粉砕ゾーン温度 | 60~80℃(通常) | 通常35~45℃ |
| 樹脂劣化リスク | 生産温度が高い | 低 – 制御された空気の流れが蓄積を防ぎます |
| 粒子サイズの制御 | 固定スクリーン - 調整範囲が限られている | 調整可能な分類ホイール – 精密D50/D97 |
| 罰金滞留時間 | 蓄積して過熱する可能性がある | 分類後すぐに削除 |
| バッチ間の一貫性 | 周囲温度によって変化 | 季節やシフトを問わず安定 |
| 不良率(熱関連) | 夏は通常5-15% | 通常2%以下 |
| エネルギー効率 | より高い – 再研磨サイクルは負荷を増加させる | 低い – ワンパス分類により再処理が削減される |
実例: 12% の不合格から 2% 未満まで
| ケーススタディ ハンマーミルからACMへの切り替え: ポリエステル樹脂粉体塗料メーカー問題 ヨーロッパのある粉体塗料メーカーは、ハンマーミルでポリエステル・エポキシハイブリッド樹脂システムを製造していました。夏季の気温上昇に伴い、完成パネルの光沢低下、通常よりも高い不良率、そしてミル排出時の粉体の固結が頻繁に発生していました。社内試験の結果、粉砕ゾーンの粉砕温度が65~70℃に達し、樹脂ブレンドの軟化開始温度を上回っていたことが根本原因であることが判明しました。. 解決策 EPIC Powder Machineryは、生産量に合わせてサイズを調整したエアクラシファイアミルを納入しました。このミルは、最適化された大容量冷却風量構成と調整可能な分級ホイールを備えています。粉砕ゾーンの温度は、フル稼働時でも40℃以下に低下しました。分級ホイールは、D50 35ミクロン、D97 90ミクロン以下となるように設定されており、これは静電噴霧アプリケーションに必要な仕様です。. 結果 光沢値(60度ジオメトリ)は、テストされたすべての配合で仕様範囲内に回復しました。不良率は、運用開始後1か月以内に8~12%から2%以下に低下しました。季節的な温度変動は製品の品質に影響を与えなくなりました。仕様外バッチの再研磨が減少するため、スループットが約20%増加しました。 |
空気分級ミルへの切り替え:確認すべき点
粉体塗料製造用にハンマーミルまたはピンミルから ACM へのアップグレードを検討している場合は、切り替えによるメリットを最大限に活用するために、次の実用的なポイントが役立ちます。
- 樹脂の軟化開始温度を知る: 樹脂サプライヤーにDSC軟化開始データについてお問い合わせください。これにより目標値が示されます。フル生産負荷時において、粉砕ゾーンの温度はこの値より少なくとも10~15℃低く維持する必要があります。.
- ミルを指定する前に、ターゲット PSD を定義します。 一般的な粉体塗装の静電塗装におけるD50は30~50ミクロン、D97は通常90~100ミクロン未満です。分級ホイールの選択はこれらの目標値に依存するため、装置を構成する前に仕様をご確認ください。.
- 配合に応じて試しに粉砕を実行します。 樹脂ブレンド、流動化剤、顔料の組み合わせはすべて、粉砕挙動と発熱に影響を与えます。汎用試験材料ではなく、実際の配合で試し粉砕を行うことで、最終決定前に温度、PSD、スループットに関する信頼性の高いデータが得られます。.
- 試運転中の温度の監視: 試運転時にミル排出口に熱電対を取り付け、最初の生産運転時の温度と処理能力の関係を記録します。この基準値により、その後の運転におけるドリフトを容易に検出できます。.
- エアフィルターと分級機を清潔に保ちます。 空気の流れが制限されると、過熱の問題に再び陥る最速のルートとなります。エアフィルターとクラッシャーホイールを毎週のメンテナンスに含めてください。 メンテナンス チェックリスト。.
過熱は粉体塗装の品質に影響しますか?
| 光沢ムラ、不良率の上昇、あるいは周囲温度による樹脂挙動の変化が見られる場合は、まず粉砕工程を調査する価値があります。EPIC Powder Machineryの空気分級ミルは、熱に弱い材料向けに特別に設計されており、冷却気流システムと精密な分級制御により、粉砕温度を低く抑え、粒度分布を精密に保ちます。無料のプロセスコンサルティングを提供しており、装置導入前にお客様の樹脂配合でテスト粉砕を実施することも可能です。材料データシートと目標PSDをお送りいただければ、最適な粉砕方法をご提案いたします。. 無料相談をリクエスト: www.epic-powder.com/contact 当社の空気分級ミル製品ラインナップをご覧ください: https://www.epic-powder.com/machines/ |
よくある質問
樹脂の損傷を防ぐために、粉体コーティングミリングを何度以下の温度に保つ必要がありますか?
樹脂システムによって異なります。ただし、一般的なガイドラインとして、ほとんどのポリエステルおよびエポキシ系粉体塗料では、粉砕ゾーンの温度は50~55℃未満に維持する必要があります。一部の熱可塑性樹脂は、さらに低い温度でも反応します。最も安全な方法は、樹脂サプライヤーからDSC軟化開始データを入手することです。粉砕温度は、その値より少なくとも10~15℃低く保ちます。最適化された冷却気流を備えた空気分級ミルは、生産スループットにおいて常に35~45℃の範囲で温度を維持できます。.
空気分級ミルはハンマーミルよりも粒子サイズをうまく制御できるのはなぜですか?
ハンマーミルは、固定排出スクリーンを使用して粒子サイズを制限します。スクリーンを一度設定すると、PSDを調整するにはミルを停止し、スクリーンを物理的に交換する必要があります。一方、空気分級ミルは、代わりに動的回転分級ホイールを使用します。ホイール速度によって分級点が決定されます。ホイール速度が速いほど細かい粒子が、遅いほど粗い粒子が製造されます。D50とD97は生産を停止することなく調整できます。これにより、バッチ間のPSDの一貫性が大幅に向上し、速度設定を調整することで、同じマシンで異なる仕様の粒子を処理できるようになります。.
空気分級ミルはあらゆる種類の粉体塗装樹脂を処理できますか?
はい。エアクラシファイアミルは、粉体塗料に使用されるポリエステル、エポキシ、ポリエステルエポキシハイブリッド、ポリウレタン、アクリル樹脂システムに適しています。主な利点は、冷却風量設計をカスタマイズできることです。樹脂の軟化点に合わせて風量と温度を調整できます。硬くて軟化点の高い樹脂は、柔らかく温度に敏感なシステムよりも冷却介入が少なくて済みます。. EPIC粉体機械 システムを指定するときに、樹脂の種類と生産量に合わせて ACM エアフロー パラメータを設定します。.
エピックパウダー
エピックパウダー, 超微粉業界で20年以上の実績を持つ当社は、超微粉の粉砕、研磨、分級、改質プロセスに重点を置き、超微粉の将来的な発展を積極的に推進しています。無料相談やカスタマイズされたソリューションについては、お気軽にお問い合わせください。 専門家チーム Epic Powderは、お客様の粉体処理の価値を最大限に高める高品質な製品とサービスの提供に尽力しています。信頼できる粉体処理のエキスパート、Epic Powderへ!

読んでいただきありがとうございます。この記事が少しでもお役に立てれば幸いです。ぜひ下のコメント欄にご記入ください。また、EPIC Powderのオンラインカスタマーサポートまでご連絡ください。 ゼルダ ご質問等ございましたら、お気軽にお問い合わせください。」
— 投稿者 ジェイソン・ワン, 、 エンジニア