Литий является ключевым сырьем для новой энергетической отрасли, и одним из важнейших продуктов его переработки является карбонат лития. Производство карбоната лития в основном основано на использовании литиевой слюды, сподумена и других руд. Среди них литиевая слюда, благодаря своим обильным запасам и относительно низкой стоимости добычи, играет важную роль в производстве высокочистого карбоната лития. Однако сама литиевая слюда имеет твердую структуру и выраженную слоистую кристаллическую структуру, что напрямую влияет на скорость реакции и эффективность превращения в процессе химического выщелачивания. Поэтому в процессе производства карбоната лития из литиевой слюды стадия измельчения на начальном этапе становится решающей для повышения эффективности последующих процессов.
В данной статье рассматривается стратегия конфигурации оборудования для предварительной обработки литиевой слюды, включая выбор оборудования, проектирование технологической схемы, контроль размера частиц и оптимизацию комбинации оборудования, с целью предоставления справочной информации для промышленного производства карбоната лития из литиевой слюды.

1. Характеристики дробления и проблемы измельчения литиевой слюды
Литиевая слюда (слюда, в основном K(Li,Al)₃(Si,Al)₄O₁₀(OH)₂) — это слоистый силикатный минерал с пластинчатой кристаллической структурой. Межслоевые связи относительно слабые, но внутренняя силикатная тетраэдрическая сетка прочная. Эти структурные характеристики создают следующие проблемы при измельчении:
- Послойное расщепление, но неравномерное измельчение.
В процессе механического измельчения литиевая слюда имеет тенденцию расщепляться вдоль межслойных трещин, в то время как сами слои остаются прочными. Это приводит к широкому распределению частиц по размерам и низкому выходу ультрадисперсных частиц, что влияет на эффективность последующего выщелачивания. - Умеренная твердость, но высокая прочность.
Литиевая слюда имеет твердость по шкале Мооса 2,5–3. Несмотря на относительно мягкую поверхность, она обладает высокой ударной вязкостью, что приводит к высокому энергопотреблению и сильному износу обычного дробильного оборудования. - Содержание влаги и гигроскопичность оказывают существенное влияние на процесс измельчения.
Литиевая слюда гигроскопична. При высокой влажности порошок склонен к агломерации, что снижает эффективность измельчения. Необходим надлежащий контроль влажности сырья и условий измельчения.
Таким образом, оборудование для измельчения литиевой слюды на начальном этапе должно не только соответствовать требованиям к дробильной способности, но и обеспечивать однородность размера частиц, энергоэффективность и износостойкость.
2. Выбор оборудования для предварительной шлифовки.
Процесс измельчения литиевой слюды обычно включает в себя первичное дробление, вторичное (тонкое) дробление и тонкое или сверхтонкое измельчение.. Для разных этапов требуются разные типы оборудования:
2.1 Первичное дробильное оборудование
Целью первичного дробления является измельчение добытой литий-слюдяной руды (обычно 100–300 мм) до фракции 10–50 мм, что подготавливает ее к тонкому измельчению. Обычно используется следующее оборудование:
- Щековая дробилка
Преимущества: Простая конструкция, большая вместимость, адаптация к широкому диапазону твердости руды.
Диапазон применения: руда >100 мм, степень дробления 3–6. - Ударная дробилка
Преимущества: Единый размер изделия, регулируемые молотковые пластины.
Область применения: Влагочувствительные руды средней и низкой твердости.
Рекомендуемая конфигурацияДля первичного дробления используйте щековые дробилки, а ударные дробилки — в качестве вспомогательного оборудования для повышения однородности размера частиц.
2.2 Оборудование для тонкого дробления
На стадии тонкого дробления частицы размером 10–50 мм измельчаются до 1–5 мм, что соответствует требованиям к подаче материала в измельчающее оборудование. Типичное оборудование включает в себя:
- Конусная дробилка
Преимущества: высокое соотношение измельчения, однородный размер частиц, непрерывная работа.
Область применения: среднетвердая, прочная литиевая слюда. - Вальцовая дробилка
Преимущества: контролируемый размер частиц продукта, снижение перепроизводства мелких фракций.
Область применения: Сценарии со строгими требованиями к форме пыли и частиц.
Рекомендуемая конфигурацияИспользуйте конусные дробилки в сочетании с вибрационными грохотами для обеспечения точного размера частиц и повышения эффективности измельчения.
2.3 Оборудование для тонкого/сверхтонкого измельчения

Этап тонкого/сверхтонкого измельчения является ключевым этапом обработки литийсодержащей слюды, направленным на получение частиц размером 50–200 меш (≤75 мкм) для повышения скорости химического выщелачивания. Обычно используется следующее оборудование:
- Рэймонд Милл
Преимущества: отработанная технология, низкое энергопотребление, стабильная производительность.
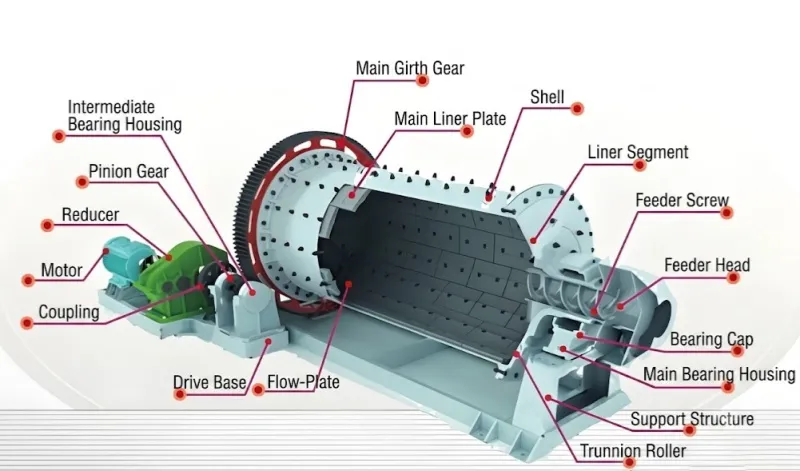
Ограничения: Сложно получить ультратонкий порошок. - Шаровая мельница
Преимущества: Подходит для сверхтонкого измельчения, может использоваться в сочетании с классификаторами для замкнутого цикла работы.
Ограничения: большие габариты оборудования, высокое энергопотребление. - Воздушно-струйная мельница
Преимущества: Позволяет получать нанопорошок с узким распределением частиц по размерам.
Ограничения: Высокие инвестиционные затраты и энергопотребление. - Вибрационная мельница
Преимущества: Высокая эффективность, подходит для твердых минералов.
Ограничения: Сложный обслуживание, Ограниченная вместимость.
Рекомендуемая конфигурация: В промышленном производстве обычно используется шаровая мельница + высокоэффективный классификатор – замкнутая система для баланса между производительностью и контролем размера частиц. Для получения сверхчистого, сверхтонкого порошка требуется струйная мельница Можно добавить для вторичного измельчения.
3. Проектирование технологического процесса шлифования
Исходя из указанного оборудования, процесс шлифовки передней части детали обычно включает следующие этапы:
- Дробление руды → Грубое просеивание
Щековые дробилки измельчают руду до размера частиц ≤50 мм, а вибрационные грохоты отделяют частицы, пригодные для тонкого дробления. - Тонкое измельчение → Регулировка размера частиц
Конусные дробилки измельчают частицы до размера 3–5 мм, а частицы большего размера возвращаются в дробилку по замкнутому циклу. - Промежуточное хранение → Регулирование кормления
Силосы или буферные бункеры обеспечивают стабильную загрузку при измельчении и предотвращают перегрузку. - Тонкое/сверхтонкое измельчение → Классификатор Замкнутый контур
Шаровые или струйные мельницы измельчают материал, который затем классифицируется для достижения целевого размера частиц. Небольшие или слишком большие частицы возвращаются для повторного измельчения в замкнутой системе. - Сбор и транспортировка готовой продукции
Сверхтонкий порошок собирается с помощью циклонных сепараторов или рукавных фильтров, что обеспечивает бесперебойность последующего процесса выщелачивания.
4. Принципы настройки пользовательского интерфейса Шлифовальное оборудование
Для промышленного производства карбоната лития из слюды лития конфигурация оборудования должна соответствовать следующим принципам:
4.1 Приоритет размера частиц
Размер частиц напрямую влияет на эффективность выщелачивания. Крупнозернистая первичная дробленая руда замедляет скорость реакции, а крупнозернистый порошок при тонком измельчении снижает выход карбоната лития. Рекомендуемые целевые размеры частиц:
- Первичное дробление: ≤50 мм
- Мелкий помол: 3–5 мм
- Тонкий/сверхтонкий помол: ≤75 мкм
4.2 Баланс между потреблением и выработкой энергии
Энергоемкое оборудование, такое как шаровые и струйные мельницы, имеет ограниченную производительность. Правильное сочетание позволяет избежать перегрузки и потерь энергии. Измельчение в замкнутом цикле с использованием классификаторов повышает эффективность.
4.3 Износостойкость и срок службы оборудования
Несмотря на умеренную твердость, слюда лития обладает высокой прочностью, что приводит к значительному износу оборудования. Использование износостойких материалов (высокохромистая сталь, керамические футеровки) крайне важно для промышленного применения.
4.4 Контролируемый и стабильный размер частиц
Для получения высокочистого карбоната лития необходим строгий контроль размера частиц. Системы классификации с замкнутым контуром обеспечивают узкое и стабильное распределение частиц по размерам.
4.5 Автоматизация и безопасность
Шлифовальное оборудование должно обеспечивать автоматизированную подачу, контроль загрузки и пылеудаление для снижения трудовых рисков и повышения безопасности производства.
5. Стратегия комбинирования оборудования

С учетом характеристик литий-слюды и промышленных требований, наиболее распространенные конфигурации следующие:
| Этап | Комбинация оборудования | Преимущества |
|---|---|---|
| Первичное дробление | Щековая дробилка + вибрационный грохот | Однородный размер частиц, высокая производительность |
| Тонкое дробление | Конусная дробилка + обратный контур | Точный размер частиц, непрерывная работа |
| Тонкое измельчение | Шаровая мельница + Классификатор замкнутого контура | Стабильная производительность, контролируемый размер частиц. |
| Сверхтонкое измельчение (опционально) | Струйная мельница + высокоэффективный классификатор | Наноразмерный порошок, узкое распределение частиц по размерам. |
Сочетание поэтапного дробления с измельчением в замкнутом цикле позволяет достичь высокой производительности, низкого энергопотребления и стабильного размера частиц, обеспечивая надежное сырье для последующего выщелачивания.
6. Пример из практики
Крупный отечественный производитель карбоната лития сконфигурировал свою установку для измельчения на начальном этапе следующим образом:
- Дробление руды: Щековая дробилка + вибрационный грохот, измельчающие руду до размера частиц ≤50 мм;
- Тонкое дроблениеКонусная дробилка до фракции 3–5 мм;
- Тонкое измельчение: Шаровая мельница + циклонный классификатор с замкнутым контуром для достижения размера частиц ≤75 мкм;
- Сверхтонкое измельчениеДля вторичного измельчения отдельных партий использовалась струйная мельница, в результате чего был получен порошок с размером частиц 40–50 мкм для получения высокочистого карбоната лития.
Результаты:
- Узкое распределение частиц по размерам, средний размер частиц контролируется на уровне 60–70 мкм;
- Степень конверсии при химическом выщелачивании увеличилась на 8–101 ТТ3Т;
- Потребление энергии на тонну снизилось примерно на 121 тонну на 3 тонны, а износ оборудования значительно уменьшился.
Данный случай демонстрирует, что научная конфигурация оборудования для предварительной шлифовки оказывает решающее влияние на процесс превращения слюды лития в карбонат лития.
7. Заключение
Этап измельчения на начальном этапе производства карбоната лития в слюде лития имеет решающее значение для эффективности последующего химического выщелачивания и выхода карбоната лития. Рациональная конфигурация измельчительного оборудования должна учитывать физические характеристики слюды лития и промышленные требования, следуя принципам приоритета размера частиц, умеренного энергопотребления, высокой износостойкости и контролируемого размера частиц.
Рекомендуемая конфигурация: щековая дробилка → конусная дробилка → шаровая мельница + классификатор замкнутого цикла → струйная мельница (опционально для ультратонкого порошка). Благодаря поэтапному дроблению и измельчению в замкнутом цикле обеспечивается не только однородность размера частиц, но и значительно повышаются коэффициенты выщелачивания и эффективность производства.
Для предприятий, производящих карбонат лития из слюды лития, оптимизация оборудования для измельчения на начальном этапе имеет ключевое значение.
Достижение низкой себестоимости, эффективности и экологичности производства является важной гарантией повышения конкурентоспособности.

“Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете связаться со службой поддержки Zelda Online по любым дополнительным вопросам”.”
— Опубликовано Эмили Чен