Producir polvo de resina con un tamaño de partícula D50 de 5 micras es más difícil de lo que sugiere el tamaño de partícula deseado. Las resinas no son quebradizas como los minerales: poseen cierta tenacidad y elasticidad, se ablandan con el calor de fricción y tienden a fragmentarse en trozos angulares irregulares en lugar de partículas redondeadas cuando se muelen con molinos de impacto o de martillos convencionales. A 5 micras, estos problemas se agravan: la superficie por unidad de masa es lo suficientemente alta como para que la aglomeración electrostática sea significativa, y el calor generado durante la molienda fina puede ablandar las partículas que se intentan producir.
La combinación de un Molino turbo y un dinámico clasificador de aire Aborda los tres problemas. La acción de molienda dominada por vórtices del Turbo Mill redondea los bordes de las partículas en lugar de romperlas en agujas. Su velocidad de rotor controlada limita el calor de fricción a un nivel manejable, con asistencia de aire de refrigeración donde sea necesario. El clasificador de aire aguas abajo hace que el D50 y el D90 sean precisos, y su separación aerodinámica también selecciona preferentemente partículas más esféricas sobre las irregulares. El resultado es un polvo estrecho y esférico centrado en 5 micras que cumple con los requisitos de fluidez, densidad de empaquetamiento y suavidad superficial del recubrimiento en polvo, la impresión 3D y encapsulación electrónica aplicaciones.
Este artículo explica el molido y clasificación mecanismos, la configuración específica de parámetros para la resina a D50 de 5 micras y cómo diagnosticar los problemas de producción más comunes.

¿Por qué fallan los molinos convencionales para la resina esférica fina?
Comprender qué falla en otras tecnologías aclara qué problema resuelve la Turbo Mill.
- Molinos de martillos y molinos de pasadores: El polvo de resina se produce mediante el impacto a alta velocidad entre pasadores o martillos giratorios y yunques fijos. El mecanismo de fractura es predominantemente por tracción: la partícula se rompe a lo largo de su dimensión más larga, generando fragmentos alargados y angulares. La esfericidad es baja. En tamaños finos, el calor generado por el impacto continuo de alta energía provoca un ablandamiento de la superficie que produce partículas difusas y incrustaciones en el molino.
- Molinos de chorro: Se consiguen tamaños de partícula finos sin necesidad de calor, pero el mecanismo de molienda por gas comprimido es indiscriminado: fractura las partículas independientemente de su forma, y la alta densidad de energía produce una amplia distribución de tamaños, incluyendo una fracción significativa de partículas submicrométricas que son demasiado finas para la mayoría de las aplicaciones de resina. El consumo específico de energía también es elevado, normalmente entre 80 y 150 kWh por tonelada.
- Molinos de bolas: Produce una distribución granulométrica amplia, una esfericidad inadecuada y contaminación por medios de molienda en aplicaciones de resina. No apto para D50 de 5 micras.
La característica distintiva del Turbo Mill es su sistema de molienda de cuatro mecanismos: corte, impacto, flujo de vórtice de alta velocidad y vibración de alta frecuencia, que operan simultáneamente. El componente de vórtice es el que produce el efecto de redondeo: las partículas giran y se desgastan repetidamente entre sí en el campo de vórtice, lo que reduce los bordes y esquinas afilados en lugar de romperlos. Esto es mecánicamente similar al efecto que un barril giratorio ejerce sobre las piedras a lo largo de un tiempo geológico, pero se logra en segundos a escala de producción.
El molino turbo: cómo muele la resina a 5 micras
Velocidad del rotor y separación: las dos variables de control principales
El molino turbo consta de un rotor de alta velocidad con múltiples capas de álabes dentro de una carcasa de estator. El rotor gira a una velocidad de punta de 100-120 m/s. El material entra por la parte superior, pasa a través de sucesivas capas de álabes y sale por la parte inferior o lateral. Dos variables controlan la finura de salida:
- Velocidad lineal del rotor: Una mayor velocidad implica una mayor energía de impacto por colisión de partículas, lo que reduce el tamaño de las partículas más rápidamente. Para obtener un tamaño de partícula D50 de 5 micras en la mayoría de las resinas de ingeniería, se requiere una velocidad de rotor en el extremo superior del rango (110-120 m/s).
- Espacio entre el estator y el rotor: La distancia entre las puntas de las palas del rotor y la pared del estator determina la intensidad del esfuerzo cortante. Una menor separación produce partículas más finas, ya que estas se ven sometidas a mayores fuerzas de corte al pasar entre el rotor y el estator. Para partículas D50 de 5 micras, una separación típica es de 0,5 a 1,0 mm; separaciones mayores producen partículas más gruesas.
Seis capas de cuchillas son estándar para D50 de 5 micras; cuantas más capas, más eventos de molienda por pasada de partícula, lo que reduce el tamaño de partícula y aumenta el efecto de redondeo debido a la exposición repetida al vórtice. Cuatro capas son más comunes para objetivos más gruesos (D50 de 20 a 50 micras).
Gestión térmica para el rectificado de resina
El ablandamiento de la resina es el modo de fallo más común en el rectificado fino de resinas. La mayoría de las resinas de ingeniería (epoxi, poliéster, resinas acrílicas para recubrimiento en polvo) tienen temperaturas de transición vítrea en el rango de 50 a 80 grados C. A temperaturas en la zona de rectificado superiores a 60-70 grados C, las superficies de las partículas se ablandan lo suficiente como para deformarse en lugar de fracturarse, y las partículas parcialmente fundidas se adhieren entre sí, a las palas y a la pared del estator.
Existen tres contramedidas disponibles que pueden combinarse:
- Inyección de aire de refrigeración: Consiste en introducir aire frío en el flujo de alimentación o en la cámara de molienda. Reduce la temperatura de la zona de molienda entre 15 y 25 grados centígrados. Suficiente para la mayoría de las resinas de poliéster y acrílicas.
- Velocidad de alimentación reducida: Una menor velocidad de alimentación implica menos material en la zona de molienda en cualquier momento, lo que reduce la generación de calor por fricción. El rendimiento se sacrifica en aras del control de la temperatura.
- Inyección de nitrógeno líquido: Para termoplásticos y resinas blandas (temperatura de transición vítrea inferior a 40 °C). Se introduce nitrógeno líquido en la corriente de alimentación, lo que fragiliza las partículas de resina antes de que entren en la zona de molienda. Es más eficaz que la refrigeración por aire, pero aumenta el coste operativo.
| Modelo | Potencia del motor (kW) | Capas de la hoja | Capacidad típica para D50 5 µm (kg/h) |
| Turbo-300 | 22 | 4 | 10-30 |
| Turbo-500 | 45 | 4-6 | 30-80 |
| Turbo-750 | 75 | 6 | 60-150 |
| Turbo-1000 | 110 | 6 | 120-280 |
| Turbo-1250 | 132 | 6 | 200-400 |
Las cifras de capacidad corresponden a resinas de recubrimiento en polvo epoxi y poliéster con un D50 de 5 micras y refrigeración por aire. El rendimiento puede variar para resinas más blandas o más duras. Confirme el rendimiento con una prueba de lijado en su material específico.
El clasificador de aire: Configuración de D50 y selección para esfericidad
Cómo el clasificador controla D50
El clasificador de aire separa la salida del Turbo Mill mediante el equilibrio entre la fuerza centrífuga y la resistencia aerodinámica sobre cada partícula. La velocidad de la rueda clasificadora es el control principal del D50: una mayor velocidad aumenta la fuerza de rechazo centrífuga, devolviendo las partículas más grandes al Turbo Mill y reduciendo el punto de corte del producto. El volumen de flujo de aire es la variable secundaria: un mayor flujo de aire aumenta la resistencia, lo que reduce el tamaño de partícula para una velocidad de rueda determinada.
Para un D50 de 5 micras en polvo de resina, la rueda clasificadora funciona a 4000-6000 rpm. El ajuste exacto depende de la densidad de la resina (las resinas más densas requieren mayor velocidad para el mismo D50 objetivo) y del tamaño físico del clasificador (los clasificadores más grandes funcionan a menores RPM absolutas para la misma velocidad periférica en la cara de la rueda). El punto de corte objetivo se establece en 5,5-6,0 micras —ligeramente más grueso que el D50 objetivo— porque el clasificador separa en D97, y el D50 de la fracción aceptada es correspondientemente más fino.
Selección de formas: El segundo papel del clasificador
Este es el mecanismo que el artículo original identificó correctamente, pero no explicó con suficiente detalle. La resistencia aerodinámica de una partícula depende de su área proyectada y de su coeficiente de resistencia, ambos dependientes de su forma. Una partícula plana y alargada presenta mayor área proyectada por unidad de masa que una partícula esférica de volumen equivalente. Experimenta una mayor resistencia en relación con su fuerza centrífuga, lo que significa que se incorpora al flujo de producto fino con un tamaño geométrico que, de otro modo, la colocaría en el flujo de rechazo grueso.
La implicación práctica es que el clasificador rechaza sistemáticamente las partículas más alargadas e irregulares, devolviéndolas a la zona de molienda para su posterior redondeo, mientras que las partículas más esféricas pasan al flujo de producto. Este no es un mecanismo de clasificación principal —la función principal la cumple el control D50—, pero sí un efecto secundario real que aumenta la esfericidad del producto en relación con la materia prima del Turbo Mill.
| Parámetro | Configuración típica para resina D50 de 5 µm | Efecto del aumento |
| Velocidad de la rueda del clasificador | 4.000-6.000 rpm | Mayor velocidad = D50 más fino; reduce el rendimiento. |
| Volumen de flujo de aire | 200-400 m³/h (depende del tamaño del clasificador) | Mayor flujo de aire = D50 más grueso; aumenta el rendimiento. |
| Aire secundario (si está disponible) | 10-20% de flujo de aire primario | Mejora el corte: reduce la relación D90/D10. |
| Velocidad de alimentación al clasificador | Coincidencia con la salida del Turbo Mill | Un valor demasiado alto sobrecarga el clasificador; amplía la PSD |
Guía de producción y solución de problemas
GUÍA DEL PROCESO
Instrucciones paso a paso para la preparación de resina epoxi esférica D50 de 5 μm.
1. Pre-moler y secar el alimento
Los gránulos o virutas gruesas de resina deben triturarse previamente a menos de 500 micras antes de utilizar el Turbo Mill. Esto evita una carga desigual y protege las cuchillas de impactos fuertes con piezas grandes de alimentación. La humedad de la alimentación debe ser inferior a 0,3%; si la resina se ha almacenado en condiciones de humedad, séquela hasta este nivel en un horno de bandejas a 50-60 °C durante 2-4 horas.
2. Empiece con ajustes conservadores.
Comience con una velocidad de rotor de 100 m/s, 6 capas de álabes, una separación del estator de 1,0-1,5 mm y una velocidad de avance objetivo de 50%. Ejecute durante 10 minutos y mida la densidad espectral de potencia (PSD) de salida mediante difracción láser. Ajuste la velocidad del rotor o la separación del estator para aproximarse a D50 de 5 micras.
3. Establezca el punto de corte del clasificador.
Inicie el clasificador a 4000 rpm. Mida el D50 del producto en la salida del clasificador (no en la salida del Turbo Mill). Aumente la velocidad de la rueda del clasificador en pasos de 200 rpm hasta que el D50 alcance 5,0 micras. Después de cada cambio de paso, espere 5 minutos antes de tomar la muestra para que el clasificador se estabilice.
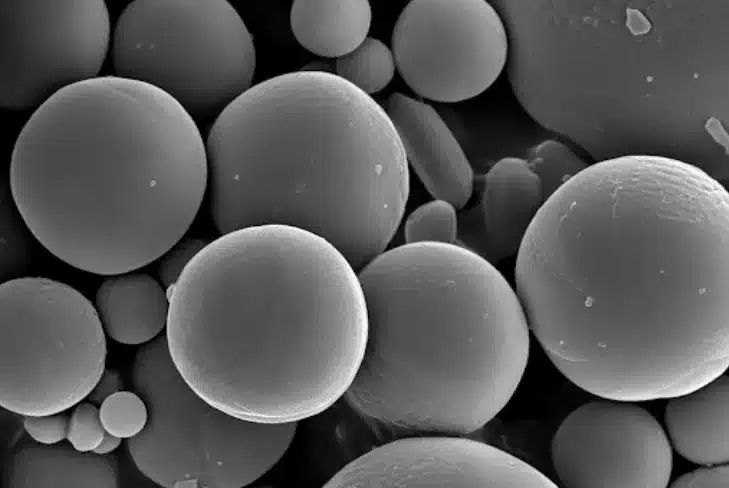
4. Validar la esfericidad
Tome una muestra del producto y examínela con un microscopio electrónico de barrido (SEM) o un microscopio óptico con un aumento de 1000 a 2000x. Una esfericidad superior a 0,75 es típica para la producción del Turbo Mill; para la mayoría de las resinas de ingeniería, se puede alcanzar una esfericidad superior a 0,85 después de la clasificación por aire. Si la esfericidad es inferior a la deseada, aumente la velocidad del rotor entre 5 y 101 TP3T y vuelva a medir.
5. Optimizar para obtener el rendimiento de producción.
El circuito cerrado (el clasificador devuelve el material rechazado al Turbo Mill) permite que el rendimiento general se aproxime a 100%; el material demasiado grueso se vuelve a moler en lugar de desecharse. La tasa de producción está limitada por la capacidad de molienda del Turbo Mill a D50 de 5 micras, no por el clasificador. Si la tasa de producción es inferior a la deseada, aumente la velocidad del rotor (dentro de los límites térmicos) antes de aumentar la velocidad de alimentación.
Problemas y soluciones comunes
| Problema | Causa probable | Solución |
| Acumulación de resina u obstrucción en el molino | sobrecalentamiento de la zona de rectificado | Reduzca la velocidad de alimentación en 30%; agregue aire de refrigeración; verifique la separación del estator; si es demasiado estrecha, auméntela a 1,0 mm. |
| D50 superior a 5 micras | Punto de corte demasiado grueso; o velocidad del rotor demasiado baja | Aumentar la velocidad de la rueda clasificadora en pasos de 200 rpm; o reducir la separación del estator en 0,2 mm. |
| D50 por debajo de 4 micras | Punto de corte demasiado fino; exceso de partículas ultrafinas en el producto. | Reduzca la velocidad de la rueda clasificadora; compruebe si hay exceso de aire secundario. |
| PSD ancho (D90/D10 > 2,5) | Clasificador con sobrecarga de caudal de alimentación o flujo de aire irregular | Reduzca la velocidad de alimentación del clasificador a 70% del máximo; compruebe que las paletas guía estén limpias y sin daños. |
| Baja esfericidad (<0,70) | Acción de vórtice insuficiente; muy pocas capas de aspas | Aumentar la velocidad del rotor a 115-120 m/s; cambiar a la configuración de 6 capas de palas. |
| Mala fluidez del polvo | Aglomeración electrostática de resina fina | Añadir revestimiento antiestático para filtros de bolsa; considerar un tratamiento superficial en seco (nano-sílice 0,1-0,3%). |
| Rendimiento del producto inferior a 60% | El punto de corte del clasificador es demasiado restrictivo para la PSD de la alimentación. | Vuelva a medir la PSD de salida del Turbo Mill; asegúrese de que el D90 de la salida del molino sea inferior a 12 micras antes de la clasificación. |
Por qué Turbo Mill + Clasificador supera a Jet Mill para esta aplicación.
El molino de chorro Vale la pena abordar la comparación directamente porque el fresado por chorro es la alternativa común para D50 por debajo de 10 micras.
- Coste energético: El Turbo Mill utiliza impacto mecánico (energía de motor eléctrico) en lugar de gas comprimido como medio de molienda. Con un tamaño de partícula D50 de 5 micras, un sistema Turbo Mill con clasificador suele consumir entre 30 y 50 TP3T menos energía por tonelada que un molino de chorro que produce el mismo producto.
- Control de multas: Los molinos de chorro producen una mayor proporción de partículas de menos de 2 micras, ya que la energía de molienda se aplica mediante colisiones breves y de alta velocidad que pueden fracturar partículas muy por debajo del tamaño objetivo. La molienda progresiva por capas de cuchillas del Turbo Mill es más suave, lo que produce menos partículas ultrafinas y una distribución más estrecha, más fácil de procesar para el clasificador.
- Esfericidad: El fresado por chorro produce superficies de fractura angulares debido a que las partículas colisionan a alta velocidad a lo largo de planos de fractura cristalinos o amorfos. El componente de vórtice del Turbo Mill redondea progresivamente estas superficies. Para aplicaciones que requieren esfericidad (recubrimiento en polvo, impresión 3D), el Turbo Mill + clasificador ofrece un rendimiento superior al del fresado por chorro.
- Sensibilidad al calor: Tanto el fresado por chorro como el Turbo Mill pueden procesar resinas sensibles al calor, pero la opción de aire de refrigeración del Turbo Mill es más controlable y menos costosa de operar que un sistema de fresado por chorro criogénico.
| ¿Procesar polvo de resina a D50 5 μm? Hable con EPIC Powder Machinery. Los ingenieros de aplicaciones de EPIC Powder Machinery han configurado sistemas Turbo Mill y clasificadores de aire para polvos de resina epoxi, poliéster, acrílica y termoplástica con un D50 objetivo de 3 a 20 micras. Ofrecemos pruebas de materiales gratuitas: usted nos proporciona una muestra de resina con su D50 objetivo y requisitos de esfericidad, y nosotros le devolvemos datos PSD, imágenes SEM y una configuración de proceso recomendada. Indíquenos el tipo de resina, el D50 objetivo y el volumen de producción, y diseñaremos los parámetros de la prueba. Solicita una prueba gratuita del material: www.epic-powder.com/contact Descubre nuestra gama Turbo Mill: www.epic-powder.com |
Preguntas frecuentes
¿Qué resinas puede procesar el Turbo Mill hasta alcanzar un D50 de 5 micras?
La Turbo Mill procesa la mayoría de las resinas termoestables (epoxi, poliéster, acrílico y resinas de recubrimiento en polvo de poliuretano) con un D50 de 5 micras sin refrigeración criogénica, utilizando aire de refrigeración estándar. Estos materiales tienen temperaturas de transición vítrea generalmente superiores a 50 °C, lo que significa que el aire de refrigeración estándar mantiene la zona de molienda muy por debajo del umbral de reblandecimiento.
Las resinas termoplásticas (nylon, polietileno, polipropileno) presentan mayores dificultades debido a sus bajos puntos de reblandecimiento y mayor tenacidad. Si bien pueden procesarse con un D50 de 5 micras, generalmente requieren la inyección de nitrógeno líquido para fragilizar las partículas antes de la molienda. Para los termoplásticos, se recomienda realizar una molienda de prueba con el grado específico antes de definir el equipo de producción, ya que el punto de reblandecimiento y la tenacidad varían significativamente entre los distintos grados y pueden afectar drásticamente el rendimiento al tamaño de partícula deseado.
¿Cómo puedo saber si mi polvo de resina ha alcanzado la esfericidad adecuada?
Los métodos de medición estándar son la microscopía electrónica de barrido (MEB) para la confirmación visual y el software de análisis de imágenes para la medición cuantitativa de la esfericidad. La MEB con una magnificación de 1000-2000x muestra claramente la morfología de las partículas: se pueden distinguir visualmente las partículas redondeadas de las angulares o alargadas. Para la medición cuantitativa, el software de análisis de imágenes calcula la esfericidad como la relación entre el área del círculo equivalente (la misma área que la proyección de la partícula medida) y el área proyectada real de la partícula; una esfera perfecta da 1,0. Para aplicaciones de recubrimiento en polvo, una esfericidad superior a 0,80 suele ser suficiente para una buena fluidización y un comportamiento de pulverización electrostática adecuado. Para procesos de lecho de polvo de impresión 3D, normalmente se requiere una esfericidad superior a 0,85 para una distribución uniforme del polvo. Si necesita verificar la esfericidad en lotes de producción sin MEB, el índice de Carr (ángulo de reposo) es un indicador indirecto práctico: el polvo más esférico fluye a un ángulo de reposo menor.
¿Por qué el clasificador de aire mejora la esfericidad de la salida del Turbo Mill?
El clasificador separa las partículas principalmente por su tamaño, pero la forma de las partículas genera un efecto aerodinámico secundario que influye en la separación. La resistencia aerodinámica sobre una partícula es proporcional a su área transversal proyectada dividida por su masa. Para partículas del mismo volumen, una partícula plana o alargada tiene una mayor relación área proyectada/masa que una esfera, lo que significa que experimenta mayor resistencia en relación con la fuerza centrífuga de rechazo de la rueda clasificadora.
Esto significa que las partículas planas y alargadas tienden a incorporarse al flujo de producto fino con un diámetro geométrico mayor que el que produciría una esfera del mismo volumen. En la práctica, el clasificador deja pasar algunas partículas alargadas que, geométricamente, deberían estar en el flujo de rechazo grueso, y estas partículas recirculan al Turbo Mill para su posterior redondeo. Por lo tanto, el flujo de producto se enriquece con partículas esféricas en relación con la salida bruta del Turbo Mill. Si bien esta no es la función principal del clasificador, se trata de un efecto real y medible, particularmente pronunciado cuando el clasificador está configurado para un corte preciso cerca del D50 objetivo.
Polvo épico
En Polvo épico, Ofrecemos una amplia gama de modelos de equipos y soluciones a medida para satisfacer sus necesidades específicas. Nuestro equipo cuenta con más de 20 años de experiencia en el procesamiento de diversos polvos. Epic Powder se especializa en tecnología de procesamiento de polvo fino para la industria minera y química., alimento Industria, industria farmacéutica, etc.
¡Contáctenos hoy para una consulta gratuita y soluciones personalizadas!

Gracias por leer. Espero que mi artículo te haya sido útil. Deja un comentario abajo. También puedes contactar con el servicio de atención al cliente de EPIC Powder en línea. Zelda para cualquier consulta adicional.
— Jason Wang, Ingeniero