إنتاج مسحوق الراتنج بحجم جسيمات D50 يبلغ 5 ميكرون أصعب مما يوحي به حجم الجسيمات المستهدف وحده. فالراتنجات ليست هشة كالمعادن، بل تتمتع ببعض الصلابة والمرونة، وتلين بفعل الحرارة الناتجة عن الاحتكاك، وتميل إلى التفتت إلى شظايا غير منتظمة الزوايا بدلاً من جسيمات مستديرة عند طحنها باستخدام المطاحن التقليدية أو مطاحن المطرقة. وعند حجم 5 ميكرون، تتفاقم هذه المشاكل: فمساحة السطح لكل وحدة كتلة عالية بما يكفي ليصبح التكتل الكهروستاتيكي ملحوظاً، كما أن الحرارة المتولدة أثناء الطحن الدقيق قد تُليّن الجسيمات التي تحاول إنتاجها.
مزيج من مطحنة توربو وديناميكية مصنف الهواء يعالج هذا النظام المشاكل الثلاث جميعها. تعمل مطحنة التوربو، بفضل حركة الطحن الدوامية، على تقريب حواف الجزيئات بدلاً من تفتيتها إلى إبر. كما تحد سرعة دورانها المتحكم بها من الحرارة الناتجة عن الاحتكاك إلى مستوى يمكن التحكم فيه، مع توفير هواء تبريد عند الحاجة. ويساهم المصنف الهوائي الموجود في اتجاه التدفق في جعل درجتي D50 وD90 دقيقتين، كما أن فصله الديناميكي الهوائي يُفضل اختيار الجزيئات الكروية على الجزيئات غير المنتظمة. والنتيجة هي مسحوق كروي ضيق مركزه حوالي 5 ميكرون، يلبي متطلبات السيولة وكثافة التعبئة ونعومة السطح في تطبيقات طلاء المساحيق والطباعة ثلاثية الأبعاد. التغليف الإلكتروني التطبيقات.
تشرح هذه المقالة عملية الطحن و تصنيف الآليات، وإعدادات المعلمات المحددة للراتنج عند D50 5 ميكرون، وكيفية تشخيص مشاكل الإنتاج الأكثر شيوعًا.

لماذا تفشل المطاحن التقليدية في إنتاج الراتنج الكروي الناعم؟
إن فهم ما يحدث من أخطاء في التقنيات الأخرى يوضح ما الذي تحله تقنية Turbo Mill.
- مطاحن المطرقة ومطاحن الدبابيس: تُنتج هذه الطريقة مسحوق الراتنج عن طريق الاصطدام عالي السرعة بين دبابيس أو مطارق دوارة وسندان ثابت. آلية الكسر في الغالب شدية، حيث ينكسر الجزيء على طول أطول بُعد له، مُنتجًا شظايا مُستطيلة وزاوية. وتكون كروية الجزيئات ضعيفة. عند الأحجام الدقيقة، تُسبب الحرارة الناتجة عن الاصطدام المستمر عالي الطاقة تليينًا للسطح، مما يُنتج جزيئات مُلطخة وتلوثًا للطاحونة.
- مطاحن نفاثة: يمكن تحقيق أحجام جسيمات دقيقة دون استخدام الحرارة، إلا أن آلية الطحن بالغاز المضغوط غير انتقائية، إذ تكسر الجسيمات بغض النظر عن شكلها، وتنتج كثافة الطاقة العالية توزيعًا واسعًا للأحجام، بما في ذلك نسبة كبيرة من الجسيمات دون الميكرونية التي تُعدّ دقيقة جدًا بالنسبة لمعظم تطبيقات الراتنج. كما أن استهلاك الطاقة النوعي مرتفع، ويتراوح عادةً بين 80 و150 كيلوواط ساعة لكل طن.
- مطاحن الكرات: ينتج عنه توزيع واسع لحجم الجسيمات، وعدم كفاية كروية الجسيمات، وتلوث من وسائط الطحن لتطبيقات الراتنج. غير مناسب للجسيمات ذات قطر 50 ميكرون.
تتميز مطحنة التوربو بآلية طحن رباعية المراحل، تشمل القطع، والصدم، وتدفق الدوامات عالي السرعة، والاهتزاز عالي التردد، تعمل جميعها في آن واحد. ويُعدّ عنصر الدوامات هو المسؤول عن عملية التدوير، حيث تتدحرج الجزيئات وتحتك ببعضها البعض داخل مجال الدوامات بشكل متكرر، مما يؤدي إلى تآكل الحواف والزوايا الحادة بدلاً من تكسيرها. وهذا يشبه ميكانيكياً ما يحدث للحصى عند تدوير برميل على مدى فترات زمنية جيولوجية، ويمكن تحقيق ذلك في ثوانٍ معدودة عند الإنتاج بكميات كبيرة.
مطحنة التوربو: كيف تطحن الراتنج إلى 5 ميكرون
سرعة الدوار والمسافة بين المتغيرين الرئيسيين للتحكم
تتكون مطحنة التوربو من دوار عالي السرعة مزود بطبقات متعددة من الشفرات داخل غلاف ثابت. يدور الدوار بسرعة طرفية تتراوح بين 100 و120 مترًا في الثانية. تدخل المادة من الأعلى، وتمر عبر طبقات الشفرات المتتالية، ثم تخرج من الأسفل أو الجانب. يتحكم متغيران في نعومة الناتج:
- السرعة الخطية للدوار: زيادة السرعة تعني زيادة طاقة التصادم لكل جسيم، مما يقلل حجم الجسيمات بشكل أسرع. بالنسبة للجسيمات ذات قطر D50 5 ميكرون على معظم الراتنجات الهندسية، يلزم استخدام سرعة دوران عالية (110-120 م/ث).
- الفجوة بين الجزء الثابت والجزء الدوار: تحدد المسافة بين أطراف شفرات الدوار وجدار الجزء الثابت شدة القص. ينتج عن الفجوة الأضيق جزيئات أدق لأن الجزيئات تتعرض لقوى قص أعلى أثناء مرورها بين الدوار والجزء الثابت. بالنسبة لقطر D50 البالغ 5 ميكرون، تكون الفجوة النموذجية من 0.5 إلى 1.0 مم؛ أما الفجوات الأوسع فتنتج جزيئات أكثر خشونة.
ست طبقات من الشفرات هي المعيار القياسي للجسيمات ذات قطر D50 5 ميكرون - زيادة عدد الطبقات تعني زيادة عدد عمليات الطحن لكل تمريرة للجسيم، مما يقلل من حجم الجسيمات ويزيد من تأثير التدوير الناتج عن التعرض المتكرر للدوامات. أما أربع طبقات فهي أكثر شيوعًا للجسيمات الخشنة (قطر D50 من 20 إلى 50 ميكرون).
إدارة الحرارة لطحن الراتنج
يُعدّ تليين الراتنج أكثر أنواع الأعطال شيوعًا في عمليات الطحن الدقيق للراتنج. تتميز معظم الراتنجات الهندسية (الإيبوكسي، والبوليستر، وراتنجات طلاء مسحوق الأكريليك) بدرجات حرارة انتقال زجاجي تتراوح بين 50 و80 درجة مئوية. عند درجات حرارة منطقة الطحن التي تتجاوز 60-70 درجة مئوية، تتلين أسطح الجسيمات بدرجة كافية لتتشوه بدلًا من أن تتكسر، وتلتصق الجسيمات المنصهرة جزئيًا ببعضها البعض، وبالشفرات، وبجدار الجزء الثابت.
تتوفر ثلاثة تدابير مضادة ويمكن دمجها:
- حقن هواء التبريد: إدخال هواء بارد إلى تيار التغذية أو حجرة الطحن. يخفض درجة حرارة منطقة الطحن بمقدار 15-25 درجة مئوية. وهو كافٍ لمعظم راتنجات البوليستر والأكريليك.
- معدل تغذية مخفّض: انخفاض معدل التغذية يعني وجود كمية أقل من المواد في منطقة الطحن في أي لحظة، مما يقلل من معدل توليد الحرارة الاحتكاكية. ويتم التضحية بالإنتاجية من أجل التحكم في درجة الحرارة.
- حقن النيتروجين السائل: بالنسبة للمواد البلاستيكية الحرارية والراتنجات اللينة (درجة التحول الزجاجي أقل من 40 درجة مئوية)، يُضخ النيتروجين السائل في تيار التغذية، مما يُضعف جزيئات الراتنج قبل دخولها منطقة الطحن. هذه الطريقة أكثر فعالية من التبريد بالهواء، ولكنها تزيد من تكلفة التشغيل.
| نموذج | قدرة المحرك (كيلوواط) | طبقات الشفرة | السعة النموذجية لـ D50 5 ميكرومتر (كجم/ساعة) |
| توربو-300 | 22 | 4 | 10-30 |
| توربو-500 | 45 | 4-6 | 30-80 |
| توربو-750 | 75 | 6 | 60-150 |
| توربو-1000 | 110 | 6 | 120-280 |
| توربو-1250 | 132 | 6 | 200-400 |
تُشير أرقام السعة إلى راتنجات طلاء مسحوق الإيبوكسي والبوليستر عند حجم حبيبات D50 يبلغ 5 ميكرون مع تبريد بالهواء. قد يختلف معدل الإنتاج للراتنجات الأكثر ليونة أو صلابة. يُرجى التأكد من ذلك بإجراء عملية طحن تجريبية على المادة الخاصة بك.
مصنف الهواء: ضبط D50 واختيار الكروية
كيفية تحكم المصنف في D50
يفصل المصنف الهوائي ناتج مطحنة التوربو بناءً على توازن قوة الطرد المركزي ومقاومة الهواء على كل جسيم. سرعة عجلة المصنف هي العامل الأساسي للتحكم في D50: فكلما زادت السرعة، زادت قوة الطرد المركزي، مما يؤدي إلى إعادة الجسيمات الأكبر حجمًا إلى مطحنة التوربو، وبالتالي تقليل دقة نقطة فصل المنتج. أما حجم تدفق الهواء فهو المتغير الثانوي: فزيادة تدفق الهواء تزيد من مقاومة الهواء، مما يؤدي فعليًا إلى زيادة خشونة نقطة الفصل عند سرعة معينة للعجلة.
بالنسبة لحجم جسيمات D50 البالغ 5 ميكرون على مسحوق الراتنج، تعمل عجلة التصنيف بسرعة تتراوح بين 4000 و6000 دورة في الدقيقة. يعتمد الإعداد الدقيق على كثافة الراتنج (تحتاج الراتنجات الأكثر كثافة إلى سرعة أعلى عند نفس حجم D50 المستهدف) والحجم الفعلي للمصنف (تعمل المصنفات الأكبر حجمًا بسرعة دوران مطلقة أقل لنفس السرعة المحيطية على سطح العجلة). يتم ضبط نقطة القطع المستهدفة عند 5.5-6.0 ميكرون - وهي أكبر قليلاً من حجم D50 المستهدف - لأن المصنف يفصل عند D97، وبالتالي يكون حجم D50 للجزء المقبول أدق.
اختيار الشكل: الدور الثاني للمصنف
هذه هي الآلية التي حددتها المقالة الأصلية بشكل صحيح ولكنها لم تشرحها بشكل كافٍ. تعتمد مقاومة الهواء الديناميكية على الجسيم على مساحته المسقطة ومعامل مقاومته، وكلاهما يعتمد على شكله. الجسيم المسطح والمستطيل يُظهر مساحة مسقطة أكبر لكل وحدة كتلة من الجسيم الكروي ذي الحجم المكافئ. يتعرض الجسيم المسطح لمقاومة أكبر مقارنةً بقوة الطرد المركزي، مما يعني أنه يصل إلى تيار المنتج الدقيق بحجم هندسي كان سيضعه لولا ذلك في تيار الرفض الخشن.
النتيجة العملية: يقوم المصنف برفض الجزيئات المطولة وغير المنتظمة بشكل منهجي وإعادتها إلى منطقة الطحن لمزيد من التدوير، بينما يمرر الجزيئات الكروية إلى تيار المنتج. هذه ليست آلية تصنيف أساسية - فالتحكم في D50 هو الوظيفة الأساسية - ولكنها تأثير ثانوي حقيقي يزيد من كروية المنتج مقارنةً بمخرجات مطحنة التوربو الخام.
| المعلمة | الإعداد النموذجي لراتنج D50 5 ميكرومتر | تأثير الزيادة |
| سرعة عجلة المصنف | 4000-6000 دورة في الدقيقة | زيادة السرعة تعني دقة D50 أكبر؛ مما يقلل الإنتاجية |
| حجم تدفق الهواء | 200-400 متر مكعب/ساعة (يعتمد على حجم المصنف) | زيادة تدفق الهواء = زيادة قطر الجسيمات D50؛ مما يزيد من الإنتاجية |
| الهواء الثانوي (إن وجد) | 10-20% من تدفق الهواء الأساسي | يُحسّن القطع - يُضيّق نسبة D90/D10 |
| معدل التغذية للمصنف | مطابقة إنتاجية مطحنة التوربو | يؤدي ارتفاع القيمة إلى إثقال كاهل المصنف؛ مما يوسع نطاق كثافة القدرة الطيفية. |
دليل الإنتاج واستكشاف الأخطاء وإصلاحها
دليل العملية
خطوات إعداد راتنج الإيبوكسي الكروي D50 بحجم 5 ميكرومتر
1. اطحن العلف مسبقًا وجففه
يجب سحق حبيبات الراتنج أو الرقائق الخشنة مسبقًا إلى أقل من 500 ميكرون قبل استخدام مطحنة التوربو. يمنع ذلك التحميل غير المتساوي ويحمي طبقات الشفرات من الصدمات القوية الناتجة عن قطع التغذية الكبيرة. يجب أن تكون نسبة رطوبة التغذية أقل من 0.3% - جفف الراتنج إلى هذا المستوى في فرن صينية عند درجة حرارة 50-60 درجة مئوية لمدة 2-4 ساعات إذا تم تخزينه في ظروف رطبة.
2. ابدأ بإعدادات متحفظة
ابدأ بسرعة دوران 100 م/ث مع 6 طبقات للشفرات، وفجوة ثابتة تتراوح بين 1.0 و1.5 مم، ومعدل تغذية مستهدف 50%. شغّل الجهاز لمدة 10 دقائق، ثم قِس كثافة القدرة الطيفية الناتجة باستخدام حيود الليزر. اضبط سرعة الدوران بالزيادة أو الفجوة الثابتة بالنقصان للوصول إلى قيمة D50 تقارب 5 ميكرون.
3. حدد نقطة القطع للمصنف
ابدأ تشغيل المصنف بسرعة 4000 دورة في الدقيقة. قِس قطر المنتج D50 على مخرج المصنف (وليس مخرج مطحنة التوربو). زِد سرعة عجلة المصنف تدريجيًا بمقدار 200 دورة في الدقيقة حتى يصل قطر المنتج D50 إلى 5.0 ميكرون. يجب أن يتبع كل تغيير في السرعة فترة استقرار لمدة 5 دقائق قبل أخذ العينة.
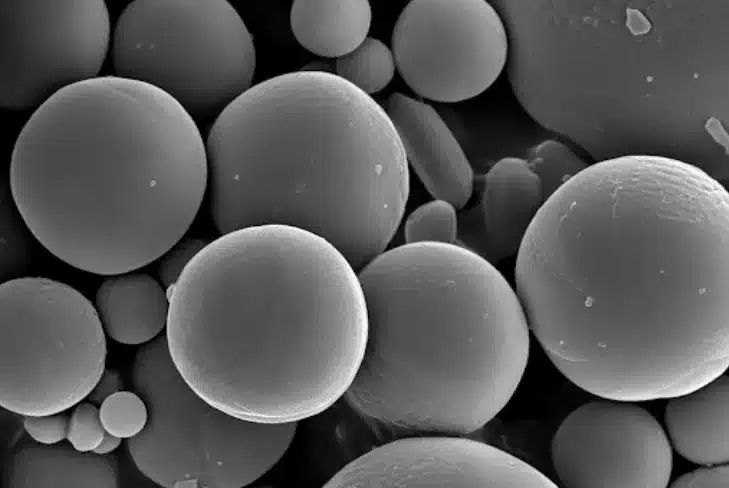
4. التحقق من كروية الشكل
خذ عينة من المنتج وافحصها تحت المجهر الإلكتروني الماسح أو المجهر الضوئي بتكبير يتراوح بين 1000 و2000 ضعف. تُعتبر نسبة كروية أعلى من 0.75 نموذجية لمخرجات مطحنة التوربو؛ ويمكن تحقيق نسبة أعلى من 0.85 بعد التصنيف الهوائي لمعظم الراتنجات الهندسية. إذا كانت نسبة الكروية أقل من النسبة المستهدفة، فقم بزيادة سرعة الدوران بمقدار 5-10% وأعد القياس.
5. تحسين إنتاجية الإنتاج
تعني الدائرة المغلقة (حيث يُعاد فرز المواد المرفوضة إلى مطحنة التوربو) أن الإنتاجية الإجمالية تقترب من 100%، حيث تُطحن المواد الخشنة جدًا مرة أخرى بدلًا من التخلص منها. يُحدد معدل الإنتاج بقدرة طحن مطحنة التوربو عند D50 بحجم 5 ميكرون، وليس بواسطة المصنف. إذا كان معدل الإنتاج أقل من الهدف، فقم بزيادة سرعة الدوار (ضمن الحدود الحرارية) قبل زيادة معدل التغذية.
المشاكل الشائعة وحلولها
| مشكلة | السبب المحتمل | حل |
| تلطخ الراتنج أو انسداده في المطحنة | ارتفاع درجة حرارة منطقة الطحن | قلل معدل التغذية بمقدار 30%؛ أضف هواء التبريد؛ تحقق من فجوة الجزء الثابت - إذا كانت ضيقة جدًا، فقم بزيادتها إلى 1.0 مم |
| D50 أعلى من 5 ميكرون | تم ضبط نقطة القطع بشكل خشن للغاية؛ أو سرعة الدوار منخفضة للغاية | قم بزيادة سرعة عجلة التصنيف بمقدار 200 دورة في الدقيقة؛ أو قلل فجوة الجزء الثابت بمقدار 0.2 مم |
| D50 أقل من 4 ميكرون | نقطة القطع دقيقة للغاية؛ كمية زائدة من الجزيئات الدقيقة جداً في المنتج | قلل سرعة عجلة التصنيف؛ وتحقق من وجود هواء ثانوي زائد. |
| PSD عريض (D90/D10 > 2.5) | مُصنِّف مُحمَّل فوق طاقة التغذية؛ أو تدفق هواء غير منتظم | قلل معدل تغذية المصنف إلى 70% كحد أقصى؛ وتأكد من أن ريش التوجيه نظيفة وغير تالفة. |
| كروية منخفضة (<0.70) | عدم كفاية حركة الدوامة؛ عدد قليل جدًا من طبقات الشفرات | زيادة سرعة الدوار إلى 115-120 م/ث؛ التحويل إلى تكوين 6 طبقات من الشفرات |
| ضعف انسيابية المسحوق | التكتل الكهروستاتيكي للراتنج الدقيق | أضف بطانة فلتر الكيس المضادة للكهرباء الساكنة؛ ضع في اعتبارك المعالجة السطحية الجافة (0.1-0.3% نانو-سيليكا) |
| إنتاجية المنتج أقل من 60% | نقطة قطع المصنف مقيدة للغاية بالنسبة لـ PSD التغذية | أعد قياس توزيع حجم الجسيمات (PSD) لمخرجات مطحنة التوربو؛ وتأكد من أن قطر الجسيمات (D90) لمخرجات المطحنة أقل من 12 ميكرون قبل التصنيف. |
لماذا تتفوق مطحنة التوربو مع المصنف على مطحنة النفاثات في هذا التطبيق؟
ال طاحونة نفاثة من الجدير بالمقارنة أن يتم تناولها بشكل مباشر لأن الطحن النفاث هو البديل الشائع لـ D50 أقل من 10 ميكرون.
- تكلفة الطاقة: تستخدم مطحنة التوربو طاقة المحرك الكهربائي - أي الطاقة الناتجة عن الصدم الميكانيكي - بدلاً من الغاز المضغوط كوسيط للطحن. عند حجم حبيبات D50 يبلغ 5 ميكرون، يستهلك نظام مطحنة التوربو مع المصنف طاقة أقل بمقدار 30-50 طن لكل طن مقارنةً بمطحنة النفث التي تنتج نفس مواصفات المنتج.
- مراقبة الغرامات: تُنتج المطاحن النفاثة نسبة أعلى من الجسيمات التي يقل حجمها عن 2 ميكرون، وذلك لأن طاقة الطحن تُطبَّق في تصادمات قصيرة وعالية السرعة، ما يُمكن أن يُفتِّت الجسيمات إلى أحجام أصغر بكثير من الحجم المستهدف. أما مطحنة التوربو، فتتميز بطحنها التدريجي ذي الطبقات الشفرية، وهو أكثر لطفًا، إذ تُنتج عددًا أقل من الجسيمات فائقة الدقة وتوزيعًا أضيق، ما يُسهِّل على المُصنِّف التعامل معها.
- كروية: تُنتج عملية الطحن النفاث أسطح كسر زاوية نتيجة اصطدام الجسيمات بسرعة عالية على طول مستويات الكسر البلورية أو غير المتبلورة. أما مُكوّن الدوامة في مطحنة توربو فيُعيد تدوير هذه الأسطح تدريجيًا. بالنسبة للتطبيقات التي تتطلب كروية السطح (مثل طلاء المساحيق والطباعة ثلاثية الأبعاد)، تتفوق مطحنة توربو مع المُصنِّف باستمرار على الطحن النفاث.
- الحساسية للحرارة: يمكن لكل من الطحن النفاث والطحن التوربيني التعامل مع الراتنجات الحساسة للحرارة، ولكن خيار هواء التبريد في الطحن التوربيني أكثر قابلية للتحكم وأقل تكلفة في التشغيل من نظام الطحن النفاث المبرد.
| هل تحتاج إلى معالجة مسحوق الراتنج حتى يصل قطره إلى 5 ميكرومتر (D50)؟ تواصل مع شركة EPIC Powder Machinery. قام مهندسو التطبيقات في شركة EPIC Powder Machinery بتصميم أنظمة الطحن التوربيني وأنظمة التصنيف الهوائي لمساحيق راتنجات الإيبوكسي والبوليستر والأكريليك واللدائن الحرارية، ضمن نطاق D50 المستهدف من 3 إلى 20 ميكرون. نقدم تجارب مجانية للمواد - ما عليك سوى تزويدنا بعينة من الراتنج مع تحديد D50 المستهدف ومتطلبات الكروية، وسنرسل لك بيانات توزيع حجم الجسيمات (PSD) وصور المجهر الإلكتروني الماسح (SEM) وتكوين العملية الموصى به. أخبرنا بنوع الراتنج، وD50 المستهدف، وحجم الإنتاج، وسنقوم بتصميم معايير التجربة. اطلب تجربة مجانية للمواد: www.epic-powder.com/contact اكتشف مجموعتنا من مطاحن التوربو: www.epic-powder.com |
الأسئلة الشائعة
ما هي أنواع الراتنجات التي يمكن لآلة Turbo Mill معالجتها حتى D50 5 ميكرون؟
تتعامل مطحنة توربو مع معظم أنواع الراتنجات المتصلبة حرارياً - راتنجات طلاء مسحوق الإيبوكسي والبوليستر والأكريليك والبولي يوريثان - بدقة تصل إلى 5 ميكرون (D50) دون تبريد مبرد، وذلك باستخدام هواء التبريد القياسي. تتميز هذه المواد بدرجات حرارة انتقال زجاجي أعلى من 50 درجة مئوية، مما يعني أن هواء التبريد القياسي يُبقي منطقة الطحن أقل بكثير من عتبة التليين.
تُعدّ الراتنجات الحرارية (النايلون، والبولي إيثيلين، والبولي بروبيلين) أكثر صعوبةً نظرًا لانخفاض درجة تليينها وارتفاع صلابتها. يمكن معالجتها عند حجم جسيمات D50 5 ميكرون، ولكنها تتطلب عادةً حقن النيتروجين السائل لجعل الجسيمات هشة قبل الطحن. بالنسبة للراتنجات الحرارية، يُنصح بإجراء طحن تجريبي على النوع المحدد قبل تحديد معدات الإنتاج، لأن درجة التليين والصلابة تختلف اختلافًا كبيرًا بين الأنواع، ويمكن أن تؤثر بشكل كبير على الإنتاجية عند حجم الجسيمات المستهدف.
كيف أعرف ما إذا كان مسحوق الراتنج الخاص بي قد حقق الشكل الكروي الكافي؟
تُعدّ طرق القياس القياسية هي المجهر الإلكتروني الماسح (SEM) للتأكيد البصري، وبرامج تحليل الصور لقياس كروية الجسيمات كميًا. يُظهر المجهر الإلكتروني الماسح، عند تكبير يتراوح بين 1000 و2000 ضعف، شكل الجسيمات بوضوح، حيث يُمكن التمييز بصريًا بين الجسيمات المستديرة والجسيمات الزاوية أو المستطيلة. وللقياس الكمي، تحسب برامج تحليل الصور كروية الجسيمات كنسبة مساحة الدائرة المكافئة (وهي نفس مساحة إسقاط الجسيم المقاس) إلى مساحة الإسقاط الفعلية للجسيم؛ وتُعطي الكرة المثالية قيمة 1.0. في تطبيقات طلاء المساحيق، تكفي كروية أعلى من 0.80 عمومًا لتحقيق سيولة جيدة وسلوك رش كهروستاتيكي فعال. أما في عمليات الطباعة ثلاثية الأبعاد باستخدام طبقة مسحوق، فعادةً ما تكون الكروية أعلى من 0.85 مطلوبة لانتشار المسحوق بشكل متجانس. إذا كنت بحاجة إلى التحقق من كروية دفعات الإنتاج دون استخدام المجهر الإلكتروني الماسح، فإن مؤشر كار (زاوية الراحة) يُعدّ مؤشرًا غير مباشر عمليًا، حيث يتدفق المسحوق الأكثر كروية عند زاوية راحة أقل.
لماذا يعمل المصنف الهوائي على تحسين كروية مخرجات مطحنة التوربو؟
يفصل المصنف الجسيمات أساسًا حسب الحجم، لكن شكل الجسيم يُحدث تأثيرًا ديناميكيًا هوائيًا ثانويًا يؤثر على عملية الفصل. تتناسب مقاومة الهواء للجسيم طرديًا مع مساحة مقطعه العرضي المسقطة مقسومة على كتلته. بالنسبة للجسيمات ذات الحجم نفسه، يكون للجسيم المسطح أو المستطيل نسبة مساحة إلى كتلة مسقطة أعلى من الجسيم الكروي، وبالتالي يتعرض لمقاومة أكبر مقارنةً بقوة الطرد المركزي لعجلة المصنف.
هذا يعني أن الجسيمات المسطحة والمستطيلة تميل إلى التوجه نحو تيار المنتج الناعم بقطر هندسي أكبر من قطر كرة بنفس الحجم. عمليًا، يُمرر المصنف بعض الجسيمات المستطيلة التي من المفترض أن تكون ضمن تيار الرفض الخشن، وتُعاد هذه الجسيمات إلى مطحنة التوربو لمزيد من التدوير. وبالتالي، يصبح تيار المنتج غنيًا بالجسيمات الكروية مقارنةً بمخرجات مطحنة التوربو الخام. هذه ليست الوظيفة الأساسية للمصنف، لكنها تأثير حقيقي وقابل للقياس، ويبرز بشكل خاص عند ضبط المصنف على قطع حاد بالقرب من قيمة D50 المستهدفة.
مسحوق ملحمي
في مسحوق ملحمي, نقدم مجموعة واسعة من نماذج المعدات ونُصمم حلولاً مُخصصة لتلبية احتياجاتكم الخاصة. يتمتع فريقنا بخبرة تزيد عن 20 عامًا في معالجة مختلف أنواع المساحيق. شركة إبيك باودر متخصصة في تكنولوجيا معالجة المساحيق الدقيقة للصناعات المعدنية والكيميائية., طعام الصناعة، صناعة الأدوية، إلخ.
اتصل بنا اليوم للحصول على استشارة مجانية وحلول مصممة خصيصًا لك!

شكرًا لقراءتكم. آمل أن يكون مقالي مفيدًا. يُرجى ترك تعليق أدناه. يمكنكم أيضًا التواصل مع ممثل خدمة عملاء EPIC Powder عبر الإنترنت. زيلدا "لأي استفسارات أخرى."
— جيسون وانج, مهندس