Получение порошка смолы с размером частиц D50 (5 микрон) сложнее, чем можно предположить, исходя только из целевого размера частиц. Смолы не хрупкие, как минералы — они обладают некоторой прочностью и эластичностью, размягчаются под воздействием тепла от трения и, как правило, рассыпаются на неровные угловатые фрагменты, а не на округлые частицы при измельчении с помощью обычных ударных или молотковых мельниц. При размере частиц 5 микрон эти проблемы усугубляются: площадь поверхности на единицу массы достаточно велика, чтобы электростатическая агломерация стала значительной, а тепло, выделяемое при тонком измельчении, может размягчить именно те частицы, которые вы пытаетесь получить.
Сочетание Турбо Мельница и динамичный воздушный классификатор Решает все три проблемы. Вихревое измельчение в мельнице Turbo Mill сглаживает края частиц, а не раздробивает их на иглы. Контролируемая скорость вращения ротора ограничивает тепловое трение до приемлемого уровня — при необходимости с помощью охлаждающего воздуха. Воздушный классификатор, расположенный ниже по потоку, обеспечивает точность D50 и D90, а его аэродинамическое разделение также отбирает преимущественно сферические частицы по сравнению с неправильными. В результате получается узкий сферический порошок с размером частиц около 5 микрон, отвечающий требованиям к текучести, плотности упаковки и гладкости поверхности для порошковой окраски, 3D-печати и т. д. электронная инкапсуляция приложения.
В этой статье объясняется процесс измельчения и классификация механизмы, конкретные параметры настройки смолы при D50 5 микрон, а также способы диагностики наиболее распространенных производственных проблем.

Почему традиционные мельницы не справляются с производством мелкодисперсной сферической смолы
Понимание того, что не так с другими технологиями, проясняет, какую проблему решает турбомельница.
- Молотковые и штифтовые мельницы: Получение порошка смолы происходит путем высокоскоростного удара между вращающимися штифтами или молотками и неподвижными наковальнями. Механизм разрушения преимущественно растягивающий — частица разрушается вдоль своей наибольшей длины, образуя вытянутые угловатые фрагменты. Сферичность низкая. При малых размерах тепло, выделяемое непрерывным высокоэнергетическим ударом, вызывает размягчение поверхности, что приводит к образованию размазанных частиц и загрязнению мельницы.
- Реактивные мельницы: Получение частиц малого размера без нагрева позволяет добиться их измельчения, однако механизм измельчения сжатым газом неизбирательен — он разрушает частицы независимо от их формы, а высокая плотность энергии приводит к широкому распределению размеров, включая значительную долю субмикронных частиц, которые слишком малы для большинства применений смол. Удельное энергопотребление также высокое, обычно 80-150 кВт·ч на тонну.
- Шаровые мельницы: Применяется для нанесения смол широкий диапазон размеров частиц, недостаточная сферичность и загрязнение абразивными материалами. Не подходит для смол с размером частиц D50 5 микрон.
Отличительной особенностью мельницы Turbo Mill является четырехмеханизменная система измельчения: резание, удар, высокоскоростной вихревой поток и высокочастотная вибрация, работающие одновременно. Именно вихревой компонент создает эффект скругления: частицы многократно кувыркаются и истираются друг о друга в вихревом поле, что приводит к износу острых кромок и углов, а не к их разрушению. Механически это похоже на то, как барабанная дробилка обрабатывает гальку в течение геологического времени, но в промышленных масштабах это происходит за секунды.
Турбомельница: как она измельчает смолу до фракции 5 микрон
Скорость вращения ротора и зазор: две основные управляющие переменные.
Турбомельница состоит из высокоскоростного ротора с несколькими слоями лопастей внутри статорного корпуса. Ротор вращается со скоростью 100-120 м/с на конце. Материал поступает сверху, проходит через последовательные слои лопастей и выходит снизу или сбоку. Тонкость помола на выходе регулируется двумя параметрами:
- Линейная скорость вращения ротора: Более высокая скорость означает большую энергию удара при столкновении частиц, что приводит к более быстрому уменьшению размера частиц. Для большинства конструкционных смол с показателем D50 5 микрон требуется скорость вращения ротора в верхней части диапазона (110-120 м/с).
- Зазор между статором и ротором: Зазор между концами лопаток ротора и стенкой статора определяет интенсивность сдвига. Меньший зазор приводит к образованию более мелких частиц, поскольку частицы подвергаются более высоким силам сдвига при прохождении между ротором и статором. Для частиц D50 размером 5 микрон типичным является зазор 0,5-1,0 мм; более широкие зазоры приводят к образованию более крупных частиц.
Для частиц размером 5 микрон (D50) стандартно используется шесть слоев лезвий — больше слоев означает больше циклов шлифовки за один проход, что уменьшает размер частиц и усиливает эффект скругления за счет многократного воздействия вихревого потока. Четыре слоя чаще используются для более крупных частиц (D50 20-50 микрон).
Управление тепловыми процессами при измельчении смол.
Размягчение смолы является наиболее распространенной причиной поломки при тонком шлифовании смолами. Большинство конструкционных смол (эпоксидные, полиэфирные, акриловые порошковые смолы) имеют температуру стеклования в диапазоне 50-80 градусов Цельсия. При температурах в зоне шлифования выше 60-70 градусов Цельсия поверхности частиц размягчаются настолько, что деформируются, а не разрушаются, и частично расплавленные частицы прилипают друг к другу, к лопаткам и к стенке статора.
Доступны три контрмеры, которые можно комбинировать:
- Впрыск охлаждающего воздуха: Подача охлажденного воздуха в поток подачи или камеру измельчения. Снижает температуру в зоне измельчения на 15-25 градусов Цельсия. Подходит для большинства полиэфирных и акриловых смол.
- Сниженная скорость подачи: Более низкая скорость подачи означает меньшее количество материала в зоне измельчения в любой момент времени, что снижает скорость выделения тепла за счет трения. Производительность приносится в жертву контролю температуры.
- Впрыск жидкого азота: Для термопластов и мягких смол (температура стеклования ниже 40 градусов Цельсия). В поток подаваемого материала вводится жидкий азот, который делает частицы смолы хрупкими до того, как они попадут в зону измельчения. Более эффективно, чем воздушное охлаждение, но увеличивает эксплуатационные расходы.
| Модель | Мощность двигателя (кВт) | Слои лезвий | Типичная производительность для D50 5 мкм (кг/ч) |
| Турбо-300 | 22 | 4 | 10-30 |
| Турбо-500 | 45 | 4-6 | 30-80 |
| Турбо-750 | 75 | 6 | 60-150 |
| Турбо-1000 | 110 | 6 | 120-280 |
| Турбо-1250 | 132 | 6 | 200-400 |
Указанные показатели производительности относятся к эпоксидным и полиэфирным порошковым покрытиям с размером частиц D50 (5 микрон) при использовании охлаждающего воздуха. Производительность для более мягких или более твердых смол может отличаться. Для подтверждения необходимо провести пробное измельчение вашего конкретного материала.
Классификатор воздуха: установка значения D50 и выбор сферичности.
Как классификатор управляет D50
Воздушный классификатор разделяет частицы, выходящие из турбомельницы, за счет баланса центробежной силы и аэродинамического сопротивления. Основной параметр D50 — скорость вращения классификационного колеса: более высокая скорость увеличивает центробежную силу отбрасывания, отправляя более крупные частицы обратно в турбомельницу и делая точку отсечения продукта более мелкой. Второстепенным параметром является объем воздушного потока: больший воздушный поток увеличивает сопротивление, что фактически приводит к укрупнению частиц в точке отсечения при заданной скорости вращения колеса.
Для получения фракции D50 5 микрон на порошке смолы классификационное колесо работает со скоростью 4000-6000 об/мин. Точная настройка зависит от плотности смолы (более плотные смолы требуют более высокой скорости при той же целевой фракции D50) и физических размеров классификатора (более крупные классификаторы работают с меньшей абсолютной частотой вращения при той же периферийной скорости на поверхности колеса). Целевая точка отсечения устанавливается на уровне 5,5-6,0 микрон — немного крупнее, чем целевая фракция D50, — поскольку классификатор разделяет фракции при D97, и, соответственно, фракция D50 принимаемой фракции становится мельче.
Выбор формы: вторая роль классификатора
Это механизм, который был правильно идентифицирован, но недостаточно подробно объяснен в оригинальной статье. Аэродинамическое сопротивление частицы зависит от ее проекционной площади и коэффициента сопротивления, причем оба параметра зависят от формы. Плоская, вытянутая частица имеет большую проекционную площадь на единицу массы, чем сферическая частица эквивалентного объема. Она испытывает большее сопротивление относительно своей центробежной силы, а это значит, что она попадает в поток мелкодисперсных продуктов с геометрическим размером, который в противном случае привел бы ее в поток крупнодисперсных отходов.
Практическое значение: классификатор систематически отбраковывает более вытянутые и неправильной формы частицы обратно в зону измельчения для дальнейшего округления, пропуская при этом более сферические частицы в поток продукта. Это не основной механизм классификации — основной функцией является контроль D50 — но это реальный вторичный эффект, который увеличивает сферичность продукта по сравнению с исходным материалом, получаемым на мельнице Turbo Mill.
| Параметр | Типичные настройки для смолы D50 5 мкм | Влияние увеличения |
| Скорость вращения колеса классификатора | 4000-6000 об/мин | Более высокая скорость = более тонкий слой D50; снижает производительность. |
| объем воздушного потока | 200-400 м³/ч (зависит от размера классификатора) | Более высокий расход воздуха = более крупный диаметр пор D50; увеличивает производительность. |
| Вторичный воздух (при наличии) | 10-20% основного воздушного потока | Очищает резку — сужает соотношение D90/D10 |
| Скорость подачи в классификатор | Соответствует выходной мощности мельницы Turbo Mill | Слишком высокая перегрузка классификатора; расширение спектральной плотности мощности. |
Руководство по производству и устранению неполадок
РУКОВОДСТВО ПО ПРОЦЕССУ
Пошаговая инструкция по подготовке к нанесению сферической эпоксидной смолы D50 диаметром 5 мкм.
1. Предварительно измельчить и высушить корм.
Гранулы смолы или крупная стружка должны быть предварительно измельчены до размера менее 500 микрон перед использованием в турбомельнице. Это предотвращает неравномерную загрузку и защищает слои лопастей от сильных ударов крупными частицами подаваемого материала. Влажность подаваемого материала должна быть ниже 0,31 TP3T — если смола хранилась во влажных условиях, ее следует высушить до этого уровня в лотковой печи при температуре 50-60 градусов Цельсия в течение 2-4 часов.
2. Начните с консервативных настроек.
Начните с скорости вращения ротора 100 м/с, 6 слоев лопастей, зазора статора 1,0-1,5 мм и целевой скорости подачи 50%. Проработайте 10 минут и измерьте выходную спектральную плотность мощности методом лазерной дифракции. Увеличьте скорость вращения ротора или уменьшите зазор статора, чтобы приблизиться к значению D50 5 микрон.
3. Установите пороговое значение классификатора.
Запустите классификатор на скорости 4000 об/мин. Измерьте значение D50 продукта на выходе классификатора (не на выходе турбомельницы). Увеличивайте скорость вращения классификационного колеса с шагом 200 об/мин до тех пор, пока значение D50 не достигнет 5,0 микрон. После каждого изменения скорости следует выждать 5 минут для стабилизации перед отбором проб.
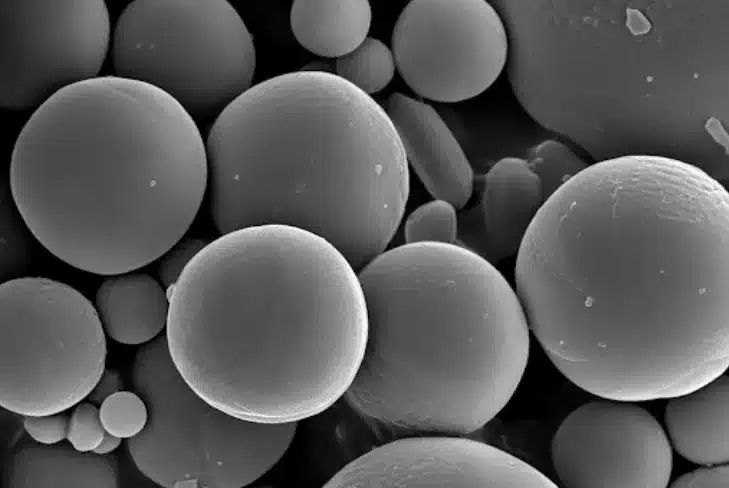
4. Подтверждение сферичности
Возьмите образец продукта и изучите его под сканирующим электронным микроскопом или оптическим микроскопом при увеличении 1000-2000x. Сферичность выше 0,75 является типичной для продукции, получаемой в турбомельнице; для большинства конструкционных смол после воздушной классификации достижима сферичность выше 0,85. Если сферичность ниже целевого значения, увеличьте скорость вращения ротора на 5-10% и повторите измерение.
5. Оптимизация для повышения урожайности.
Замкнутый контур (классификатор отбраковывает материал и возвращает его в турбомельницу) означает, что общий выход продукции приближается к 1001 TP3T — слишком крупный материал перемалывается, а не отбрасывается. Производительность ограничивается измельчающей способностью турбомельницы при D50 5 микрон, а не классификатором. Если производительность ниже целевого уровня, увеличьте скорость вращения ротора (в пределах температурных ограничений), прежде чем увеличивать скорость подачи.
Распространенные проблемы и их решения
| Проблема | Вероятная причина | Решение |
| Загрязнение или засорение мельницы смолой | Перегрев зоны шлифования | Уменьшите скорость подачи на 30%; добавьте охлаждающий воздух; проверьте зазор статора — если он слишком узкий, увеличьте его до 1,0 мм. |
| D50 выше 5 микрон | Слишком грубо задана точка резания; или слишком низкая скорость вращения ротора. | Увеличьте скорость вращения классификационного колеса на 200 об/мин с шагом; или уменьшите зазор статора на 0,2 мм. |
| D50 ниже 4 микрон | Слишком мелкая фракция; избыток ультратонких частиц в продукте. | Снизьте скорость вращения классификационного колеса; проверьте наличие избытка вторичного воздуха. |
| Широкая спектральная плотность мощности (D90/D10 > 2,5) | Перегрузка классификатора при подаче; или неравномерный поток воздуха. | Уменьшите скорость подачи в классификатор до 70% от максимальной; убедитесь, что направляющие лопатки чистые и не повреждены. |
| Низкая сферичность (<0,70) | Недостаточное вихревое движение; слишком мало слоев лопаток. | Увеличьте скорость вращения ротора до 115-120 м/с; переключитесь на 6-лопастную конфигурацию. |
| Плохая текучесть порошка | Электростатическая агломерация мелкодисперсной смолы | Добавьте антистатическую подкладку для фильтрующего мешка; рассмотрите возможность обработки сухой поверхности (0,1-0,3% нанокремнезем). |
| Выход продукции ниже 60% | Пороговое значение классификатора слишком ограничительное для PSD корма | Повторно измерьте спектральную плотность частиц (PSD) на выходе из турбомельницы; убедитесь, что значение D90 на выходе из мельницы ниже 12 микрон перед классификацией. |
Почему турбомельница с классификатором превосходит струйную мельницу в данном применении?
The струйная мельница Сравнение заслуживает прямого рассмотрения, поскольку струйная обработка является распространенной альтернативой для получения значения D50 ниже 10 микрон.
- Стоимость энергии: В мельнице Turbo Mill в качестве измельчающей среды используется механическое воздействие — энергия электродвигателя — вместо сжатого газа. При размере частиц D50 (5 микрон) система Turbo Mill с классификатором обычно потребляет на 30-501 тонн энергии на тонну меньше, чем струйная мельница, производящая продукт с теми же характеристиками.
- Контроль за штрафами: Струйные мельницы производят более высокую долю частиц размером менее 2 микрон, поскольку энергия измельчения передается в виде коротких высокоскоростных столкновений, которые могут разрушать частицы, размер которых значительно меньше целевого. Прогрессивное послойное измельчение в мельнице Turbo Mill более щадящее, что приводит к образованию меньшего количества ультрадисперсных частиц и более узкого распределения, с которым легче работать классификатору.
- Сферичность: Струйное фрезерование создает угловатые поверхности излома, поскольку частицы сталкиваются с высокой скоростью вдоль кристаллических или аморфных плоскостей излома. Вихревой компонент фрезы Turbo Mill постепенно скругляет эти поверхности. Для применений, требующих сферичности (порошковое покрытие, 3D-печать), классификатор Turbo Mill + неизменно превосходит струйное фрезерование.
- Чувствительность к теплу: Как струйная мельница, так и турбомельница могут работать с термочувствительными смолами, но опция охлаждения воздухом в турбомельнице более управляема и дешевле в эксплуатации, чем криогенная струйная мельница.
| Хотите обработать порошковую смолу до размера частиц D50 5 мкм? Обратитесь в компанию EPIC Powder Machinery. Инженеры-технологи компании EPIC Powder Machinery разработали системы турбомельниц и воздушных классификаторов для порошков эпоксидных, полиэфирных, акриловых и термопластичных смол с целевым значением D50 от 3 до 20 микрон. Мы предлагаем бесплатные пробные образцы материалов — вы предоставляете образец смолы с целевым значением D50 и требованиями к сферичности, а мы предоставляем данные о распределении частиц по размерам (PSD), изображения SEM и рекомендуемую конфигурацию процесса. Сообщите нам тип вашей смолы, целевое значение D50 и объем производства, и мы разработаем параметры пробного образца. Запросите бесплатную пробную версию материала: www.epic-powder.com/contact Ознакомьтесь с нашим ассортиментом турбомельниц: www.epic-powder.com |
Часто задаваемые вопросы
Какие смолы может перерабатывать турбомельница до степени D50 (5 микрон)?
Фрезерный станок Turbo Mill обрабатывает большинство термореактивных смол — эпоксидные, полиэфирные, акриловые и полиуретановые порошковые покрытия — с размером частиц D50 (5 микрон) без криогенного охлаждения, используя стандартную подачу охлаждающего воздуха. Температуры стеклования этих материалов обычно превышают 50 градусов Цельсия, что означает, что стандартный охлаждающий воздух поддерживает температуру в зоне шлифования значительно ниже порога размягчения.
Термопластичные смолы (нейлон, полиэтилен, полипропилен) представляют собой более сложную задачу из-за более низких температур размягчения и более высокой прочности. Их можно перерабатывать при размере частиц D50 5 микрон, но обычно требуется впрыскивание жидкого азота для охрупчивания частиц перед измельчением. Для термопластов рекомендуется пробное измельчение конкретного сорта перед выбором производственного оборудования, поскольку температура размягчения и прочность значительно различаются между сортами и могут существенно повлиять на производительность при целевом размере частиц.
Как узнать, достигла ли моя смоляная пудра достаточной сферичности?
Стандартные методы измерения включают сканирующую электронную микроскопию (СЭМ) для визуального подтверждения и программное обеспечение для анализа изображений для количественного измерения сферичности. СЭМ при увеличении 1000-2000x четко показывает морфологию частиц — визуально можно отличить округлые частицы от угловатых или вытянутых. Для количественного измерения программное обеспечение для анализа изображений вычисляет сферичность как отношение площади эквивалентного круга (той же площади, что и проекция измеренной частицы) к фактической проекции частицы; идеальная сфера дает значение 1,0. Для порошковых покрытий сферичность выше 0,80 обычно достаточна для хорошего псевдоожижения и электростатического распыления. Для процессов порошковой печати в порошковом слое обычно требуется сферичность выше 0,85 для равномерного распределения порошка. Если необходимо проверить сферичность производственных партий без СЭМ, индекс Карра (угол естественного откоса) является практичным косвенным индикатором — более сферический порошок течет при меньшем угле естественного откоса.
Почему воздушный классификатор улучшает сферичность частиц, получаемых на выходе из турбомельницы?
Классификатор разделяет частицы в первую очередь по размеру, но форма частицы создает вторичный аэродинамический эффект, который искажает процесс разделения. Аэродинамическое сопротивление частицы зависит от ее проекционной площади поперечного сечения, деленной на ее массу. Для частиц одинакового объема плоская или вытянутая частица имеет более высокое отношение проекционной площади к массе, чем сфера — она испытывает большее сопротивление относительно центробежной силы отталкивания классификационного колеса.
Это означает, что плоские и вытянутые частицы, как правило, попадают в поток мелкого продукта с геометрическим диаметром, превышающим диаметр сферы того же объема. На практике классификатор пропускает некоторые вытянутые частицы, которые по геометрии должны находиться в потоке крупного отбраковочного материала, и эти частицы возвращаются в турбомельницу для дальнейшего округления. Таким образом, поток продукта обогащается сферическими частицами по сравнению с исходным потоком турбомельницы. Это не является основной функцией классификатора, но это реальный и измеримый эффект — особенно выраженный, когда классификатор настроен на резку с высокой точностью, близкой к целевому значению D50.
Эпический порошок
В Эпический порошок, Мы предлагаем широкий выбор моделей оборудования и разрабатываем индивидуальные решения, отвечающие вашим конкретным потребностям. Наша команда имеет более чем 20-летний опыт в обработке различных порошков. Компания Epic Powder специализируется на технологиях обработки мелкодисперсных порошков для горнодобывающей и химической промышленности., еда промышленность, фармацевтическая промышленность и т. д.
Свяжитесь с нами сегодня для бесплатной консультации и получения индивидуальных решений!

Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете связаться с онлайн-представителем EPIC Powder. Зельда для любых дальнейших запросов».
— Джейсон Ван, Инженер