Produire de la poudre de résine à une granulométrie D50 de 5 microns est plus complexe que ne le suggère la simple cible granulométrique. Contrairement aux minéraux, les résines ne sont pas cassantes : elles présentent une certaine ténacité et élasticité, se ramollissent sous l’effet de la chaleur de friction et ont tendance à se fragmenter en particules anguleuses irrégulières plutôt qu’en particules arrondies lorsqu’elles sont broyées avec des broyeurs à percussion ou à marteaux classiques. À 5 microns, ces problèmes s’aggravent : la surface spécifique est suffisamment élevée pour que l’agglomération électrostatique devienne significative, et la chaleur générée lors du broyage fin peut ramollir les particules mêmes que l’on cherche à obtenir.
La combinaison d'un Broyeur à turbo et une dynamique classificateur d'air Ce broyeur résout les trois problèmes. Son action de broyage par vortex arrondit les arêtes des particules au lieu de les réduire en aciculaires. La vitesse de rotation contrôlée du rotor limite la chaleur de friction à un niveau acceptable, avec un refroidissement par air si nécessaire. Le classificateur pneumatique en aval assure la précision des granulométries D50 et D90, et sa séparation aérodynamique sélectionne préférentiellement les particules sphériques. On obtient ainsi une poudre sphérique à granulométrie étroite d'environ 5 microns, répondant aux exigences de fluidité, de densité de tassement et de rugosité de surface des applications telles que le revêtement en poudre, l'impression 3D, etc. encapsulation électronique applications.
Cet article explique le broyage et classification mécanismes, paramètres spécifiques de la résine à D50 5 microns et comment diagnostiquer les problèmes de production les plus courants.

Pourquoi les broyeurs conventionnels échouent pour la résine sphérique fine
Comprendre les dysfonctionnements des autres technologies permet de mieux cerner le problème que résout le Turbo Mill.
- Broyeurs à marteaux et broyeurs à broches : La poudre de résine est produite par impact à haute vitesse entre des broches ou des marteaux rotatifs et des enclumes fixes. Le mécanisme de fracture est principalement par traction : la particule se brise selon sa plus grande dimension, produisant des fragments allongés et anguleux. La sphéricité est faible. Pour les particules fines, la chaleur générée par l’impact continu à haute énergie provoque un ramollissement de la surface, ce qui entraîne une agglomération des particules et un encrassement du broyeur.
- Moulins à réaction : Ce procédé permet d'obtenir des particules fines sans chauffage, mais le broyage par gaz comprimé est non sélectif : il fragmente les particules quelle que soit leur forme, et la forte densité énergétique produit une large distribution granulométrique, incluant une fraction importante de particules submicroniques trop fines pour la plupart des applications de résine. La consommation énergétique spécifique est également élevée, généralement de 80 à 150 kWh par tonne.
- Broyeurs à boulets : Produit une distribution granulométrique large, une sphéricité insuffisante et une contamination par les abrasifs lors des applications de résine. Ne convient pas aux applications D50 de 5 microns.
La caractéristique distinctive du broyeur Turbo Mill réside dans son action de broyage à quatre mécanismes : coupe, impact, flux vortex à grande vitesse et vibration à haute fréquence, fonctionnant simultanément. C'est le flux vortex qui produit l'effet d'arrondi : les particules tourbillonnent et s'abrasent les unes contre les autres de manière répétée dans le champ vortex, ce qui use les arêtes vives et les angles plutôt que de les briser. Ce phénomène est mécaniquement similaire à l'action d'un tambour rotatif sur des galets au cours de temps géologiques, mais réalisé en quelques secondes à l'échelle industrielle.
Le broyeur turbo : comment il broie la résine à 5 microns
Vitesse du rotor et entrefer : les deux principales variables de contrôle
Le broyeur turbo-métallique est constitué d'un rotor à grande vitesse comportant plusieurs couches d'aubes, logé dans un stator. Le rotor tourne à une vitesse périphérique de 100 à 120 m/s. Le matériau entre par le haut, traverse les couches d'aubes successives et sort par le bas ou sur le côté. Deux variables déterminent la finesse de la granulométrie :
- vitesse linéaire du rotor : Une vitesse plus élevée signifie une énergie d'impact plus importante par collision de particules, ce qui réduit plus rapidement la taille des particules. Pour une granulométrie D50 de 5 microns sur la plupart des résines techniques, une vitesse de rotor élevée (110-120 m/s) est nécessaire.
- entrefer stator-rotor : L'espace entre les extrémités des pales du rotor et la paroi du stator détermine l'intensité du cisaillement. Un espace plus réduit produit des particules plus fines car celles-ci sont soumises à des forces de cisaillement plus importantes lors de leur passage entre le rotor et le stator. Pour un diamètre de granulométrie D50 de 5 microns, un espace de 0,5 à 1,0 mm est typique ; des espaces plus importants produisent des particules plus grossières.
Six couches de lames sont la norme pour une granulométrie D50 de 5 microns ; un plus grand nombre de couches implique davantage d’étapes de broyage par passage de particule, ce qui réduit la taille des particules et accentue l’effet d’arrondi dû aux expositions répétées au vortex. Quatre couches sont plus courantes pour les particules plus grossières (D50 de 20 à 50 microns).
Gestion de la chaleur pour le broyage de la résine
Le ramollissement de la résine est le mode de défaillance le plus fréquent lors du broyage fin des résines. La plupart des résines techniques (époxy, polyester, résines acryliques pour revêtement en poudre) ont une température de transition vitreuse comprise entre 50 et 80 °C. À des températures de la zone de broyage supérieures à 60-70 °C, la surface des particules se ramollit suffisamment pour se déformer plutôt que de se fracturer, et les particules partiellement fondues adhèrent entre elles, aux lames et à la paroi du stator.
Trois contre-mesures sont disponibles et peuvent être combinées :
- Injection d'air de refroidissement : L'introduction d'air froid dans le flux d'alimentation ou la chambre de broyage permet de réduire la température de la zone de broyage de 15 à 25 °C. Ce procédé est suffisant pour la plupart des résines polyester et acryliques.
- Débit d'alimentation réduit : Un débit d'alimentation plus faible signifie moins de matière dans la zone de broyage à tout instant, ce qui réduit la génération de chaleur par frottement. Le débit est sacrifié au profit du contrôle de la température.
- Injection d'azote liquide : Pour les thermoplastiques et les résines souples (température de transition vitreuse inférieure à 40 °C), l'azote liquide est introduit dans le flux d'alimentation, ce qui fragilise les particules de résine avant leur entrée dans la zone de broyage. Plus efficace que le refroidissement par air, cette méthode engendre cependant un surcoût d'exploitation.
| Modèle | Puissance du moteur (kW) | Couches de lames | Capacité typique pour D50 5 µm (kg/h) |
| Turbo-300 | 22 | 4 | 10-30 |
| Turbo-500 | 45 | 4-6 | 30-80 |
| Turbo-750 | 75 | 6 | 60-150 |
| Turbo-1000 | 110 | 6 | 120-280 |
| Turbo-1250 | 132 | 6 | 200-400 |
Les capacités indiquées concernent les résines de revêtement en poudre époxy et polyester à une granulométrie D50 de 5 microns avec refroidissement par air. Le débit peut varier pour les résines plus tendres ou plus dures. Il est recommandé de réaliser un essai de ponçage sur votre matériau.
Le classificateur d'air : réglage du D50 et sélection de la sphéricité
Comment le classificateur contrôle le D50
Le classificateur pneumatique sépare les particules issues du broyeur turbo en optimisant l'équilibre entre la force centrifuge et la résistance aérodynamique. La vitesse de la roue du classificateur est le principal facteur influençant le D50 : une vitesse plus élevée accroît la force de rejet centrifuge, renvoyant les particules les plus grosses vers le broyeur turbo et affinant ainsi la finesse de coupe. Le débit d'air est la variable secondaire : un débit plus important augmente la résistance, ce qui, pour une vitesse de roue donnée, aggrave la finesse de coupe.
Pour une granulométrie D50 de 5 microns sur poudre de résine, la roue du classificateur fonctionne entre 4 000 et 6 000 tr/min. Le réglage précis dépend de la densité de la résine (les résines plus denses nécessitent une vitesse plus élevée pour une même valeur cible de D50) et de la taille du classificateur (les classificateurs plus grands fonctionnent à une vitesse de rotation absolue plus faible pour une même vitesse périphérique à la surface de la roue). Le seuil de coupure cible est fixé à 5,5-6,0 microns – légèrement inférieur à la valeur cible de D50 – car le classificateur effectue la séparation à D97, et la granulométrie D50 de la fraction retenue est donc plus fine.
Sélection de la forme : le second rôle du classificateur
Il s'agit du mécanisme que l'article original a correctement identifié, mais insuffisamment expliqué. La traînée aérodynamique d'une particule dépend de sa surface projetée et de son coefficient de traînée, deux paramètres dépendant de sa forme. Une particule plate et allongée présente une surface projetée par unité de masse plus importante qu'une particule sphérique de volume équivalent. Elle subit donc une traînée plus élevée par rapport à sa force centrifuge, ce qui signifie qu'elle se retrouve dans le flux de produits fins avec une taille géométrique qui, autrement, la classerait dans le flux de rejets grossiers.
En pratique, cela signifie que le classificateur renvoie systématiquement les particules les plus allongées et irrégulières vers la zone de broyage pour un arrondi supplémentaire, tout en laissant passer les particules plus sphériques vers le flux de produit. Il ne s'agit pas d'un mécanisme de classification principal — le contrôle du D50 étant la fonction principale — mais d'un véritable effet secondaire qui améliore la sphéricité du produit par rapport à la matière première issue du broyeur Turbo Mill.
| Paramètre | Réglage typique pour la résine D50 5 µm | Effet de l'augmentation |
| vitesse de la roue du classificateur | 4 000 à 6 000 tr/min | Vitesse plus élevée = D50 plus fin ; réduit le débit |
| volume de débit d'air | 200-400 m3/h (selon la taille du classificateur) | Débit d'air plus élevé = D50 plus grossier ; augmente le débit |
| Air secondaire (si disponible) | 10-20% du flux d'air primaire | Affûte la coupe — réduit le rapport D90/D10 |
| Débit d'alimentation du classificateur | Correspondance avec la sortie du Turbo Mill | Une surcharge trop importante du classificateur ; élargit la densité de probabilité |
Guide de production et de dépannage
GUIDE DES PROCESSUS
Procédure d'installation étape par étape pour la résine époxy sphérique D50 de 5 μm
1. Prébroyer et sécher l'aliment.
Les granulés de résine ou les copeaux grossiers doivent être pré-broyés à une granulométrie inférieure à 500 microns avant le broyage dans le broyeur turbo. Ceci évite un chargement irrégulier et protège les lames des chocs importants causés par les gros morceaux. L'humidité de l'alimentation doit être inférieure à 0,31 TP3T ; si votre résine a été stockée dans un environnement humide, séchez-la à ce niveau dans un four à plateaux à 50-60 °C pendant 2 à 4 heures.
2. Commencez par des réglages conservateurs
Commencez avec une vitesse de rotor de 100 m/s, 6 couches de pales, un entrefer de stator de 1,0 à 1,5 mm et une vitesse d'avance cible de 50%. Laissez tourner pendant 10 minutes et mesurez la densité spectrale de puissance (DSP) de sortie par diffraction laser. Ajustez la vitesse de rotor ou l'entrefer de stator pour atteindre une valeur de D50 proche de 5 µm.
3. Définir le seuil de classification
Démarrer le classificateur à 4 000 tr/min. Mesurer le D50 du produit à la sortie du classificateur (et non à la sortie du broyeur turbo). Augmenter la vitesse de la roue du classificateur par paliers de 200 tr/min jusqu'à ce que le D50 atteigne 5,0 microns. Chaque palier doit être suivi d'une période de stabilisation de 5 minutes avant l'échantillonnage.
4. Valider la sphéricité
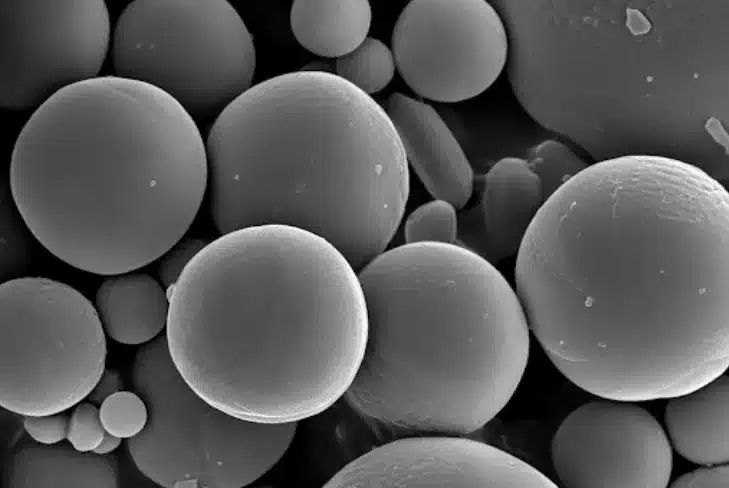
Prélevez un échantillon de produit et examinez-le au microscope électronique à balayage (MEB) ou au microscope optique à un grossissement de 1 000 à 2 000x. Une sphéricité supérieure à 0,75 est typique pour la production du broyeur turbo ; une sphéricité supérieure à 0,85 après classification pneumatique est atteignable pour la plupart des résines techniques. Si la sphéricité est inférieure à la valeur cible, augmentez la vitesse du rotor de 5 à 10% et effectuez une nouvelle mesure.
5. Optimiser le rendement de production
Le circuit fermé (le classificateur rejette le retour vers le broyeur turbo) permet d'atteindre un rendement global proche de 100% : les particules trop grossières sont broyées une seconde fois au lieu d'être jetées. Le débit de production est limité par la capacité de broyage du broyeur turbo à D50 5 microns, et non par le classificateur. Si le débit de production est inférieur à l'objectif, augmentez la vitesse du rotor (dans les limites thermiques) avant d'augmenter le débit d'alimentation.
Problèmes courants et solutions
| Problème | Cause probable | Solution |
| Encrassement ou colmatage du broyeur par la résine | Surchauffe de la zone de broyage | Réduire la vitesse d'avance de 30% ; ajouter de l'air de refroidissement ; vérifier l'entrefer du stator — s'il est trop faible, l'augmenter à 1,0 mm |
| D50 supérieur à 5 microns | Point de coupe trop grossier ; ou vitesse du rotor trop faible | Augmentez la vitesse de la roue classificatrice par paliers de 200 tr/min ; ou réduisez l’entrefer du stator de 0,2 mm. |
| D50 inférieur à 4 microns | Point de coupure trop fin ; excès de particules ultrafines dans le produit | Réduisez la vitesse de la roue du classificateur ; vérifiez l’excès d’air secondaire. |
| PSD large (D90/D10 > 2,5) | Surcharge du classificateur à débit d'alimentation ; ou flux d'air irrégulier | Réduisez la vitesse d'alimentation du classificateur à 70% de la valeur maximale ; vérifiez que les aubes de guidage sont propres et non endommagées. |
| Faible sphéricité (<0,70) | Action tourbillonnaire insuffisante ; nombre insuffisant de couches de pales | Augmenter la vitesse du rotor à 115-120 m/s ; passer à une configuration à 6 couches de pales |
| mauvaise fluidité de la poudre | Agglomération électrostatique de résine fine | Ajouter une doublure de filtre antistatique ; envisager un traitement de surface à sec (nano-silice 0,1-0,3%) |
| Rendement du produit inférieur à 60% | Le seuil de classification est trop restrictif pour l'alimentation PSD | Mesurer à nouveau la granulométrie de sortie du broyeur turbo ; s'assurer que le D90 de la sortie du broyeur est inférieur à 12 microns avant la classification. |
Pourquoi le broyeur turbo + classificateur est supérieur au broyeur à jet pour cette application
Le broyeur à jet Il convient d'aborder directement cette comparaison car le fraisage par jet d'air est l'alternative courante pour les D50 inférieurs à 10 microns.
- Coût énergétique : Le broyeur Turbo Mill utilise l'impact mécanique (énergie d'un moteur électrique) plutôt que du gaz comprimé comme milieu de broyage. À une granulométrie D50 de 5 microns, un broyeur Turbo Mill associé à un système de classification consomme généralement entre 30 et 50% d'énergie en moins par tonne qu'un broyeur à jet produisant un produit aux spécifications identiques.
- Contrôle des amendes : Les broyeurs à jet produisent une plus grande proportion de particules inférieures à 2 microns, car l'énergie de broyage est appliquée par brèves collisions à haute vitesse, susceptibles de fracturer des particules bien en dessous de la taille cible. Le broyage progressif par couches de lames du Turbo Mill est plus doux, produisant moins de particules ultrafines et une distribution granulométrique plus étroite, facilitant ainsi le travail du classificateur.
- Sphéricité: Le fraisage par jet d'air produit des surfaces de fracture angulaires car les particules entrent en collision à grande vitesse le long de plans de fracture cristallins ou amorphes. Le composant à vortex du Turbo Mill arrondit progressivement ces surfaces. Pour les applications exigeant une sphéricité (revêtement en poudre, impression 3D), le Turbo Mill avec classificateur offre des performances systématiquement supérieures au fraisage par jet d'air.
- Sensibilité à la chaleur : Le broyage par jet d'air et le Turbo Mill peuvent tous deux traiter des résines thermosensibles, mais l'option de refroidissement par air du Turbo Mill est plus contrôlable et moins coûteuse à exploiter qu'un système de broyage par jet d'air cryogénique.
| Vous souhaitez transformer de la poudre de résine jusqu'à une granulométrie D50 de 5 μm ? Contactez EPIC Powder Machinery. Les ingénieurs d'application d'EPIC Powder Machinery ont configuré des broyeurs turbo et des systèmes de classification pneumatique pour les poudres de résine époxy, polyester, acrylique et thermoplastique, avec des cibles D50 allant de 3 à 20 microns. Nous proposons des essais de matériaux gratuits : il vous suffit de nous fournir un échantillon de résine avec vos exigences de D50 et de sphéricité, et nous vous fournissons les données PSD, les images MEB et une configuration de procédé recommandée. Indiquez-nous le type de résine, la cible D50 et le volume de production souhaités, et nous définirons les paramètres de l'essai. Demandez un échantillon gratuit : www.epic-powder.com/contact Découvrez notre gamme de broyeurs turbo : www.epic-powder.com |
Foire aux questions
Quelles résines le Turbo Mill peut-il traiter jusqu'à un D50 de 5 microns ?
Le broyeur Turbo Mill traite la plupart des résines thermodurcissables (époxy, polyester, acrylique et polyuréthane pour revêtement en poudre) à une granulométrie D50 de 5 microns sans refroidissement cryogénique, grâce à un système de refroidissement à air standard. Ces matériaux ont des températures de transition vitreuse généralement supérieures à 50 °C, ce qui signifie que l'air de refroidissement standard maintient la zone de broyage bien en dessous du seuil de ramollissement.
Les résines thermoplastiques (nylon, polyéthylène, polypropylène) sont plus difficiles à traiter en raison de leur point de ramollissement plus bas et de leur ténacité plus élevée. Elles peuvent être transformées à une granulométrie D50 de 5 microns, mais nécessitent généralement une injection d'azote liquide pour fragiliser les particules avant broyage. Pour les thermoplastiques, un essai de broyage sur la nuance spécifique est recommandé avant de choisir l'équipement de production, car le point de ramollissement et la ténacité varient considérablement d'une nuance à l'autre et peuvent avoir un impact important sur le débit à la granulométrie cible.
Comment savoir si ma poudre de résine a atteint une sphéricité suffisante ?
Les méthodes de mesure standard sont la microscopie électronique à balayage (MEB) pour la confirmation visuelle et un logiciel d'analyse d'images pour la mesure quantitative de la sphéricité. La MEB, à un grossissement de 1 000 à 2 000x, révèle clairement la morphologie des particules : on peut distinguer visuellement les particules arrondies des particules anguleuses ou allongées. Pour la mesure quantitative, le logiciel d'analyse d'images calcule la sphéricité comme le rapport entre l'aire du cercle équivalent (même aire que la projection de la particule mesurée) et l'aire projetée réelle de la particule ; une sphère parfaite donne une sphéricité de 1,0. Pour les applications de revêtement en poudre, une sphéricité supérieure à 0,80 est généralement suffisante pour une bonne fluidisation et un bon comportement lors de la pulvérisation électrostatique. Pour les procédés de dépôt sur lit de poudre en impression 3D, une sphéricité supérieure à 0,85 est généralement requise pour une répartition uniforme de la poudre. Si vous devez vérifier la sphéricité sur des lots de production sans utiliser la MEB, l'indice de Carr (angle de talus naturel) est un indicateur indirect pratique : une poudre plus sphérique s'écoule à un angle de talus naturel plus faible.
Pourquoi le classificateur d'air améliore-t-il la sphéricité de la production du Turbo Mill ?
Le classificateur sépare les particules principalement selon leur taille, mais leur forme induit un effet aérodynamique secondaire qui biaise la séparation. La résistance aérodynamique d'une particule est proportionnelle à sa surface projetée divisée par sa masse. À volume égal, une particule plate ou allongée présente un rapport surface projetée/masse supérieur à celui d'une sphère ; elle subit donc une résistance plus importante face à la force centrifuge d'éjection de la roue du classificateur.
Cela signifie que les particules plates et allongées ont tendance à se retrouver dans le flux de produit fin avec un diamètre géométrique supérieur à celui d'une sphère de même volume. En pratique, le classificateur laisse passer certaines particules allongées qui devraient géométriquement se trouver dans le flux de rejet grossier ; ces particules sont ensuite recirculées vers le broyeur turbo pour un arrondi supplémentaire. Le flux de produit est donc enrichi en particules sphériques par rapport à la sortie brute du broyeur turbo. Ce n'est pas la fonction principale du classificateur, mais c'est un effet réel et mesurable, particulièrement marqué lorsque le classificateur est réglé sur une coupure nette proche de la valeur cible D50.
Poudre épique
À Poudre épique, Nous proposons une vaste gamme d'équipements et des solutions sur mesure pour répondre à vos besoins spécifiques. Notre équipe possède plus de 20 ans d'expérience dans le traitement de diverses poudres. Epic Powder est spécialisée dans les technologies de traitement des poudres fines pour les industries minière et chimique., nourriture industrie, industrie pharmaceutique, etc.
Contactez-nous dès aujourd'hui pour une consultation gratuite et des solutions personnalisées !

Merci de votre lecture. J'espère que cet article vous sera utile. N'hésitez pas à laisser un commentaire ci-dessous. Vous pouvez également contacter le service client en ligne d'EPIC Powder. Zelda pour toute autre question.
— Jason Wang, Ingénieur